147 MAREC
za majhne in velike rešitve skladiščenja
Skladiščni sistemi Weland Solutions
Avtomatizirajte in digitalizirajte svoje zaloge
• 4x4 zobniški pogon
• Najnižji stroški vzdrževanja
• Do 20x prihranek prostora
• Dostop do iskanih artiklov v 30 sekundah
• Povezava z ERP sistemom za sledenje zalog

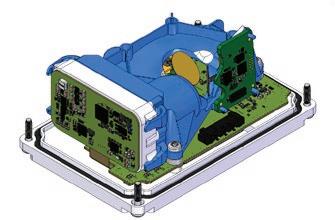
Dva identična obdelovalna stroja za večjo svobodo pri planiranju proizvodnje
Biokompozit iz odpadnih kokosovih vlaken in reciklirane termoplastične matrice Inovativni napredek inteligentne robotike za varno delovanje in zmanjšanje izdatkov


www.kms.si
Marec • 147 (3/2024) • Letnik 19 Cena 7 € • ISSN 1854-3669
Drilltec - Svedri z izmenljivimi ploščicami

■ Na voljo v dolžinah 2xD,
■ Primeren za praktično vse aplikacije vrtanja v polno


■ 4 rezalni robovi izmenljivih ploščic za daljšo življenjsko dobo in visoko ekonomičnost vrtanja
■ Veliki volumenski odvzemi materiala na časovno enoto in visoke kakovosti obdelanih površin

Boehlerit GmbH & Co.KG, Werk VI-Straße 100, A 8605 Kapfenberg, Telefon +43 3862 300-0, www.boehlerit.com KAČ TRADE d.o.o., Ložnica pri Žalcu 46, 3310 ŽALEC, tel.: (03) 710 40 80, e-pošta: info@kactrade.si
3xD, 4xD in 5xD za premere od D13,0 mm do D40,0 mm
NOVE STANDARDE PRODUKTIVNOSTI
POSTAVLJAMO

















SPLAČA SE BITI NAROČNIK
Revijav hrvaškem jeziku

ZA SAMO 70€ DOBITE: ZA SAMO 28€ DOBITE:
• celoletno naročnino na revijo IRT3000 (10 številk)
• strokovne vsebine na več kot 140 straneh
• celoletno naročnino na revijo IRT3000 ADRIA (4 številke)
• strokovne vsebine na več kot 200 straneh
Revijav srbskem jeziku
ZA SAMO 28€ DOBITE:
• celoletno naročnino na revijo IRT3000 АДРИА (4 številke)
• strokovne vsebine na več kot 200 straneh
• vsakih 14 dni e-novice IRT3000 na osebni elektronski naslov
DIGITALNA NAROČNINA



STROKOVNA LITERATURA
WWW.IRT3000.COM
Na voljo je tudi digitalna različica revije, obogatena s povezavami in video vsebinami.
V naši spletni trgovini je na voljo širok nabor kakovostne strokovne literature.
NAROČITE SE! 051 322 442 info@irt3000.si www.irt3000.si/narocilo-revije
Spletni nakup:
facebook.com/irt3000

Industrija šest pika nič
Naslednji evolucijski korak k šesti industrijski revoluciji bo narediti industrijo bolj odporno na vse bolj intenzivne spremembe v svetu ter hkrati prijaznejšo do okolja in družbe.
Razvoj industrije že stoletje in pol zaznamuje nenehna težnja k inovacijam in (višji) učinkovitosti. Spremembe so tako evolucijske kot revolucionarne narave, a bolj kot številka poleg koncepta Industrija x.0 narašča, hitrejši je tehnološki napredek, ki mu ne le posamezniki, temveč tudi podjetja in celo družba težko sledimo. Ob tem, ko tehnološko napredujemo, moramo upoštevati tudi širše posledice teh(noloških) sprememb. Samo s sodelovanjem in sprejemanjem novih idej namreč lahko oblikujemo prihodnost industrije na trajnosten, vključujoč in za vse nas koristen način.
In zdaj k šestici iz naslova. Industrija 6.0 je ta hip šele koncept, omenjati se je začela lansko leto. Izraz Industrija 6.0 predstavlja naslednjo fazo industrializacije, ki je osredotočena na ustvarjanje popolnoma integriranih, inteligentnih proizvodnih sistemov, ki lahko delujejo z minimalnim človeškim posredovanjem ali celo brez njega. Države, ki bodo želele ustvariti (ali ohraniti) hitro rastoče gospodarstvo, bodo morale poskrbeti za močno tehnološko infrastrukturo in predvsem talente. Novi industrijski koncept namreč združuje človeško inteligenco, umetno inteligenco, računalništvo v oblaku, vmesnike človek-robot, množične podatke, kvantno računalništvo in še marsikaj drugega. Ljudje in njihova znanja in sposobnosti bodo torej kljub prevladujoči tehnologiji še vedno pomemben deležnik v ekosistemu industrije 6.0. V prihodnjih letih in desetletjih bo hitra tehnološka preobrazba vplivala na življenjski standard ljudi; načini dela,
interakcije in naša življenja se utegnejo drastično spremeniti.
Strokovnjaki ocenjujejo, da bi lahko tehnologija do leta 2050 dosegla čisto avtonomijo! Napovedati novo industrijsko revolucijo in njeno pot je vedno negotovo, vendar nekaj je jasno: to bo interdisciplinarni svet, ne le tovarne, tudi ljudje bomo dobili virtualne digitalne dvojčke. Seveda se bo vse skupaj začelo v podjetjih, kjer se bodo dosedanja prizadevanja po avtomatizaciji vsega, kar se avtomatizirati da, še okrepila. Pri industriji 6.0 ne gre samo za (nadaljnjo) avtomatizacijo tovarn, temveč za preoblikovanje celotnih industrij z integracijo naprednih tehnologij, ki omogočajo še pametnejše odločanje, višjo produktivnost in ravni prilagajanja brez primere. Prav slednje vodi v višjo odpornost industrije. Ne smemo pa se slepiti glede nečesa. Kot je že desetletja v svetu informacijskih tehnologij implementacija tehnoloških rešitev pomembnejša od posameznih funkcij ter zmogljivosti strojne in programske opreme, bo tudi »sanje« o industrijski revoluciji 6.0 mogoče doseči le s sistematičnim pristopom in tesno integracijo. Nova revolucija zahteva dolgoročno zavezanost proizvajalcev rešitev, oblikovalcev politik, zainteresiranih strani in vlad za uvedbo trajnostne industrije. Tudi vrsto izzivov že vidim, pravzaprav se ti vlečejo že vse od časa, ko smo se lotili digitalne preobrazbe podjetij, organizacij in družbe. Če želimo, da se bodo uveljavile kakršnekoli spremembe dolgoročno, moramo na svojo stran pridobiti ljudi –tako delavce kot potrošnike. Prvi morajo vedeti, zakaj delajo bistveno drugače kot včeraj, zakaj se naučiti morajo česa novega, pa tudi drugi bodo morali spremeniti kakšno svojo ne najbolj okolju in družbi prijazno navado. Vsaka revolucija je za človeka boleča – tudi to že dolgo vemo.

Marec • 147 (3/2024) • Letnik 19 5 UVODNIK irt3000
Uradni medijski partner ISTMA World
Vsebinski partner
Medijski partner
Razvojna partnerja
Darko Švetak, glavni urednik

24,90 €

29,00 €
BIONIKA
Janez Škrlec
Bionika je osupljiva in vznemirljiva veda, ki skuša rešiti tehnične probleme in izzive z izkoriščanjem znanja narave in biologije. Bionika, znana tudi kot biomimikrija, biomimetika, se ukvarja s prenosom pojavov iz narave v tehnologijo.
UMETNOST BRIZGANJA
Henrik Privšek
Urednik: Matjaž Rot
Na voljo tudi v hrvaškem in srbskem jeziku
Odličen priročnik za predelavo termoplastov, ki predstavlja številne praktične izkušnje in izpostavlja napake pri brizganju ter načine, kako se jim izogniti. Knjiga, s katero boste pomembno izboljšali obvladovanje proizvodnega procesa.
VARJENJE IN SORODNE TEHNIKE SPAJANJA MATERIALOV V NELOČLJIVO ZVEZO
Janez Tušek
Varjenje in sorodne tehnike spajanja materialov so izdelovalne tehnologije, pri katerih z energijo v trajno, trdno in neločljivo zvezo povežemo dva ali več kovinskih ali nekovinskih elementov. V knjigi je podrobneje obravnavano spajanje kovinskih materialov in delno tudi spajanje termoplastov.

Patrick De Vos in Jan-Eric Ståhl


PROFIDTP d.o.o.
• Gradišče VI 4, 1291 Škofljica
• +386 41 669 775
• info@profidtp.com
29,00 €

9,90 €
MALA ŠOLA MAZANJA: VSE, KAR BI MORALI VEDETI O MAZIVIH
Milan Kambič
Knjiga zajema osnove s področja maziv in njihove uporabe, se pravi mazanja. Primerna je za vse, ki še nimajo znanja na tem področju, pa tudi za tiste, ki se s tem področjem ukvarjajo že dlje časa.
ANGLEŠKO-SLOVENSKI
TERMINOLOŠKI SLOVAR PROIZVODNEGA STROJNIŠTVA
Borut Buchmeister
Nastanek terminološkega slovarja je rezultat tridesetletnega ukvarjanja in raziskovanja v okviru laboratorijev za načrtovanje proizvodnih sistemov in za simulacije diskretnih sistemov, nenehnega srečevanja s tujo literaturo, tvorbo prvih lastnih zabeležk o angleških pojmih, ki so sedaj v obsegu več kot 2400 pojmov ponujene širšemu krogu.

VARIVOST KOVINSKIH MATERIALOV, 1. del
Janez Tušek
Knjiga proučuje vedenje materialov med varjenjem in lastnosti izdelanih zvarnih spojev po varjenju. Namenjena je zelo širokemu krogu varilskih strokovnjakov in vsem, ki se ukvarjajo z varjenjem z vidika tehnologije, metalurgije, konstruiranja in splošnega strojništva, vse do gradbeništva. 30,00
1: UPORABNA FIZIKA ODREZAVANJA KOVIN – DOBRE PRAKSE
Knjiga predstavlja praktični vodnik »kaj delati« in »kako delati«, da bodo procesi obdelave kovin z odrezavanjem zanesljivi, produktivni in donosni.
Na voljo tudi v hrvaškem jeziku
2: SLABŠANJE ORODJA – PRAKTIČNI MODELI
25,00 €
Večino težav, ki se pojavijo pri postopku odrezovanja, je mogoče opredeliti kot dogodke povezane z obrabo orodij. Ta knjiga se posveča samo tej tematiki in podaja praktične smernice za reševanje s tem povezanih izzivov. Knjiga za najboljšo produktivnost v delavnici. 25,00 €
3: ODREZAVANJE KOVIN – TEORIJE
Knjiga temelji na knjigi Odrezavanje kovin, teorije in modeli. Opisuje enake principe in modele, vendar z bolj praktičnega vidika. Bistvo te knjige je predstaviti modele odrezavanja v takšni obliki, da postanejo uporabni za praktično uporabo v oddelkih mehanske obdelave in sosednjih oddelkih.
Naročila sprejemamo na e-poštni naslov: info@irt3000.si
Možen nakup na spletni strani irt3000.si v področju knjige
Spletni nakup:
29,00 €
KAZALO
STROKOVNA LITERATURA
€
40,00 €
V PRAKSI
5 Uvodnik
8 Intervju Jelena Vasiljević – nominiranka Inženirka leta 2023: Stalna strokovna rast je zrak, brez katerega inženir težko živi
10 Utrip doma
10 Ledinek Engineering že uresničuje enega izmed največjih projektov v ZDA
11 Izbira ogrevanja z največjim izkoristkom
12 Umetna inteligenca je ključna tehnologija prihodnosti
14 Dekleta in ženske v poklicih STEM: Napake so dovoljene, kar šteje, je pogum
15 Slovenija potrebuje nujne ukrepe za zmanjšanje absentizma
16 Energetsko revnih gospodinjstev približno 7 odstotkov
17 Umetna inteligenca je ključna tehnologija prihodnosti
18 Nevarnost selitve podjetij v tujino
19 Reševanje prometnih zastojev
20 Bitka z mikroni
38 Napredne tehnologije
38 EcoLyzer omogoča pridobivanje zelenega vodika na terenu glede na potrebe
40 Programiranje robotov na platformi 3DEXPERIENCE
42 5G v industriji
47 Digitalne učne tehnologije industriji v pomoč
48 Varnost električnih vozil
50 Optične in zvočne signalne naprave
53 Schneider Electric inovira na področjih avtomatizacije in upravljanja energije
54 V Teksasu je uspel kvantni preobrat
56 Nekovine
56 ENGEL – Dan tankostenske embalaže
57 Wittmann MacroPower 2000
58 Podcenjen potencial hlajenja glede cikla in varčevanja z energijo
64 Coperionov novi laboratorijski ekstrudor
65 Nov zastopnik za brizgalke HAITIAN v Sloveniji – Plastma, d. o. o.
66 5 stopenjska analiza za nastavitev robustnih parametrov procesa brizganja plastike


