






















Izkoristite vse prednosti sistemov za ravnanje z materialom
08.09.2020
Pri izdelavi sistemov za avtomatizacijo po meri sta ključnega pomena odprta komunikacija in strogo upoštevanje zahtev aplikacije.
Življenje proizvajalcev bi bilo veliko lažje, če bi bili vsi njihovi procesi avtomatizacije homogeni. Na žalost obstaja veliko takih, ki jih je treba prilagoditi, da bi lahko zadostili edinstvenim zahtevam aplikacij avtomatiziranega vpenjanja in ravnanja z materialom. To velja za vsako aplikacijo, ki vključuje neko kombinacijo ročnih vpenjal, končnih efektorjev, prijemal in indekserjev.
Pri tem bi bilo dobro izpostaviti, da obstaja bistvena razlika med prilagojenim »izdelkom« in prilagojenim »sistemom«, zato moramo opozoriti, da zamenljiva uporaba obeh pojmov ni pravilna oziroma priporočena.
Prilagojeni izdelek je komponenta, ki je spremenjena tako, da ustreza potrebam določene aplikacije. Po drugi strani pa prilagojeni sistem združuje komponente iz različnih družin izdelkov – od katerih so nekateri morda prav tako prilagojeni – v sistem, ki izpolnjuje potrebe aplikacije. Poznavanje razlike med obema je podobno, kot zavedanje, da so vsi šampanjci peneča vina, vendar pa vsa peneča vina niso šampanjci.
V tem članku se bomo osredotočili na izdelavo prilagojenih avtomatiziranih sistemov za vpenjanje obdelovancev in ravnanje z materialom ter na korake, ki jih je treba izvesti, od načrtovanja do končne izdelave, da bi izpolnili potrebe končnega uporabnika.
Komunikacija je ključnega pomena
Postopek ustvarjanja prilagojenega sistema se začne, ko končni uporabnik stopi v stik s projektantom predlaganega sistema. Na tej stopnji je najpomembneje opisati, kaj je treba premakniti od točke A do točke B. Projektant mora poznati težo, velikost in obliko predmeta, ki ga je treba premakniti, pa tudi hitrost, s katero je treba dokončati ta postopek.
Druga vprašanja v zvezi s postopkom, na katera bo morda treba odgovoriti, vključujejo:
* Ali so na voljo datoteke 3D CAD?
* Ali so na voljo vzorci?
* Ali je material, ki ga je treba premakniti, porozen?
* Ali je material strupen oziroma nevaren?
* Ali je na voljo celična razmestitev?
* Ali bo potrebnih več orodij?
* So na voljo video posnetki ali slike delovanja celic?
* Ali je treba izpolniti kakšne predpisane specifikacije ali standarde?
Na tej stopnji bosta projektant in uporabnik verjetno pretresala različne možnosti, saj ima naročnik morda le nejasno predstavo ali poenostavljen načrt približnega končnega izgleda prilagojenega sistema ali opravil, ki jih bo moral opravljati. Če projektant na tej točki zastavi prava vprašanja, se vse skupaj poveže kot koščki sestavljanke.
Za pomoč pri zbiranju informacij mnogi projektanti prilagojenih izdelkov za vpenjanje obdelovancev in ravnanje z materialom pripravijo obrazce, ki jih lahko naročnik izpolni. Ti tako imenovani »obrazci rešitev« naročniku omogočajo, da posreduje osnovne informacije o postopku (mesto pobiranja, mesto odlaganja), skupaj s posebnimi informacijami, ki se na primer nanašajo na ostale vrste opreme za avtomatizacijo (robot, nakladalnik, žerjav itd.), opreme za menjavo orodja (ročna, avtomatska, brez) in vakuumske opreme (venturi, samo s priključkom, s samodejno sprostitvijo), ki bo prav tako vključena v sistem.
Projektant bo vse informacije, zbrane v začetni fazi komuniciranja, uporabil za to, da določi, katere komponente so potrebne (in če bo treba katero od njih prilagoditi) za izdelavo končnega prilagojenega sistema.
Pet korakov do uspeha
Ko je predhodno zbiranje informacij končano in so določeni viri za sestavne dele, se začne petstopenjski postopek, ki bo privedel do oblikovanja tehnične risbe in konceptualiziranega modela, ki bo služil kot načrt za izdelavo končnega prilagojenega sistema.
Najprej se izdela risba za dokazovanje koncepta, ki s približno 80-odstotno natančnostjo odraža dejansko stanje in označuje vse razpone orodja, potrebne za izpolnjevanje specifikacij končnega uporabnika. Naročniku je lažje zagotoviti risbo, ki jo lahko pregleda, kot pa da bi mu poskušali podati ustno razlago sistema. Naročnik bo risbo pregledal in projektantu sporočil, ali ustreza operativnim parametrom, vedoč, da je mogoče predlagati spremembe in narediti popravke. Po odobritvi risbe za dokazovanje koncepta lahko projektant naročniku sporoči okvirni rok in proračun, ki bo potreben za dokončanje projekta.
Ko naročnik potrdi načrt, se začne dejanska faza načrtovanja, ki običajno traja od štiri do osem tednov, odvisno od zahtevnosti sistema, ki ga je treba zgraditi.
Ko kupec dostavi pogodbo o nakupu, projektant preveri obseg del, ki jih bo treba opraviti. S tem postopkom, ki se imenuje pregled »0-odstotnega izhodišča«, se potrdijo specifikacije, ki so bile določene v 1. koraku.
Nato se pregledi načrta izvedejo ob ključnih mejnikih projekta, da se zagotovi izpolnjevanje vseh zahtevanih parametrov glede ustreznosti, oblike in funkcije končnega sistema ter oblikuje časovni okvir za zaključek. Projektanti pogosto uporabljajo tudi standardne dokumente za časovne okvirje, na katerih so navedeni datumi začetka in konca za širok nabor opravil, povezanih s projektom, in informacije o doseganju teh rokov. Po potrebi se vnesejo spremembe, zaradi katerih bo morda treba popraviti predračun.
Ko je dokončanega okoli 50-odstotkov načrta, projektant zagotovi 2D-risbe in popis materiala (kosovnico) za sistem, skupaj z vsemi električnimi in pnevmatskimi shemami. Te risbe bodo bodisi potrjene s strani vseh udeležencev, ali pa bodo podvržene nadaljnjim spremembam. Če so bile risbe potrjene, se projekt nadaljuje s fazo izdelave, pri čemer se časovni okvirji sproti posodabljajo, da so vsi udeleženci seznanjeni z napredovanjem projekta, dokler ni sistem dokončan.
Na koncu faze izdelave je kupec povabljen na pregled »100-odstotne graditve« in ima možnost, da si delovanje prilagojenega sistema ogleda v aplikaciji v resničnem svetu. Projektant bo v tem času posnel fotografije ali video posnetke dokončanega sistema za preverjanje kakovosti, ki se uporabijo za primerjavo delovanja dokončanega projekta z njegovim predvidenim prvotnim načrtom. Ko končni uporabnik poda odobritev oziroma »potrditev odkupa«, se končni sistem, skupaj z navodili za namestitev, uporabo in vzdrževanje ter seznamom delov, pošlje v naročnikov obrat za namestitev in uvedbo v avtomatizirani proces za vpenjanje obdelovancev ali ravnanje z materialom.
Prednosti prilagojenih sistemov
Dosledna komunikacija med projektantom, dobavitelji in končnim uporabnikom je ključnega pomena za izdelavo prilagojenega sistema, ki ustreza potrebam aplikacije za vpenjanje obdelovancev ali ravnanje z materialom. Poleg same opreme ima lahko delo s strokovnjakom za prilagojeno avtomatizacijo nekatere dodatne prednosti, ki lahko vodijo do tesnega sodelovanja med projektantom in končnim uporabnikom. Te vključujejo:
* Zmožnost hitrejšega dokončanja načrta sistema z angažiranjem strokovnjaka za prilagojeno avtomatizacijo pri načrtovanju in izdelavi dela stroja. Končni uporabnik bi namreč sam le stežka razvil prilagojen sistem.