72 Novosti pri vodilih za orodja
73 Zgodovina podjetja HASCO se začne leta 1924
79 Ultralahki TPE-ji
80 Partnerstvo FUSO WITTMANN
81 Ultem za razvoj LiDAR senzorjev
82 Podpisana prodaja NETSTAL-a družbi Krones AG
83 Moretto DGM GRAVIX
84 Orodjarstvo in strojegradnja
84 SCHMIDT® DuplexPress 8 – nominirana za produkt leta 2024
88 Natančnost in kakovost na ravni brizganja pri farmacevtskih komponentah
96 Uspeh JBO navojnih frezal serije SHARK – odlični odzivi uporabnikov
100 Dobrodošli v jeklarsko mesto!
106 Okrepitev industrije elektromobilnosti z obdelovalnimi centri in tehnologijami podjetja LiCON
110 Inženirski izdelki voestalpine – nova generacija nožev za rezalne sklede
112 Rekordna štiriletna garancija na kable igus
118 Enostavne menjave orodij v nekaj sekundah
120 Rokovanje z izdelki na višji ravni
124 Vsestransko varnostno stikalo AZM201
126 Večja produktivnost v družbi Walter z zeleno energijo
128 Univerzalni stroj za preizkušanje komponent v elektro industriji
130 Android in Windows tablice 5G z možnostjo polnjenja v nevarnih območjih
132 Zakaj za 3D-tiskanje kovin izbrati tehnologijo metal binder jetting
134 Ko nekaj znanega sreča prihodnost
142 Kontrola natančnosti ujema zamaškov na plastenkah s sistemom CT pri razvoju plastenk PET
144 Podjetji ROEMHELD in Meshparts sta ekskluzivno sodelovala na sejmu EMO
150 Naročila na področju strojegradnje v Nemčiji ne kažejo na preobrat
160 Prevlečene CBN kvalitete za visokoučinkovito struženje kaljenega jekla
163 Metrični raster vodnikov (1 mm) in vtičev (2 mm)
167 Ponudba izdelkov, ki ustrezajo zahtevam raznovrstnih aplikacij
172 Novo vakuumsko prijemalo FEL: najbolj plosko med penastimi prijemali
174 Snap Signal za takojšen nadzor strojev
178 Elektromotorji za prihodnost
180 Hidravlično ekspanzijsko držalo orodja Tendo Slim 4ax

Ultem za razvoj LiDAR senzorjev

Dva


KAZALO
identična
stroja za večjo svobodo pri planiranju proizvodnje
iz odpadnih kokosovih vlaken in reciklirane termoplastične matrice
napredek inteligentne robotike za varno delovanje in zmanjšanje izdatkov 74 98 44
obdelovalna
Biokompozit
Inovativni
48
Varnost električnih vozil
14
Dekleta in ženske v poklicih
81
STEM: Napake so dovoljene, kar šteje, je pogum
120
Rokovanje z izdelki na višji ravni
Jelena Vasiljević

Stalna strokovna rast je zrak, brez katerega inženir težko živi
Miran Varga
Jelena Vasiljević dela kot raziskovalnorazvojna inženirka v podjetju Filc, kjer svoja znanja usmerja v razvoj netkanih tekstilnih in kompozitnih materialov za industrijske aplikacije.
Ste inženirka iz tekstilne industrije … Drži. Po končanem študiju kemije na Naravoslovno-matematični fakulteti v Nišu v Srbiji sem dobila priložnost nadgraditi svojo izobrazbo z doktoratom znanosti na področju tekstilne kemije na Naravoslovnotehniški fakulteti v Ljubljani. S podoktorskim projektom, kjer sem lahko temeljna kemijska znanja uporabila za osvajanje novih aplikativnih znanj, konkretno za razvoj zaščitnih funkcionalnih lastnosti na tekstilnih in polimernih materialih. In to počnem še danes, na višji, torej industrijski ravni.
Pa ste že od malih nog vedeli, da boste inženirka?
Naravoslovne vede so mi bile od nekdaj blizu, vse se je začelo z občutkom ogromne sreče ob reševanju logičnih nalog in matematičnih ugank. Največji navdih za inženirski poklic je bila moja želja po praktični uporabi znanj, ki so se leta in leta kopičila v času mojega dela v akademskem svetu. Ko sem se začela ukvarjati z raziskavami tekstilnih materialov, sem dobila izjemno priložnost biti priča temu, kako spremembe na nano in mikro ravni
lahko omogočijo makro učinke, ki jih lahko tudi sami vidimo, kot na primer tekstil, ki se ne vžge ob stiku s plamenom, bela srajca, obstojna na madeže rdečega vina, ali celo zdravniška halja, na kateri bakterije ne preživijo. Tako sem hitro spoznala, kako hudo zanimivo je uporabljati znanost za načrtovanje in razvoj novih materialov, ki so lahko zelo uporabni za zaščito človeka.
Najbolj se torej posvečate raziskavam in razvoju. Kaj raziskujete?
Trenutno največ časa posvečam razvoju tehničnih netkanih tekstilnih materialov, ki bodo omogočili filtriranje zraka in ustavljanje zelo zelo majhnih delcev nevarnega prahu ter mikroorganizmov, kot so virusi in bakterije. Ob tem pa mora poroznost materiala vseeno ostati dovolj visoka, da zagotovi visok pretok zraka ob minimalni uporabi električne energije. Pri tem mi je v največjo pomoč znanje iz sveta kemije, polimerov, tekstilnih materialov, tehnologij za njihovo proizvodnjo, saj z uporabo vseh teh znanj zlahka razumem bistvo problema in vem, kako ga rešiti.
Marec • 147 (3/2024) • Letnik 19 8 INŽENIRKA LETA Inženirka
leta 2023
INTERVJU Z NOMINIRANKO:
Foto: Andrej Križ
Kako pa se lotite razvojno naravnanih raziskav? So v čem posebne?
V mojem primeru je proces iskanja novih rešitev že razdelan, začne se z odkrivanjem in razumevanjem izziva oziroma problema, ki ga želimo rešiti. Da lahko razumemo problem, moramo poznati tehnološke osnove, ki jih pridobimo z delom na določenem tehnološkem področju. Razumevanju problema sledi ustvarjanje baze osnovnih znanj z različnih področij in načrtovanje njihove uporabe, veliko je tudi kombiniranja različnih znanj in pristopov. Gradnji večdisciplinarnosti in meddisciplinarnosti sta izjemnega pomena za slehernega inženirja. To je proces, ki se nikoli ne ustavi. Izjemnega pomena je biti praktičen in čim prej začeti realizirati rešitve, ker je to najbolj učinkovita pot za odkrivanje plusov in minusov določenih pristopov.
Ste že odkrili kaj »prebojnega«?
Imela sem srečo, da sem vedno delala v ekipah, sestavljenih iz izjemnih strokovnjakov, tako na Naravoslovnotehniški fakulteti, Kemijskem inštitutu kot tudi zdaj v podjetju Filc. Verjamem, da so posledično tudi rezultati raziskav, ki sem jih opravljala v času doktorskega študija in tudi na podoktorskem projektu, prispevali k nadgradnji že obstoječega znanja. Tako je moj znanstveni prispevek k razvoju večfunkcijskega zaščitnega filma za tekstile z vodo- in oljeodbojnimi lastnostmi ter protimikrobnimi in ognjevarnimi lastnostmi bil nagrajen kot eden izmed desetih najodmevnejših dosežkov Univerze v Ljubljani v letu 2016. Prispevek k razvoju negorljivih tekstilnih vlaken, ki je nastal v času mojega podoktorskega študija, je prav tako prejel sorodno priznanje Univerze v Ljubljani leta 2019.
V sodobnem poslovnem svetu je trajnost trenutno zelo modna beseda. Kako jo vi uresničujete v praksi?
Trajnost ni samo modna beseda. Že od začetka moje raziskovalne poti so moje raziskave temeljile na upoštevanju načel trajnostnega razvoja oziroma ozaveščenosti o tem, kako usmerjati razvoj določenega proizvodnega postopka ob ustvarjanju minimalnega odtisa na okolje. Danes se trajnostni razvoj v praksi uresničuje z uporabo ovrednotenega ogljičnega odtisa za optimizacijo in znižanje negativnega vpliva določenih proizvodnih procesov na okolje. S tem je tudi povezana optimizacija porabe energije pri izvajanju slednjih.
Prav tekstilna industrija danes velja za eno izmed manj trajnostnih, saj se ogromno oblačil relativno hitro zavrže. Kako bi vi to spremenili?
Tekstilna oblačilna industrija se razlikuje od industrije tehničnih tekstilnih materialov, saj je kakovost pri tehničnih tekstilnih materialih izjemnega pomena in tudi vodi v njihovo daljšo življenjsko dobo. Kljub temu da se pri obeh omenjenih panogah veliko dela na vpeljavi različnih postopkov za recikliranje, verjamem, da bi bila v tekstilni oblačilni industriji sprememba modnega trenda
v smeri zmanjšanega potrošništva ob zvišanju kakovosti izjemnega pomena za učinkovito sanacijo vzroka ogromnih količin odpadnega materiala.
Kaj vam kot inženirki sicer predstavlja največji izziv pri delu oziroma v karieri?
Glede na to, da resnično uživam v inženirskem poklicu in ga uspešno opravljam, praktično kot hobi, se veselim vsakega novega tehnološkega izziva. Trenutno sem karierno močno posvečena razvoju komunikacijskih veščin v večkulturnem okolju, saj delam z ljudmi iz različnih koncev sveta.