* Strokovno znanje o aplikacijah prilagojene avtomatizacije, s katerimi končni uporabnik morda ni seznanjen ali jih ne pozna.
* Večja produktivnost, nižji stroški obratovanja in večji dobiček.
* Izhodišče, grajeno na zaupanju in zanesljivosti med projektantom in končnim uporabnikom, ki je lahko podlaga za prihodnje projekte po meri.
Raznolikost je začimba življenja. Vendar pa lahko za proizvajalce, ki se pri procesih zanašajo na opremo za vpenjanje obdelovancev in ravnanje z materialom, vsako odstopanje od norme predstavlja izziv. Kadar potrebujejo prilagojen sistem, je lahko za proizvajalce koristno, če neposredno sodelujejo s projektanti, ki so izkušeni in idejo spretno pretvorijo v načrt, na podlagi katerega bo izdelan končni sistem, ki bo zadovoljil vse potrebe.
Bistvena je dobra komunikacija od prvega stika do končnega izdelka, kot tudi izbira partnerja, ki ima izkušnje s prilagajanjem. Rezultat usklajenega sodelovanja končnih uporabnikov, projektantov in dobaviteljev bo pravočasno izdelan prilagojeni sistem najvišje kakovosti. Resnični uspeh je sistem, ki izpolnjuje vse potrebe končnega uporabnika in omogoča optimizacijo časovnega razporeda proizvodnje ter racionalizacijo stroškov obratovanja.

Ta edinstvena zasnova po meri vključuje servo pozicioner Camco GTB, ki vrti robotsko orodje EOAT proizvajalca Destaco, pri čemer je priključen na sistem nakladalnika. Sistem pospeši proizvodnjo pri ravnanju z živili. Fotografijo je prispevalo podjetje Destaco.
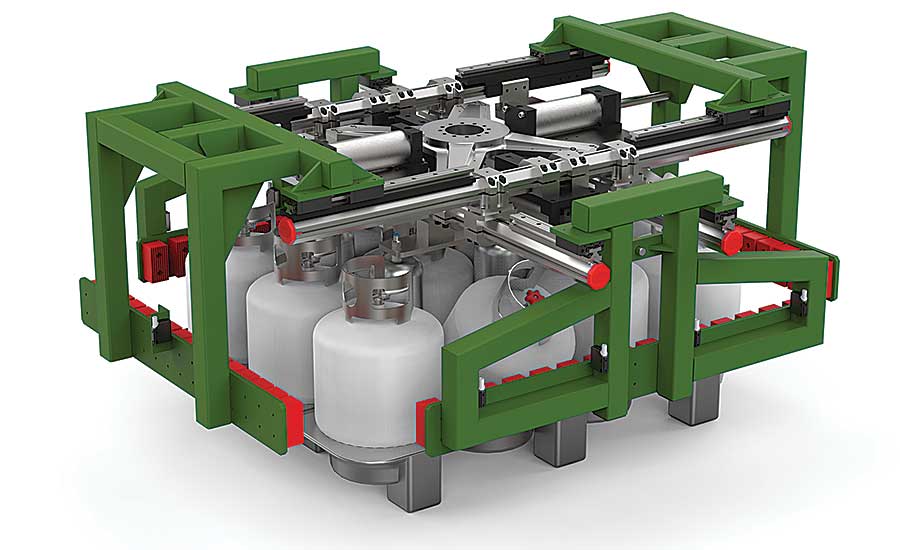
Ta edinstvena zasnova po meri vključuje servo pozicioner Camco GTB, ki vrti robotsko orodje EOAT proizvajalca Destaco, pri čemer je priključen na sistem nakladalnika. Sistem pospeši proizvodnjo pri ravnanju z živili. Fotografijo je prispevalo podjetje Destaco.