Ste v poslu že naleteli na oviro, preko katere niste mogli? Kaj ste storili?
Ovire zame ne obstajajo, to sem se že zdavnaj naučila. So izzivi, a še ni bilo takega, ki mu ne bi bila kos, saj sem se hitro naučila, da vsaka nova izkušnja predstavlja priložnost za osebno in strokovno rast. To pa ne pomeni, da mi včasih ni bilo izjemno težko, toda pogum, vztrajnost, razumevanje in učenje lahko vedno premagajo vsako oviro.
Na kateri dosežek v karieri ste najbolj ponosni?
Ponosna sem na vse dosežke, na vsak korak, ki sem ga naredila, in na vsako sodelovanje, ki sem ga zgradila z največjim spoštovanjem in iskrenostjo do ljudi in dela, ki sem ga opravljala.
Marec • 147 (3/2024) • Letnik 19 9 INŽENIRKA LETA Inženirka leta 2023
Kako gledate na nadaljevanje svoje kariere, kakšni so vaši načrti?
Po dveh letih dela v razvojnem oddelku podjetja, ki je del mednarodnega sistema, vem, da to dinamično okolje popolnoma ustreza moji naravi in izvajanju inženirskega poklica. Še naprej nameravam delati na razvoju novih materialov, ki bodo uporabni za človeka in naše okolje. Računam na nenehno strokovno rast, saj je to zrak, brez katerega inženir težko živi.
Morebiti veste, kaj bi počeli v življenju, če ne bi bili inženirka?
Ne predstavljam si, da bi počela karkoli drugega, saj me je vsak korak, ki sem ga naredila v življenju, vodil le v smeri inženirskega poklica. Zato verjamem, da bo vsako delo, ki ga bom v prihodnosti izvajala, vedno povezano s tehnološkimi projekti.
Če se za hip pomudiva še pri projektu Inženirka leta –kako ste vi doživeli nominacijo?
Izjemno sem vesela, da sem lahko del tako pomembnega dogodka, in upam, da bom s svojimi besedami, izkušnjami in zgledom prispevala k motivaciji deklet za naravoslovje, inovacije, tehniko in inženirstvo. Zgodovinsko gledano je bila znanost izjemno dolgo rezervirana le za moški spol. Danes imamo v Sloveniji priložnost graditi zdravo ravnovesje tako v akademskem kot tudi v industrijskem okolju. Pri tem projektu se mi zdi posebno in izjemnega pomena prav to, da se tematika spola v inženirskih poklicih obravnava na zelo osebnostni ravni
Ledinek Engineering že uresničuje enega izmed največjih projektov v ZDA
Vodilni proizvajalec proizvodnih linij za lesno predelavo Ledinek Engineering je vstopil na ameriški trg s svojim najnovejšim projektom za SmartLam, avtomatizirano linijo za izdelavo lepljenih nosilcev (angl. GLT).

– predstavitvi konkretnega dela in izkušenj. Pomembno je, da je projekt Inženirka leta del projekta Inženirke in inženirji bomo, ker vem, da se najboljši rezultati dosegajo v ekipnem okolju. Zato na vlogo žensk v inženirskih poklicih gledam enako kot na vlogo moških. Pri ljudeh je tako, da imajo naša najbolj zgodnja otroška leta ogromen vpliv na nadaljnje življenje, zato verjamem, da je zelo pomembno približati znanost in učenje otrokom kot nekaj, kar jim lahko pozitivno popestri življenje na izjemno zanimiv način.

Investicijski projekt je vreden 26 milijonov evrov in bo končan že letos. »Sedaj se izvaja mehanska montaža, kmalu bomo začeli izvajati elektro montažo, nato sledi faza programiranja. V določenih obdobjih bo v delo vključenih kar več 30 naših mehanikov, električarjev in programerjev,« je o obsežnosti in velikosti dejal Gregor Avguštin, projektni vodja Ledinek Engineering. Tako bodo v Dothanu, v zvezni državi Alabama, letno proizvedli do 200.000 m³ lepljenih nosilcev, ki bodo zadoščali visokim potrebam trga inženirsko obdelanega gradbenega lesa. Najsodobnejša in po meri narejena tovarna lepljenega lesa bo največja v Severni Ameriki, ki je trenutno tudi najhitreje razvijajoči se trg na področju uporabe konstrukcijskega lesa v gradbene namene. Ledinek Engineering je nedavno uspešno opravili test kapacitete CLT linije v Avstriji, pri podjetju Mayr-Melnhof Holz v Leobnu. Prav tako so prisotni so tudi v drugih državah, kot so Kanada, Japonska, Urugvaj, Slovaška in Švedska. Med drugim sodelujejo z uglednim podjetjem in vodilnim proizvajalcem lesnih elementov za gradbeni sektor Moelven Edanesågen AB, ki je del norveškega koncerna Moelven. www.ledinek.com
Marec • 147 (3/2024) • Letnik 19 10 INŽENIRKA LETA
Inženirka leta 2023
» Ledinek Engineering je na ameriški trg vstopil z enim njihovim največjim projektom SmartLam
Foto: Andrej Križ
Izbira ogrevanja z največjim izkoristkom
Se sprašujete, kateri način ogrevanja izbrati pri gradnji ali obnovi hiše in stavb? Za trajnostno rešitev je najbolje izbrati energente z visokim izkoristkom ali tiste, ki sodijo med obnovljive vire energije.
»Pri gradnji nove hiše je pomembno, da vgradimo toplotno izolacijo na vse obodne ploskve,« poudarja direktor nepremičninskega podjetja Brilosa Nejc Hrnčič. Z zatesnjevanjem lahko toplotno izolacijo po želji še nadgradimo. »Zatesnjevanje preverimo pri vsaki novogradnji z opazovanjem s termokamero ali tlačnim preizkusom z ventilatorjem, ki ga izvedemo med nadzorom tesnosti hiš ali stavb,« je pojasnil Hrnčič, ki je že zgradil Terasno idilo in Rezidenco Prule v Ljubljani.
Če obnavljamo staro hišo ali gradimo novo, se lahko odločimo med vgradnjo talnega, stenskega ali stropnega ogrevanja. Prednost talnega gretja je nižja temperatura zraka, ki je lahko do 3 °C hladnejši kot običajno, prihranek energije pa zaradi tega lahko znaša do 12 odstotkov. Cenovno ugodnejša alternativa je tudi ogrevanje na plinsko peč.
Če se odločimo za obnovljive vire energije, lahko kupimo peč na drva, na katero vgradimo dodatne filtre za večjo okoljsko ozave-
Slovenija se spogleduje z malimi modularnimi reaktorji

» Če obnavljamo staro hišo ali gradimo novo, se lahko odločimo med vgradnjo talnega, stenskega ali stropnega ogrevanja Foto Pixabay
ščenost. Peči na drva delujejo običajno v visokotemperaturnem območju, temperatura vode znaša med 70 do 90 °C, medtem pa drva, ki ogrevajo s polno zmogljivostjo, dosegajo najvišjo stopnjo izkoristka. Možnost je tudi toplotna črpalka, ki omogoča cenovno učinkovito ogrevanje in je dolgoročno najugodnejša investicija.
brilosa.si
Medtem ko si EU prizadeva doseči ničelne neto emisije do leta 2050, se mali modularni reaktorji (SMR) pojavljajo kot obetavna rešitev, ki združuje nizkoogljično proizvodnjo električne energije z inovativno jedrsko tehnologijo. S svojo majhno velikostjo, modularno zasnovo, hitrejšo postavitvijo v prostor in prilagodljivo uporabo ponujajo učinkovito pot za razogljičenje različnih sektorjev, vključno s težko/energetsko intenzivno industrijo, daljinskim ogrevanjem in transportom. Slovenska podjetja, predvsem energetsko intenzivna, ki so že danes v samem svetovnem vrhu po trajnostnih kriterijih poslovanja, imajo na tem področju ambiciozne načrte. Za uresničitev pa bodo potrebovala tudi pomoč države. www.jedrska.si
Vse več posla s CERN-om
Slovenija je v postopku nadgradnje statusa pridružene članice CERN-a (Evropska organizacija za jedrske raziskave) v polnopravno članstvo. S tem namenom je slovenske vladne in raziskovalne institucije obiskala delovna skupina iz CERN-a, ki je največji laboratorij za fiziko delcev.
»Danes je v bazi CERN-a registriranih 70 slovenskih podjetij, od tega jih je 20 že pridobilo naročila, identificiranih pa je tudi kar nekaj potencialnih podjetij za vpis v bazo CERN-a,« je poudarila Natalija Stošicki, direktorica za strateški razvoj in internacionalizacijo pri GZS. Leto 2023 je bilo najuspešnejše doslej. Sloveniji naj bi, po še neuradnih podatkih, uspelo izkoristiti 78 % vseh vloženih sredstev, kar znaša približno 1,7 milijona švicarskih frankov. Gre za vrednost poslov, ki so jih slovenska podjetja sklenila s CERN-om v primerjavi s članarino, ki jo je plačala država.

www.gzs.si
Marec • 147 (3/2024) • Letnik 19 11 Utrip dom A
Mag. Tajda Pelicon
Umetna inteligenca je ključna tehnologija prihodnosti
Na nemško-slovenskem forumu so se vizionarji in strokovnjaki za umetno inteligenco srečali z vodilnimi gospodarstveniki in političnimi odločevalci v Sloveniji in Nemčiji, s ciljem izmenjave znanja na področju umetne inteligence in prikaza primerov uporabe, ki se že izvajajo v vsakdanjem poslovnem življenju. Udeleženci so se strinjali o nujnosti regulacije UI z namenom preprečevanja zlorab. Forum so organizirali Slovensko-nemška gospodarska zbornica (AHK Slovenija), nemško veleposlaništvo v Ljubljani, GZS – Združenje za informatiko in telekomunikacije ter GZS – Zbornica elektroindustrije.
Generalna direktorica Gospodarske zbornice Slovenije Vesna Nahtigal je označila digitalizacijo kot eno izmed prednostnih nalog zbornice, »saj prepoznavamo njeno nepogrešljivo vlogo pri nadaljnjem razvoju podjetij. Brez digitalizacije ne more biti in ne bo zelene tranzicije. Brez ustrezne strokovnosti in kompetenc na področju informacijske in komunikacijske tehnologije slovenska podjetja tvegajo izgubo konkurenčne prednosti v primerjavi s tekmeci iz drugih delov sveta«. Akt o umetni inteligenci, ki ga je Evropska komisija sprejela konec leta 2023, »zmanjšuje tveganja pri razvoju ali uporabi umetne inteligence ter omogoča bolj humani razvoj na tem področju v prihodnosti«. Ob tem je dodala, da je nujno, da »umetno inteligenco vpletemo v svoje poslovanje prav vsi, tako za dvig učinkovitosti, kreativnosti in generiranje vsebin, avtomatizacijo procesov, pri razvoju novih izdelkov in ne nazadnje pri podpori odločanju«.
Dagmar von Bohnstein, predsednica Slovensko-nemške gospodarske zbornice, je izpostavila nedavno raziskavo nemške industrijske in trgovinske zbornice DIHK, ki kaže, da »61 % podjetij v Nemčiji že uporablja ali načrtuje uporabo tehnologij umetne inteligence v bližnji prihodnosti, kar poudarja njen velik pomen v prihodnosti. Ključno je, da umetna inteligenca postane varna in zaupanja vredna, saj bo to zagotovilo potrebno pravno varnost za podjetja pri njeni uporabi. Evropa je nedavno naredila pomemben korak z aktom o umetni inteligenci, ki lahko prispeva h krepitvi zaupanja in sprejemanja umetne inteligence s postavitvijo načrtovanega pravnega okvira«.
Po besedah Natalie Kauther, veleposlanice Zvezne republike Nemčije v Sloveniji, se v prihodnosti ne bo mogoče izogniti vplivom umetne inteligence, ki bo zagotovo pomenila velike spremembe tudi na trgu delovne sile. Izpostavila je pozitiven učinek UI na povečanje produktivnosti in varnosti v podjetjih. Meni, da leta 2035 ne bo več delovnih mest, ki bi se lahko v celoti izognila UI, zato je izobraževanje toliko bolj pomembno. Vsekakor bo večina podjetij doživela masivne spremembe z nadaljnjim razvojem UI, saj gre za ključno tehnologijo prihodnosti. Kako se z njo spopada-

» Vesna Nahtigal

» Dagmar von Bohnstein
mo in jo koristimo, bo odločalo o konkurenčnosti in blagostanju v prihodnosti.
Tudi dr. Tina Klüwer, generalna direktorica na nemškem Zveznem ministrstvu za izobraževanje in raziskave, se je strinjala,
Marec • 147 (3/2024) • Letnik 19 12 Utrip dom A
da prinaša UI izjemno veliko priložnosti. Na ministrstvu so lani pripravili akcijski načrt, ki vključuje več kot 70 različnih iniciativ, v skupni vrednosti 1,6 mrd evrov do 2025.
Prof. Dr. Antonio Krüger, izvršni in znanstveni direktor Nemškega raziskovalnega centra za umetno inteligenco (DFKI) in znanstveni direktor raziskovalnega oddelka za kognitivne asistenčne sisteme pri DFKI, je pojasnil, da UI v drugem valu digitalizacije spreminja strojno branje podatkov, kjer so bili ključni splet in podatki v oblaku v strojno razumevanje podatkov, pri čemer gre za aktivno uporabo podatkov in njihovo monetarizacijo. Med nerešenimi izzivi strojnega učenja je navedel odsotnost odpravljanja napačnih vzorcev, šibke možnosti samopojasnitve itd. Spregovoril


je o regulativnem programu EU na področju umetne inteligence, ki temelji na opredelitvi štirih ravni rizikov, ki jih povzroča UI. Izziv vidi v tem, da kljub potrebni zakonski ureditvi področje ne bi bilo prekomerno regulirano.
Na okrogli mizi z naslovom Uredba EU in globalna konkurenčnost umetne inteligence so svoja videnja predstavili Marko Grobelnik, raziskovalec umetne inteligence in digitalni prvak – Laboratorij za umetno inteligenco Instituta Jožef Stefan v Sloveniji, prof. dr. Antonio Krüger, dr. Franziska Brantner, parlamentarna državna sekretarka na nemškem Zveznem ministrstvu za gospodarstvo in podnebno politiko, ter Špela Kern z Ministrstva za digitalno preobrazbo.
Kako Bosch izkorišča inovacijski potencial umetne inteligence, je prikazal dr. Michael Kessler iz Robert Bosch GmbH – Korporativne raziskave. Dejal je, da si Bosch prizadeva imeti vodilno vlogo pri razvoju in uporabi industrijske umetne inteligence. Skoraj polovica vseh tovarn podjetja Bosch umetno inteligenco že uporablja v proizvodnih operacijah. Umetna inteligenca lahko po njegovem prepričanju poveča produktivnost človeškega dela. Odvisno od velikosti tovarne in vrste proizvodnje, lahko UI dosega povečanje produktivnosti in prihranke stroškov, ki dosega več 100 tisoč do
več milijonov evrov letno.
O umetni inteligenci v avtonomni vožnji je spregovoril dr. Hans-Jörg Vögel iz BMW Group.
Poenostavitev obdelave dokumentov z GPT sta predstavila Dirk Keiner in David Zibriczky iz DB Schenker. Naravo velikega jezikovnega modela (Large Language Model), ki je v ozadju, sta označila kot t. i. »game-changer«, saj GPT s tem, ko osnovno besedilo preoblikuje v vektorsko obliko v več tisoč dimenzionalni matriki, uvaja vsebinsko razumevanje.
Dr. Božidara Cvetković iz podjetja BE-terna, ki je govorila o optimizaciji ravni zalog z avtomatizacijo prenosov med lokacijami in državami v trgovinah MASS, sicer vidi ključne prednosti v uporabi UI, ki zmanjšuje število napak in pohitri tako reakcije kot prodajo, vendar pa je pri tem izpostavila, da je uspeh implementacije projekta UI odvisen predvsem od človeškega faktorja.
Nazadnje je Viktor Brajak iz podjetja Medius spregovoril o implementaciji programske rešitve za odkrivanje zavarovalniških goljufij s pomočjo strojnega učenja FRODO AI, za katero so prejeli nagrado GoDigital 2023, ki jo podeljuje GZS – Združenje za informatiko in telekomunikacije. Med prednostmi je med drugim navedel prihranke, zmanjšanje števila lažno pozitivnih primerov, pa tudi obremenitev strokovnjakov.


Na okrogli mizi o preobrazbi umetne inteligenci – učinku na realni svet v različnih panogah pa so spregovorili dr. Hans-Jörg Vögel, Central Invention, vodja oddelka za sooblikovanje strojne in programske opreme v BMW Group, CEO Qlector & Kolektor Ventures Mateja Lavrič, predsednik iniciative AI4SI in direktor CREAPLUS Mitja Trampuž ter direktor SAP Slovenija Marko Drev. [ Foto: Tadej Kreft ]
www.gzs.si
Marec • 147 (3/2024) • Letnik 19 13 Utrip dom A
» Natalie Kauther
» Dr. Antonio Krüger
» Dr. Antonio Krüger, Marko Grobelnik, dr. Franziska Brantner, Špela Kern
» Marko Drev, Mateja Lavrič, dr. Hans-Jörg Vögel, Mitja Trampuž
Dekleta in ženske v poklicih
STEM: Napake so dovoljene, kar
šteje, je pogum
Velik potencial za navduševanje deklet za področja STEM in premagovanje ovir v inženirskih poklicih imata sodelovanje in podpora uveljavljenih inženirk in poslovnih voditeljic. Zato so sodelujoči na dogodku z naslovom Da bodo razprle krila!, simbolično dan pred 8. marcem, izmenjali ideje, kako za STEM navdušiti več deklet in jim pomagati pri premagovanju raznolikih ovir.
V EU le dobro tretjino diplomantov na področjih STEM (znanost, tehnologija, inženirstvo in matematika) predstavljajo ženske. Letno pri nas doktorira približno enako število žensk kot moških, plače doktoric znanosti pa so v povprečju za 12 % nižje kot plače moških z isto izobrazbo. Več deklet lahko za področja STEM navdušimo in jih podpiramo na njihovi poti z ustrezno podporo, mentoriranjem ter deljenjem zgodb o lastnih izzivih in kako smo jih prebrodili, so se strinjali udeleženci dogodka Da bodo razprle krila!


so dovoljene, imeti morajo le pogum. Poleg tega morajo dekleta in ženske verjeti vase in v svoje sanje ter se medsebojno podpirati. Dokument z glavnimi zaključki in usmeritvami bodo organizatorji delili s člani konzorcija gimnazij in šolskih centrov Inženirke in inženirji bomo! ter drugimi relevantnimi organizacijami in izobraževalnimi ustanovami.
Skupnost s podporo uveljavljenih inženirk in poslovnih voditeljic
Napake so dovoljene, kar šteje, je pogum
Sodelujoči so razpravljali o razmerju med rezultati in plačilom, sindromu vsiljivca (op. ko dvomimo o svojih dosežkih, sposobnostih in nas skrbi, da nas bo okolica prepoznala kot prevarante), pomenu vzgoje in vzorov, ravnovesju med delom in družino. Govorili so tudi o tem, kako v povečanje števila inženirk vključiti tudi moške ter kako se soočiti s šovinizmom. Ena od glavnih popotnic dekletom je, da jim ni treba biti najpametnejše v prostoru, napake
Ana Pleško, direktorica socialnega podjetja Simbioza Genesis, je ob tej priložnosti predstavila vizijo, kako bi dekletom omogočili lažje vključevanje in pozneje delo v inženirskih poklicih: »Gre za skupnost, v kateri imajo dekleta na voljo podporo, spodbudo, mentoriranje, obenem pa se lahko med seboj tudi povezujejo, si izmenjujejo praktične izkušnje, si pomagajo in sodelujejo. Treba je ustvariti varno in spodbudno okolje ter nasloviti dejavnike, ki spodbujajo dekleta, da se začnejo zanimati za študij oziroma izobraževanje na področjih STEM in s tem povezane poklicne poti. Pri tem jim moramo uveljavljene inženirke in poslovne voditeljice pomagati z vzpostavitvijo podpornega okolja.«
Marec • 147 (3/2024) • Letnik 19 14 Utrip dom A
» Sodelovali sta tudi Aleša Mižigoj, predsednica sekcije managerk pri Združenju Manager, ter Saška Rihtaršič, generalna direktorica Danfoss Trate
» Udeleženci dogodka Da bodo razprle krila!
V ZDA kar 40 odstotkov diplomantk ne deluje na področju inženirstva
Po besedah ameriške veleposlanice v Sloveniji Jamie Lindler Harpootlian v ZDA ženske predstavljajo 20 odstotkov diplomantov s področja inženirstva. Vendar Harvard Business Review ocenjuje, da skoraj 40 odstotkov diplomantk bodisi zapusti svojo poklicno pot bodisi nikoli ne stopi nanjo. »Za doseganje enakosti žensk v poklicih STEM je potrebno, poleg večanja dostopnosti do izobraževanja na teh področjih in mentorstva, tudi odpraviti ovire pri vstopu teh talentov na trg delovne sile, jih tam zadržati in jim omogočiti napredovanje. Menim, da je lahko odprta razprava z uspešnimi ženskami, ki so same premagale ovire in dvome, velik navdih za marsikatero dekle in žensko. Vzorniki oziroma vzornice ter mentorji oziroma mentorice so neprecenljivi za posameznice, ki začenjajo svojo pot na področju STEM. Prav zato vlada ZDA spodbuja izobraževalne in kulturne programe, ki povezujejo mlade ženske z njihovimi vrstniki in vrstnicami ter uspešnimi vzorniki,« je povedala veleposlanica Harpootlian.