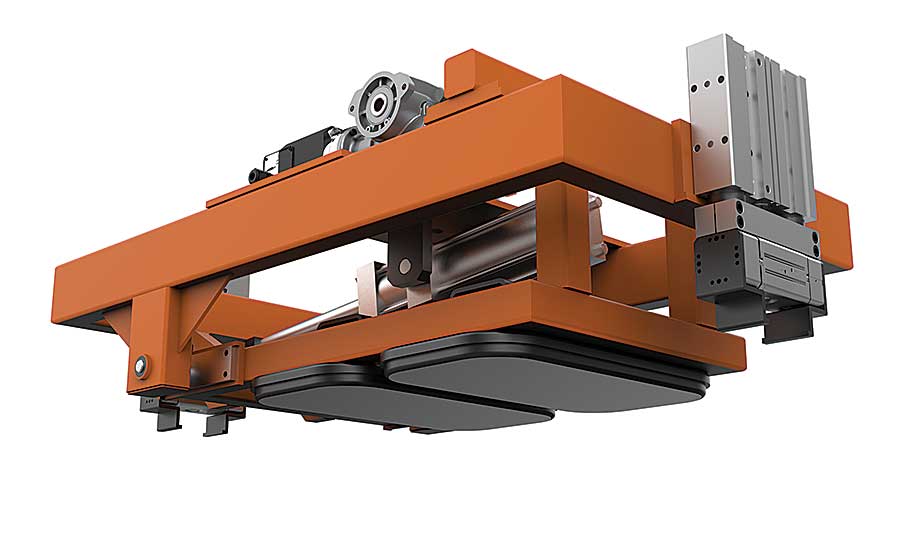
V ta prilagojeni sistem je vključen servo pozicioner Camco GTB proizvajalca Destaco, ki je priključen na robota in zasnovan za varno premikanje težkih in hkrati občutljivih kamnitih tlakovcev na paleto, nato pa jih drži med embaliranjem. Vsak tlakovec meri 61 x 61 cm. Ta enota vključuje vakuumski prisesek za nagib iz vodoravnega v navpični položaj. Fotografijo je prispevalo podjetje Destaco.
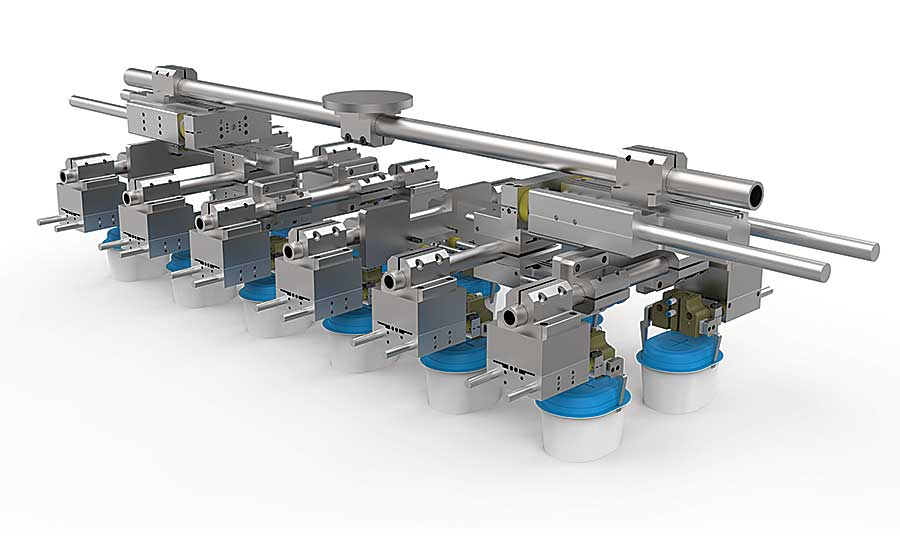
Prilagojena aplikacija za pobiranje in odlaganje, ki uporablja orodje Destaco v lahki izvedbi in prijemala Robohand, je bila zasnovana za učinkovito premikanje več jogurtovih lončkov za naslednji korak postopka embaliranja. Fotografijo je prispevalo podjetje Destaco.
Vir: Halder d.o.o.