Zgled so podjetja, ki nudijo mentorske programe
Ena od navdihujočih inženirk je tudi Saška Rihtaršič, generalna direktorica podjetja Danfoss Trata in podpredsednica daljinskega
Slovenija potrebuje nujne ukrepe za zmanjšanje absentizma
Absentizem je kompleksna problematika, ki za gospodarske subjekte predstavlja resen problem tako s finančnega stališča kot tudi z vidika organizacije delovnih procesov na vseh ravneh. Ima izrazito negativne posledice tako za delavce in delodajalce kot za sam sistem obveznega zdravstvenega zavarovanja ter na splošno ekonomsko stanje države. Izgubljeni delovni dnevi zaradi bolniških odsotnosti namreč pomembno vplivajo na znižanje rasti vrednosti BDP.
Ob koncu leta 2023 je bil v Sloveniji sprejet Zakon o interventnih ukrepih na področju zdravstva, dela in sociale ter z zdravstvom povezanih vsebin (ZIUZDS), ki so mu delodajalske organizacije ostro nasprotovale. Izplačevanje bolniških odsotnosti v breme delodajalcev se je namreč povečalo z 20 na 30 delovnih dni, čeprav ima približno polovica držav članic EU podobno ureditev, kot je v Sloveniji veljala pred sprejemom ZIUZDS. Poleg tega navedena sprememba gospodarstvu nalaga skoraj 80 milijonov evrov doda-

ogrevanja: »V podjetju Danfoss imamo dober mentorski program, katerega del sem tudi sama, v njem pa sodeluje tudi generalni direktor naše krovne družbe Danfoss. Medsebojna podpora je res pomembna – ne le na začetku, ampak ves čas.« Pri tem mladim polaga na srce: »Poiščite si zaveznike, ki vam lahko svetujejo, vam stojijo ob strani in od katerih se lahko veliko naučite. Predvsem pa sprejmite, da učenje zahteva svoj čas. Nič ne gre na silo. Ne postavljajte si previsokih in prezahtevnih ciljev že na začetku. Hkrati pa se zavedajte, da pot ni samo navzgor, včasih je treba kaj tudi opustiti in poiskati novo pot.«
Zgled drugim kot osnova za trajnostno delovanje
»Biti zgled drugim v vodenju je osnova za trajnostno delovanje. Zgled smo si lahko tudi v medsebojni podpori in opogumljanju. Tako vplivamo, da si bo vedno več kolegic upalo razširiti krila in uresničiti svoje potenciale,« je ob zaključku srečanja povedala Aleša Mižigoj, predsednica sekcije managerk pri Združenju Manager ter lastnica in direktorica podjetja Medex.
Dogodek Da bodo razprle krila! je potekal v organizaciji socialnega podjetja Simbioza Genesis, projekta Inženirka leta in Veleposlaništva ZDA v Sloveniji.

tnih stroškov letno. Ob tem je treba upoštevati, da je 3 odstotke boleznin posledica poškodb na delu in poklicnih bolezni, zato je toliko bolj nelogično, pravzaprav nepravično, da morajo delodajalci prevzemati breme, za katerega niso niti odgovorni niti nanj ne morejo vplivati. Prav tako še vedno ni rešen nadzor nad spoštovanjem režima v bolniški odsotnosti in prenos odločanja o podaljšanju bolniškega staleža na pristojno komisijo po 15 dneh. www.zds.si
Marec • 147 (3/2024) • Letnik 19 15 Utrip dom A
» Jamie Lindler Harpootlian, ameriška veleposlanica v Sloveniji
» Metka Škofic, Edita Krajnovič, projekt Inženirka leta, ameriška veleposlanica v Sloveniji Jamie Lindler Harpootlian ter Ana Pleško, Simbioza Genesis
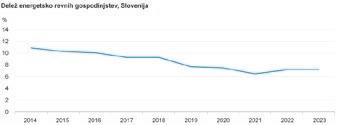
Energetsko revnih gospodinjstev približno 7 odstotkov
Lani je bilo po podatkih statističnega urada v Sloveniji energetsko revnih 62 tisoč gospodinjstev, kar je enako kot leto prej, v njih pa je živelo približno 109 tisoč oseb oziroma 7.000 več kot v 2022. Povedano drugače: energetska revščina gospodinjstev je bila lani 7,2-odstotna. V primerjavi z letom prej se ta delež ni spremenil.
Delež energetsko revnih gospodinjstev je bil največji med enočlanskimi gospodinjstvi (14,6 %), pri tistih s starejšimi člani (65 let ali več) višji (17,0 %) kot pri tistih z mlajšimi (12,3 %). Med gospodinjstvi z vzdrževanimi otroki je bil ta delež največji pri enostarševskih gospodinjstvih z vsaj enim vzdrževanim otrokom (9,0 %), pri vseh drugih gospodinjstvih z vzdrževanimi otroki pa je bil nižji od 5 %.
K uvrstitvi gospodinjstva pod pragom tveganja revščine med energetsko revna so v največjem deležu prispevale neustrezne
Elektrifikacija tovornega prometa
Glavni vir emisij toplogrednih plinov v sektorjih, ki niso vključeni v sistem trgovanja z emisijami toplogrednih plinov v Sloveniji, je z več kot 50 odstotki promet. Slovenija mora do leta 2030 zmanjšati toplogredne pline v panogi prometa znižati za najmanj 15 odstotkov glede na leto 2005, pri tem pa bodo v ospredju ukrepi, kot je spodbujanje okolju prijaznejšega tovornega prevozništva v cestnem prometu. Operater trga z električno energijo Borzen je v začetku marca že objavil javni poziv za subvencije na tem področju. Iz sklada za podnebne spremembe ima za ta namen na voljo šest milijonov evrov.
Upravičenci do prejema nepovratne finančne spodbude (državne pomoči) so pravne osebe, samostojni podjetniki in sile za zaščito, reševanje in pomoč oziroma javne službe za zaščito, reševanje in pomoč, ki se bodo letos odločili za nakup ali predelavo tovornih
Še letos referendum o JEK2
Slovenija ima na razpolago dovolj virov, da lahko doseže energetsko samozadostnost in neodvisnost od uvoza električne energije. Pri tem je treba poudariti, da je jedrska energija nepogrešljivo potrebna za prihodnjo zanesljivo energetsko oskrbo Slovenije. Gre za edini vir, ki lahko zagotovi dolgoročno nemoteno delovanje slovenske industrije. Predsednik vlade je napovedal referendum na temo dodatnega bloka Jedrske elektrarne Krško (JEK2) še v tem letu.
Državni sekretar za projekt JEK2 Danijel Levičar je predstavil vladne aktivnosti v podporo jedrskemu programu in projektu JEK2. Osnovna statistika kaže, da v EU sto jedrskih reaktorjev proizvede eno četrtino električne energije. Po vsem svetu skupno deluje 412 jedrskih reaktorjev, 58 jih je trenutno v izgradnji. Spomnil je, da se je odnos do jedrske energije spremenil, med drugim je COP 28 sprejel Deklaracijo za potrojitev jedrskih kapacitet ter da je Slovenija članica Evropskega jedrskega zavezništva. Izzive vidi v financiranju, dobavnih verigah, ki jih je treba znova vzpostaviti, ter v ljudeh in znanju. Slovenija je jedrska država, je dejal in dodal,
bivanjske razmere, kot so težave s puščajočo streho, vlažnimi stenami/tlemi/temelji ali trhlimi okenskimi okvirji/tlemi v stanovanju, sledile so zamude s plačili stanovanjskih stroškov (vode, elektrike, ogrevanja itd.), v najmanjšem deležu pa je bil vzrok nezmožnost zagotavljanja primerno ogrevanega stanovanja.
Primerjava v daljšem časovnem obdobju kaže, da se energetska revščina v Sloveniji postopno zmanjšuje, najmanjša je bila v 2021. Med letoma 2014 in 2023 se je delež energetsko revnih gospodinjstev zmanjšal približno za tretjino ali za 26 tisoč gospodinjstev.
www.stat.si

vozil in avtobusov na sintetični plin in biometan ter s pogonom na elektriko in vodik.
www.borzen.si

da je JEK2 strateški projekt z izjemno visoko prioriteto. Poudaril je, da jedrska energije potrebuje močno podporo države in vseh vlad, ki bodo udeležene v času priprave in izgradnje ter da gre za medgeneracijski in vseslovenski strateški projekt, katerega cilj je dolgoročna in stabilna oskrba z nizkoogljično in vsem dostopno električno energijo. »JEK2 ni dejstvo, ampak izbira – države, investitorja, državljanov in lokalnega okolja,« je bil jasen in dodal, da je ravno slednje izjemno pomembno, kajti »v Sloveniji projekti ne padajo zaradi pomanjkanja denarja. Padajo zaradi nepodpore ljudi ter lokalnih okolij.«
www.gov.si
Marec • 147 (3/2024) • Letnik 19 16 Utrip dom A
Umetna inteligenca je ključna tehnologija prihodnosti
Na nemško-slovenskem forumu so se vizionarji in strokovnjaki za umetno inteligenco (UI) srečali z vodilnimi gospodarstveniki in političnimi odločevalci v Sloveniji in Nemčiji s ciljem izmenjave znanja na področju umetne inteligence in prikaza primerov uporabe, ki se že izvajajo v vsakdanjem poslovnem življenju. Udeleženci so se strinjali o nujnosti regulacije UI z namenom preprečevanja zlorab.
Dagmar von Bohnstein, predsednica Slovensko-nemške gospodarske zbornice, je izpostavila nedavno raziskavo nemške industrijske in trgovinske zbornice DIHK, ki kaže, da »61 % podjetij v Nemčiji že uporablja ali načrtuje uporabo tehnologij umetne inteligence v bližnji prihodnosti, kar poudarja njen velik pomen v prihodnosti. Ključno je, da umetna inteligenca postane varna in zaupanja vredna, saj bo to zagotovilo potrebno pravno varnost za podjetja pri njeni uporabi. Evropa je nedavno naredila pomemben korak z aktom o umetni inteligenci, ki lahko prispeva h krepitvi zaupanja in sprejemanja umetne inteligence s postavitvijo načrtovanega pravnega okvira.«

Po besedah Natalie Kauther, veleposlanice Zvezne republike Nemčije v Sloveniji, se v prihodnosti ne bo mogoče izogniti vplivom umetne inteligence, ki bo zagotovo pomenila velike spremembe tudi na trgu delovne sile. Izpostavila je pozitiven učinek UI na povečanje produktivnosti in varnosti v podjetjih. Meni, da v 2035 ne bo več delovnih mest, ki bi se lahko v celoti izognili UI, zato je izobraževanje toliko bolj pomembno. Vsekakor bo večina podjetij doživela masivne spremembe z nadaljnjim razvojem UI, saj gre za ključno tehnologijo prihodnosti. Kako se z njo spopadamo in jo koristimo, bo odločalo o konkurenčnosti in blagostanju v prihodnosti.
Tudi dr. Tina Klüwer, generalna direktorica na nemškem Zveznem ministrstvu za izobraževanje in raziskave, se je strinjala, da prinaša UI izjemno veliko priložnosti. Na ministrstvu so lani pripravili akcijski načrt, ki vključuje več kot 70 različnih iniciativ, v skupni vrednosti 1,6 milijarde evrov (do 2025).
slowenien.ahk.de

Marec • 147 (3/2024) • Letnik 19 17 Utrip dom A
ORODJARSTVA SLOVENIJE
RAZVOJNI CENTER
Nevarnost selitve podjetij v tujino
Z začetkom leta je začela veljati novela Zakona o čezmejnem izvajanju storitev, ki je prizadela predvsem izvoznike gradbenih, tehničnih in transportnih storitev, ki imajo pomemben pomen v slovenskem gospodarstvu. Anketa, ki jo je Gospodarska zbornica Slovenije (GZS) izvedla med člani, je pokazala, da je kar 62 % anketiranih podjetij že ali pa namerava preseliti podjetje v tujino. Posledično bo država izgubila za okoli 100 milijonov evrov socialnih prispevkov, 30 milijonov evrov dohodnine ter 15 milijonov evrov iz naslova davka od dohodka pravnih oseb. Zaradi selitve podjetij v tujino bi Slovenija lahko izgubila tudi do 15 tisoč delovnih mest.
Strošek dela slovenskih delavcev, napotenih na delo v tujino, je namreč ob enaki neto plači delavca v primerjavi z drugimi, Sloveniji konkurenčnimi državami, s 1. 1. 2024 višji za več kot petino v primerjavi z delavci, zaposlenimi v avstrijskem ali hrvaškem podjetju.
Anketirana podjetja se strinjajo, da bi sprememba pravne ureditve in ugodnejša davčna zakonodaja povečali konkurenčnost
30 let inženiringa
Inženiringi so na eni strani nosilci povezovalnih procesov v gospodarstvu, ki vključuje prenos znanja iz raziskovalnih institucij v konkretne projekte, na drugi strani pa so kot zastopniki naročnikov bodisi nadzorniki pri realizaciji projektov ali projektanti pri načrtovanju projektov. Združenje za inženiring in Združenje za svetovalni inženiring letos praznujeta 30 let delovanja na Gospodarski zbornici Slovenije ter 30-letnico vstopa svetovalnega združenja v evropsko združenje FIDIC.
»Ponosni smo, da širimo poslanstvo FIDIC pogodb, ki zagotavljajo pravično obravnavo vseh udeležencev v investicijskem procesu. Prav tako se z velikim zanosom oziramo na zgrajene objekte, ki vsi po vrsti nosijo naš pečat. Pa naj bodo to hidroelektrarne, avtoceste, čistilne naprave, stolpnice ali industrijski objekti. Vse navedene objekte smo bodisi umeščali v prostor, projektirali, nadzirali, gradili ali upravljali,« je dejal mag. Slovenko Henigman, direktor GZS – Združenje za inženiring. V prihodnosti vidi velike izzive vlaganj v vodno, energetsko in prometno infrastrukturo ter izrazito
V 2023 malenkost nižja industrijska proizvodnja
Skupni obseg proizvodnje v slovenskem gospodarstvu se je lani zmanjšal za 0,5 odstotka, je objavil statistični urad (SURS). Padec je bil posledica nazadovanja v predelovalni industriji in trgovini (za 5,3 % oz. za 3,5 %), medtem ko so gradbeništvo (+19,2 %) in storitvene dejavnosti zabeležile rast. Samo decembra se je medtem obseg proizvodnje medletno zvišal, in to za 0,9 odstotka.
www.stat.si

izvoznikov tehničnih, gradbenih in transportnih storitev. Pri selitvi podjetja v tujino oziroma odprtja podružnice v drugih državah EU so razlogi za to ugodnejše poslovno okolje v tujini, večja stroškovna učinkovitost ter stabilna pravna ureditev. Podjetja predlagajo spremembe davčne zakonodaje, uvedbo instrumentov za dvig razpoložljivosti tehnično usposobljenega kadra, krepitev ugleda tehničnih poklicev ter ozaveščanje mladih o vrednosti poklicne izobrazbe.
www.gzs.si

potrebo po novih stanovanjih, industrijskih in javnih objektih. »Reševanje kompleksnih problemov je vsakdan svetovalnega in izvedbenega inženiringa. Ker gre za zelo zapletena razmerja, upam, da bomo v reševanje teh izzivov poleg obstoječih znanj in izkušenj lahko vključili nove razvojne tehnologije in t. i. umetno inteligenco izkoristili za napredek,« je dodal. www.fidic.org

Marec • 147 (3/2024) • Letnik 19 18 Utrip dom A
Reševanje prometnih zastojev
Prometna situacija v Sloveniji s kilometrskimi zastoji na avtocestnem križu in vpadnicah ter zastarelim in slabo delujočim železniškim omrežjem je postala nevzdržna in obremenjuje tako okolje kot ljudi, gospodarstvu, ki posluje po principu »time to door«, ter slovenskemu prevozniškemu in logističnemu sektorju pa povzroča velike skrbi in stroške.
Zato slovensko gospodarstvo zahteva pospešitev postopkov umeščanja v prostor in izgradnjo tretjih pasov na avtocestah, prioritetno okoli Ljubljane in na vseh vpadnicah proti Štajerski, Primorski, Gorenjski in Dolenjski. Za javni promet in vozila z več potniki vztraja pri takojšnji, čeprav začasni uporabi odstavnih pasov, dokler tretji pasovi ne bodo zgrajeni, kar bi vsaj začasno razbremenilo najbolj obremenjene dele avtocest. Ob tem poziva k nujni analizi zakonodaje in podzakonskih aktov, ki zavirajo projekte reševanja zastojev. Spremembe teh aktov so ključne za učinkovito izvajanje projektov in pospešitev postopkov, ki bi omogočili čimprejšnjo izgradnjo tretjih pasov, so se strinjali udeleženci strokovnega posveta Slovenija stoji na cestah.
Iz dostopnih podatkov Statističnega urada RS lahko razberemo, da smo v Sloveniji v letu 2022 kar 80 % voznih kilometrov na slovenskih avtocestah in hitrih cestah prevozili z domačimi vozili

kalnega prebivalstva. Največ voznih kilometrov so opravili osebni avtomobili, saj se samo v Ljubljano dnevno pripelje več kot 140 tisoč ljudi. Učinkovita rešitev bi lahko bila decentralizacija javne uprave in uvedba druge ravni lokalne samouprave ter pokrajin.
Kljub resnim opozorilom prometne stroke se v zadnjih dveh desetletjih ni skoraj nič storilo na področju kapacitetnih in drugih posodobitev prometne infrastrukture, ki bi omogočala večjo prometno pretočnost na eni in privlačnost za javni potniški promet na drugi strani. Zdaj smo soočeni s prometnim infarktom, ki se odvija

Conference CONNECT & SUPPLY 2024
Beograd, Srbija · 21. in 22. maj 2024
Avtomobilski klaster (grozd) Srbije – AC Serbia bo 21. in 22. maja organiziral v beograjskem hotelu Crown Plaza konferenco "SEE Automotive – Connect&Supply", na kateri se bo zbralo preko 250 udeležencev iz več kot 150 podjetij iz jugovzhodne Evrope. Cilj konference SEE Automotive je omogočiti povezovanje OEM proizvajalcev, TIER1&2 podjetij in relevantnih mednarodnih institucij, da bi dodatno podprli razvoj avtomobilske industrije v regiji. Predhodne konference SEE Automotive so pomembno vplivale na pospešitev poslovanja podjetij iz avtomobilske in spremljajočih industrij v jugovzhodni Evropi, pa se pojavila potreba, da prerastejo v tradicionalno obliko sodelovanja in izmenjave izkušenj ...
www.seeautomotive.com
Utrip dom A
SEE Automotive
SEE Automotive
Medijski partner:

Cajhen d.o.o.
Miran Varga
Bitka z mikroni
V dobi, ko inženirji v svojih načrtih uporabljajo stotinke in tisočinke, morajo tudi stroji in rezilna orodja dosegati mikrometrsko natančnost. V boju z mikroni pa ima tudi Slovenija izjemnega aduta – strokovnjake za rezilno orodje v podjetju Cajhen, d. o. o.
Zgodba blagovne znamke Cajhen se začne v letu 1969 z manjšo strugarsko delavnico v Laškem, ki je s svojimi storitvami podpirala lokalne obrtnike in podjetja. Skozi leta je poslovanje delavnice raslo, nov zagon pa je podjetje dobilo leta 1996, ko je krmilo prevzela naslednja generacija. Slednjo predstavlja Matjaž Cajhen, lastnik in direktor podjetja, ki je začrtal novo smer razvoja in podjetje usmeril na področje preciznega ostrenja rezilnih orodij. Poleg ostrenja orodij je podjetje prepoznalo veliko poslovno priložnost tudi v proizvodnji novih namenskih rezilnih orodij, ki so podjetju v zadnjih desetletjih prinesla strmo rast povpraševanja in prihodkov. Danes se podjetje Cajhen, d. o. o., uvršča med visokotehnološke ponudnike preciznih rezilnih orodij, svoje izdelke pa nudi tako na domačem kot na tujih trgih. Zaradi svojega širokega prodajnega programa, lahko kupcem nudi tudi celovite rešitve namenskih orodij – tudi v obliki projektov, izdelanih »na ključ«.
Kralji rezilnih orodij
Največji del prihodkov podjetja Cajhen ustvari proizvodnja namenskih rezilnih orodij, vsako leto izdelajo okoli 50.000 novih rezilnih orodij, med katerimi je bilo kar 11 tisoč PKD rezilnih orodij. Podjetje izdeluje tako rotirajoča kot nerotirajoča rezilna orodja, ki jih izdeluje z različnimi tehnologijami in iz različnih materialov, kot so karbidna trdina, PKD, CBN, MCD … Prav tako Cajhen, d. o. o., izdeluje najrazličnejše rezkarje, svedre,
povrtala, ozoblja liste krožnih žag in najrazličnejša druga rezilna orodja. Pomemben delež prihodkov podjetje ustvari tudi z ostrenjem orodij, saj letno naostri okrog 70.000 rezilnih orodij.
V želji po tem, da kupcu lahko ponudi popoln program rezilnih orodij na enem mestu, podjetje Cajhen zastopa prodajni program partnerjev Kennametal, Haimer in Julia. Večino svojih izdelkov proda v Sloveniji in po Evropi, krepi pa se tudi prodaja v Latinski Ameriki in Aziji, kjer blagovna znamka Cajhen pridobiva na prepoznavnosti. Kako tudi ne bi, če podjetje izdeluje diamantna orodja, ki imajo ostrino 1,3 mikrona, kar je za večino industrije še danes »znanstvena fantastika«. Med najpogostejšimi

p redstAvitev p odjetj A Marec • 147 (3/2024) • Letnik 19 20
kupci Cajhnovih rezilnih orodij iz karbidne trdine in supertrdih materialov so orodjarne, avtomobilska in letalska industrija, livarne ter druga podjetja z velikoserijsko proizvodnjo.
Vsak projekt je poglavje zase
V podjetju Cajhen so torej strokovnjaki za namenska rezilna orodja, zato je praktično vsak projekt pri strankah poglavje zase. Podjetje ima relativno velik lastni razvojni oddelek, ki rešitev najprej razvije na podlagi vhodnih podatkov tehnologov, postopek se nadaljuje v proizvodnji z izdelavo, ter zaključi z logistiko ter zagonom pri stranki. Pri izdelavi rezilnih orodij podjetje uporablja malodane vse znane materiale in tehnologije obdelave, s katerimi si prizadeva najti najbolj optimalne rešitve za vsak posamezen primer obdelave z odrezovanjem ali vrtanjem. »Zavedamo se, da je vsak izziv naših strank svojstvena zgodba in se je je treba lotiti z veliko skrbnostjo, zanosom in uporabo dosedanjega strokovnega znanja in izkušenj. Zadovoljne stranke in učinkovita rezilna orodja so naša prioriteta,« je pojasnil Blaž Kukovič, ki v podjetju Cajhen skrbi za marketing.

Neverjetna odzivnost
Podjetje Cajhen kot eno izmed svojih ključnih prednosti izpostavlja tudi izjemno odzivnost. Kupcem s predlogom rešitve (načrtom in ponudbo) lahko postrežejo že v 24 urah od izražene želje ali zahteve, medtem ko je panožno povprečje vsaj pri zahtevnejših projektih kar tri tedne. Prav v pripravi projektov se skriva tudi druga konkurenčna prednost, in sicer svetovanje ter strokovne usmeritve pri izbiri načina in tehnologije obdelave, kjer podjetje izkorišča izjemno znanje na področju tehnologij in njihove integracije. Neverjetna odzivnost je mogoča tudi na račun izdelave rezilnih orodij z najsodobnejšimi stroji.
1969
1996 2001 2002 2008 2020
• ustanovitev – na začetku je bila majhna strugarska delavnica v Laškem
• vodenje podjetja prevzame nova generacija – svež zagon, podjetje se osredotoči na precizno ostrenje rezilnih orodij
• proizvodnja novih rezilnih orodij
• proizvodnja PKD rezilnih orodij
• nova poslovna stavba z več kot 1.500 m2 proizvodnih prostorov
• predstavitev in uvedba laserske tehnologije za izdelavo PKD-orodij


Tovarna, ki spominja na laboratorij
Leta 2008 je podjetje Cajhen postavilo nov sodoben proizvodno-poslovni obrat, v katerem so upoštevali najnovejše okoljske in trajnostne standarde. Na streho so namestili sončno elektrarno, proizvodnja pa je priključena na centralni filtrirni sistem, kjer vse obruske ločujejo iz hladilnega olja. Separirane jih posušijo in v celoti reciklirajo. V podjetju so zelo varčni tudi pri izrabi energije, saj odvečno toploto komprimiranega zraka uporabljajo za ogrevanje pisarniških prostorov, z zeleno tehnologijo FreeCooling pa izvajajo hlajenje proizvodnih procesov.
Zanimivo je tudi dogajanje pod proizvodnim tlakom, v kleti, kjer se nahaja sistem za filtriranje olja, ki prav tako čisti z mikroskopsko natančnostjo – delce do velikosti 4 mikronov. Za doseganje izjemne točnosti in natančnosti rezilnih orodij je potrebna tudi stabilna temperatura okolja in medijev, za kar skrbi klimatski sistem, ki vsem obdelovalnim procesom zagotavlja stalno temperaturo z največjim odstopanjem vsega 0,2 stopinje Celzija.
Ob obisku podjetja smo našteli kar 25 sodobnih CNC-strojev, kot so brusilni stroji za okroglo brušenje, brusilni stroji za izdelavo orodij iz karbidne trdine in iz PKD in CBN, laserski stroji za razrez PKD, laserski stroji za izdelavo PKD orodij, brusilni stroji za izdelavo krožnih žag, 5-osni obdelovalni centri, CNC-stružnice in stroji za vakuumsko spajkanje.
Proizvodni del podjetja tako še najbolj spominja na laboratorij, saj je nivo čistoče izjemno visok, kar vedno znova poudarijo tudi vzdrževalci strojev, ko obiščejo podjetje – Cajhnovi stroji so resnično videti kot novi. Na delo v laboratoriju spominjajo tudi redna testiranja novih, inovativnih orodij, s katerimi inženirji preverjajo njihovo učinkovitost in odpornost. Kot so nam povedali ob našem obisku, izdelano rezilno orodje zanje še ni zaključen projekt, saj si vedno želijo povratnih informacij strank, saj te lahko postanejo temelj za uvedbo izboljšav v naslednjih serijah izdelkov, če je to potrebno.
So mar že naredili idealni sveder? Direktor sicer meni, da ne, čeprav si že več mesecev prizadevajo, da bi svojega najboljšega –ki je tudi najboljši tovrstni sveder na svetu – še izboljšali.
cajhen.com
p redstAvitev p odjetj A Marec • 147 (3/2024) • Letnik 19 21 Cajhen d.o.o.
Ključni mejniki podjetja Cajhen, d. o. o.
Intervju: Matjaž Cajhen
Cajhen d.o.o.

Nam zaupate vaš recept za uspeh?
Z vidika podjetja so to lastnosti, kot so izjemna kakovost, inovativnost, ustvarjalnost, delavnost in vztrajnost. Osebno sem skromen po naravi. Tako da vedno ne bi trdil, da smo uspešni, odvisno od lestvice, matrike, kazalnikov, ki jih gledate. Drži, zunanja okolica nas vidi kot uspešno podjetje, jaz sam pa vidim še veliko prostora za napredek.
Kaj pa bi vas prepričalo v to, da ste uspešni?
Predvsem dejstvo, da bi narekovali trende in razvoj rezilnih orodij. Danes kot podjetje predvsem sledimo trgu, sledimo kupcem in njihovim potrebam. A tudi to se spreminja. V zadnjih letih smo v stiku s podjetji, ki iščejo nekaj več, nekaj, kar je težko najti na trgu, kar je treba še razviti. In tega se neizmerno veselim, saj s svojimi izkušnjami in znanjem znamo ponuditi dobre rešitve.
Toda mar podjetja ne iščejo predvsem čim cenejših orodij, ki bodo še kos zastavljeni nalogi? Vi pa ste redko ali skoraj nikoli najcenejši.
Drži. Najcenejši smo takrat, ko zagrizemo v trdo jabolko izziva, na katerem so si drugi že polomili zobe in razvijemo ustrezno rešitev. Ironično je, da smo pri najzahtevnejših rezilnih orodjih cenejši od uveljavljenih nemških in japonskih proizvajalcev, pa bodo podjetja še vedno kupovala njihova orodja in ne naših. Še huje, naših ne želijo niti preizkusiti. Potem pa mi naš specialni sveder prodamo tujemu dobavitelju, ki ga opremi s svojim logotipom in embalažo ter za trikratno ali štirikratno ceno proda podjetjem. To si res prizadevam spremeniti. Če se vrnem k izhodiščnemu vprašanju – vsa podjetja iščejo najboljše razmerje med kakovostjo in ceno orodij. Žal pa tega razmerja ne znajo vedno izračunati.
Prodajati je treba znanje
Miran Varga
Matjaž Cajhen, lastnik in direktor podjetja Cajhen, d. o. o., stavi na obvladljivo poslovanje, specializacijo in predvsem kakovost, saj je visoka kakovost argument, ki najlažje prepriča še tako zahtevne stranke.
Kako to mislite, »ne znajo izračunati«?
Večkrat se pogovarjam s tehnologi v podjetjih in tudi lastniki podjetij. Vsem se zdijo orodja draga, zato z njimi varčujejo, jih manj obremenjujejo. Ko jih poskušam prepričati, naj kupijo boljše in dražje orodje, ki bo delalo 40 odstotkov hitreje in za 20 odstotkov pohitrilo proces ter v veliki meri dvignilo produktivnost ter kljub 15 odstotkov hitrejši obrabi poplačalo vse nastale stroške in ustvarilo več dobička, naletim na gluha ušesa. Njihov pristop je obraten – zmanjšajmo zmogljivost, da bo orodje trajalo dlje in bo vse skupaj »bolj ziher«.
Toda rezilna orodja verjetno niso največji strošek proizvodnje … Seveda niso. Neko povprečje na področju vrtanja in odrezavanja v industriji je, da predstavlja strošek rezilnih orodij okoli 8 odstotkov vseh stroškov. Ampak s temi odstotki se vsi ukvarjajo, tu želijo prihraniti, s cenami strojev se pa takoj sprijaznijo. Mi podjetjem vedno damo ponudbo na osnovi lastnih kalkulacij –včasih se smejijo, ker smo poceni, včasih nam očitajo, da smo dragi. Priznam, naša cena izdelkov ni nizka, ampak zdržijo bistveno več kot drugi. Jaz podjetjem vedno povem, da za 5 lukenj je vsak sveder dober, če pa je treba narediti 20.000 lukenj, potem pa to zmoremo le mi.
Zakaj je tako?
Predvsem zato, ker slovenska proizvodnja dosega (pre)nizko dodano vrednost in se posledično iščejo prihranki povsod, tudi tam, kjer se na ta način dela še dodatna škoda. Včasih podjetjem dobesedno čestitam, ko izvem, za kakšen denar naredijo določen (pol)izdelek, saj vem, koliko jih stanejo delavci, stroji, elektrika, davki. Težava je v tem, da v Slovenijo tujci pošiljajo v izdelavo predvsem majhne serije zelo zahtevnih izdelkov, pri čemer si
p redstAvitev p odjetj A Marec • 147 (3/2024) • Letnik 19 22
izpogajajo ali izsilijo še zelo ugodno ceno, tako da podjetja ob kakšni napaki že takoj poslujejo z izgubo.
Kaj pa bi vi svetovali podjetjem?
To, kar jim vedno govorim: prodajati je treba znanje – skonstruirajte nekaj, prodajajte izdelek in ne obdelovalne minute. V obdelovalnih minutah stroja ni denarja. Lep primer je zahtevno povrtavanje polizdelkov – luknje se merijo v mikronih, celotna obdelava mogoče ustvari dva evra dodane vrednosti, v Nemčiji pa le še dodajo kabel, škatlo in cel kos prodajo za 30 evrov. Zakaj ne bi tega raje naredili sami? V Sloveniji je resnično zelo veliko zahtevnega, a slabo plačanega posla.
Kako pa sicer vi gledate na slovenska proizvodna podjetja –delajo dobro?
Kot rečeno, včasih delajo čudeže. V Sloveniji je izjemno veliko znanja, znamo narediti odlične stvari, le odlično prodati jih ne znamo. Je pa res, da imajo podjetja pri zelo zahtevnih obdelavah tudi težave. Ob obisku podjetij zelo rad pokukam v njihove zabojnike z odpadnim materialom – če v njih vidim dolge ostružke, vem, da podjetje nima dobrih procesov.
Kaj pa Cajhen – mar vi iščete kupce ali oni najdejo vas?
Sami aktivno iščemo kupce in to že 28 let, vse odkar vodim podjetje. Celo v Sloveniji se po vsem tem času še vedno najdejo podjetja, ki še niso slišala za nas. Zanimajo nas podjetja z nadpovprečno zahtevnimi obdelavami in seveda tista, ki imajo ogromno obdelav z odrezavanjem. Posledično smo vedno bolj aktivni v tujini, saj je v Sloveniji malo tako zahtevnih kupcev. Mi na teren k strankam ne pošiljamo prodajalcev, temveč inženirje oziroma tehnološke svetovalce, torej ljudi, ki razumejo, kaj stranka želi in imajo izkušnje s pripravo rešitev.
Je v tujini kruh bolj bel?
Vsekakor. Pa tudi več ga je. V Sloveniji nihče ne potrebuje ogromnega števila svedrov. Številke, ki jih na letni ravni dosega slovenska industrija, lahko v Aziji doseže ena sama velika tovarna.

Kako pa se je v treh desetletjih, odkar se ukvarjate z rezilnimi orodji, spremenila ta branža?
Precej. Včasih so proizvodna podjetja za rezilna orodja skrbela sama, danes pa to predajajo specializiranim zunanjim ponudnikom, kakršni smo mi. Kupci so tehnološko podhranjeni, nimajo tehnologov, vodij proizvodnje, ki bi se ukvarjali z rezilnimi orodji in izboljševali projekte, preprosto nimajo časa za to. V bistvu čedalje pogosteje sprašujejo nas, kako naj delajo … Tudi pristop pri uvajanju novih proizvodnih rešitev je drugačen – stranke danes želijo vedno več rešitev po meri in na ključ. Še preden postavijo neki stroj ali linijo, želijo vedeti, koliko bo orodje stalo in koliko bo zdržalo.
Poleg tega panoga iz leta v leto izgublja na donosnosti, posel je postal brezkompromisna bitka številk. Tekmujemo s ponudniki z vsega sveta, tudi Indijci in Kitajci, ki izkoriščajo neurejene razmere – veliko kopirajo. No, nekateri celo priznajo, da s kopiranjem kopirajo tudi napake in težave. Prav zato je razvoj tako zelo pomemben – da si vedno korak spredaj. Zato mi izjemno veliko vlagamo v razvoj.
Koliko pa vlagate?
Tudi do tretjino prihodkov letno! Kar je ogromno. Kupujemo najnovejše stroje, nekateri med njimi so edini taki stroji v Sloveniji in širši regiji, razvijamo in testiramo najzahtevnejša orodja, obvladujemo procese. Ponosen sem na to, da praktično vse delamo pri sebi, celo orodja iz monokristalnih diamantov!
Vam je vsako leto lažje ali težje?
K sreči nam je lažje, saj smo vsako leto bolj znani na trgu in uživamo izjemen ugled. Leta kakovostnega dela se nam obrestujejo, dobro ime se samo širi, dobavitelji nas imajo radi, ker stvari plačujemo pred roki, podjetja pa zato, ker naredimo tudi tisto, kar se sprva zdi nemogoče, posebej pri profilnih rezilnih orodjih.
Katera se vam zdi najpomembnejša lekcija, ki ste se je naučili v poslu?
Predvsem odprtosti. Odprti smo za nove tehnologije, drugačne pristope in alternativno razmišljanje. Preprosto se ne oklepamo starih navad, saj to ni razvojno naravnano. Veliko vlagamo, saj izdelujemo izdelke, ki so kakovostno superiorni konkurenci, kar kupci prej ali slej spoznajo in potem imamo »doživljenjsko stranko«. Mogoče se sliši kičasto, ampak doslej smo izgubili le tiste stranke, ki so kot podjetja zaprla svoja vrata.
Kako pa kadrujete – se tudi vi soočate s kadrovsko podhranjenostjo?
Mogoče vas bo odgovor presenetil – ne, nimamo težav s kadri. Imamo izjemen ugled, smo zelo zaželen delodajalec, poleg tega se z vsakim zaposlenim že ob nastopu službe kar se da iskreno pogovorim – kaj pričakujem in kaj ponujam. Delo v našem podjetju je kreativno, da se napredovati, res smo kot večja družina. Verjamem, da je ekipa srce podjetja in jo zato poskušam kar se da negovati. Tako na medosebnih odnosih, kot so druženja, praznovanja, teambuildingi itd., kot tudi skozi usposabljanja in druge aktivnosti za strokovno rast vsakega posameznika v ekipi.
Pa bi lahko bili kos eksponentni rasti?
Ne. Niti si je ne želim. Veste, ceneje se je učiti na napakah drugih kot svojih – zato tudi nočem podjetja z 250 zaposlenimi. Naša jedilnica ima 30 mest in takšno velikost podjetja obvladujem. Delamo v dveh izmenah, res izjemoma in krajši čas v treh, saj se zavedam, da ljudje ne morejo nenehno delati. Ne želim, da bi bilo delo pri Cajhnu garanje in izčrpavanje, zato stavim na obvladljivo delo in vrhunsko kakovost, ki se nam vsem splača –tako podjetju kot strankam.
p redstAvitev p odjetj A Marec • 147 (3/2024) • Letnik 19 23 Cajhen d.o.o.
Navdihujemo razvoj
66. Mednarodni sejem tehnike in tehničnih dosežkov bo organiziran v petih dvoranah Beograjskega sejma od 21. do 24. maja leta 2024
Z okoli 500 pričakovanih razstavljavcev, med katerimi bo več kot 200 tujih iz približno tridesetih držav, in z okoli dvajset tisoč pretežno poslovnih obiskovalcev, ta regijski pobudnik sejemske industrije na področjih tehnike in proizvodnih tehnologij ter integrator in podpornik gospodarskega sodelovanja na področju tehnike, tehnično-tehnoloških dosežkov in inovacij na širši mednarodni ravni si prizadeva povezati in promovirati proizvajalce, distributerje, konstruktorje, startup podjetja, trgovce, znanstvenoraziskovalne in izobraževalne institucije, inovatorje, agente in zastopnike vodilnih svetovnih podjetij v industriji ter cehovska združenja.
Namen sejma tehnike je čim bolje predstaviti proizvode in tehnološke dosežke na globalno-trendovskih področjih, kot so avtomatizacija in robotika, umetna inteligenca in strojno učenje, IoT, 5G omrežja, tehnologija blockchain, obogatena in navidezna resničnost, nanotehnologija, čiste energije, droni ter številna področja v okviru telekomunikacij, informacijskih tehnologij, medicinskih naprav, energetike, transporta, gradbeništva in drugih področij.
Razstavni standardi – od CNC-strojev, strojnih orodij, obdelovalnih centrov, orodij in pribora za obdelavo in oblikovanje kovine,


elektronike, merilne opreme in naprav ter procesne tehnike, preko hidravlike in pnevmatike, aditivne, 3D in laserskih tehnologij, metalurgije in livarstva, tehnologij varjenja, elektroenergetike, razsvetljave in LED-tehnologije ter termotehnike in KGH, pa do zelene industrije, logistike, skladiščenja, industrijskega pakiranja ter industrijske in kibernetske varnosti in zaščite – tudi bodo zastopljeni na reprezentančni ravni.
Sejem bo poudarjal najnovejše dosežke v tehnologiji in inovacijah, posebej na področju industrije 4.0 in 5.0, utemeljene na inovativnih industrijskih tehnologijah, ki predstavljajo revolucijo v interakcijah z digitalnim svetom. Namen prireditve je seznanjanje zainteresiranih z različnimi uporabami teh tehnologij v industriji, turizmu, medicini, zabavi, izobraževanju in drugih področjih ter s proizvodi, storitvami in znanji v povezavi s temi tehnologijami.
Obiskovalci in vsi drugi udeleženci bodo lahko ne le spoznavali najnovejše proizvode in storitve, ki jih nudijo podjetja, testirali različne naprave in tehnologije, sodelovali v delavnicah in na predavanjih ter se informirali o trendih v industriji in inovacijah, temveč tudi vzpostavljali poslovne kontakte, predstavljali industrijske potenciale, izmenjevali izkušnje ter izkoriščali zmožnosti za poslovna mreženja in nova vlaganja.
Obisk in udeležba na 66. Mednarodnem sejmu tehnike in tehničnih dosežkov so sinonim za korist in priključitev najzahtevnejšem delu globalnega napredka.
sajamtehnike.rs
Začel delovati YugoGPT, prvi srbski jezični model umetne inteligence
Pred kratkim je uradno začela delovati prva verzija YugoGPT, jezičnega modela avtorja Alekse Gordića, diplomiranega inženirja beogradske Elektrotehnične fakultete.
Inženir Aleksa Gordić je že nekaj časa znan širši javnosti po svojem Youtube kanalu, kjer je zbral veliko skupnost uporabnikov, ki jih uči o umetni inteligenci. Po izkušnjah dela v velikih svetovnih korporacijah se je odločil svoje znanje izkoristiti za ustvarjanje največjega domačega generativnega jezičnega modela, katerega je poimenoval poljudno – YugoGPT.
Ta prvi regijski jezični model umetne inteligence je namenjen ne le za Srbijo, ampak za celotno govorno področje nekdanje Jugosla-
vije, pa uspešno uporablja srbski, hrvaški, bosanski in črnogorski jezik. Avtor navaja, da bo ta različica v naslednjih mesecih redno nadgrajevana in izpopolnjevana. Uporaba novega jezičnega UI modela je povsem brezplačna ob ustrezni registraciji in je na voljo na internet strani www.yugochat.com.
www.yugochat.com
Marec • 147 (3/2024) • Letnik 19 24 i Z reG ije
Srbija postala članica Alianse upravljanja z umetno inteligenco
Vlada Republike Srbije je objavila, da se je Srbija kot 33. država pridružila Aliansi upravljanja z umetno inteligenco.
Pridružitev Srbije Aliansi se je zgodila na Samitu o upravljanju z umetno inteligenco Svetovnega gospodarskega foruma v San Francisku, katerega je gostitelj bil Center za četrto industrijsko revolucijo (C4IR). Članstvo v Aliansi bo Srbiji prineslo hitrejši razvoj umetne inteligence (UI) in ekspertno podporo, ki se bo osredotočala na trajnost, odpornost in varnost UI. Srbijo je na Samitu predstavljal svetovalec predsednice Vlade RS Stefan Badža, ki je med drugim poudaril, da je država v letu 2019 usvojila Strategijo razvoja umetne inteligence in je med vodilnimi v regiji na tem področju. Cilj Samita v San Franciscu, ki je zbral politične vodje in strokovnjake iz preko 200 vodilnih svetovnih podjetij in organizacij, je bil promovi-
V Srbiji raste število izsiljevalskih in RPD napadov
Mednarodno podjetje s področja kibernetske varnosti Kaspersky je v Beogradu predstavilo najpomembnejše grožnje, ki so obeležile predhodno leto.
Čeprav so bila donedavno skoraj neznana in gledana kot futuristični tehnološki novitet, so orodja generativne umetne inteligence (ChatGPT, Scribe, Bard, DuetAI in številna druga), ki uporabljajo strojno učenje, da bi odgovorila na naša povpraševanja, hitro našla pot do skoraj vsakega računalnika in podjetja. To je potrdila nedavna raziskava podjetja Kaspersky med 1863 menedžerjev C-ravni v osmih evropskih državah. UI orodja se uporabljajo v 95 odstotkov podjetij zajetih v anketi, celo 59 odstotkov anketiranih pa je pokazalo zaskrbljenost zaradi potencialnih varnostnih tveganj, ki bi jih lahko imelo hitro sprejetje in stihijna uporaba tega orodja, kot sta uhajanje občutljivih podjetniških informacij in popolna izguba nadzora nad funkcijami poslovanja. Kljub temu se je le vsako peto podjetje (22 %) odločilo regulirati uporabo tega in določiti pravila za njihovo uporabo.
»Široko sprejetje GenAI orodij brez dvoma nakazuje, da ta lahko koristijo podjetjem, posebej na planu produktivnosti,« je v svojem komentarju tako malega odstotka ocenil Dragan Davidović, regionalni direktor podjetja Kaspersky za vzhodno Evropo. »Če upoštevamo, da ta orodja svoje delo utemeljujejo na stalnem vnašanju informacij, glede na hitrost, s katero se uporabljajo v tako velikem številu podjetij brez ustreznega nadzora, njihova uporaba nosi številna varnostna tveganja,« je dodal. Zdi se da zaskrbljenost za izgubo nadzora nad zaupnimi informacijama ne preprečuje podjetja, da nastavijo s sprejetjem GenAI orodij. Raziskave kažejo, da je vsak četrti direktor, ki je sodeloval v anketi pripravljen prenesti nekatere od pomembnih poslovnih funkcij umetni inteligenci, predvsem v IT oddelku (24 %), 9.787 ddelku marketinga (16 %) ali oddelku financ (12 %).
»Neobhodno je, da menedžerji v celoti razumejo način, na kateri GenAI orodja upravljajo informacije, ki jih z njimi delimo in da na ravni podjetja postavijo podrobne pravilnike njihove uporabe preden se odločijo globlje jih integrirati v svoje poslovanje,« je zaključil Davidović. V svoji analizi grožnji, ki so obeležile leto 2023 v Srbiji je Srđan Radosavljević, višji menedžer za predprodajo v

rati odgovorne inovacije UI, s poudarkom na etičnih smernicah kot prioriteti v tehnološkem napredku.
www.srbija.gov.rs

podjetju Kaspersky za zahodni Balkan, odkril, da so lani, po podatkih pridobljenih v omrežju KSN (Kaspersky Security Network), največjo rast, 115 odstotkov, doživeli napadi preko RDP (Remote Desktop Protocol), najpogosteje uporabljanega protokola za daljinski dostop do Windows delovnih postaj.
»Uporabniki lahko preprečijo tovrstne napade, če redno spreminjajo gesla za RDP povezovanje in vodijo računa, da daljinski dostop do svojih naprav omogočajo samo, če so povezani v omrežje prek varnega VPN protokola,« je povedal Radosavljević. Poleg tega tipa napadov, po relativnem zatišju v preteklem letu, izsiljevalski napadi nadaljujejo močno rast v Srbiji, za 53 odstotkov. Gre za zlonameren tip programa, ki zaklene računalnik uporabnika, tablet ali pametni telefon in zakodira datoteke in potem zahteva odkupnino za njihovo neobjavljanje ali varno »vrnitev« (dekodiranje). Raziskava podjetja Kaspersky je pokazala, da stalna rast števila grožnji zasebnim ali podjetniškim uporabnikom ni pomembno vplivala na njihove navade v Srbiji v pogledu deljenja zasebnih informacij. Poverilnice za dostop do računa ali storitve je članu družine odkrilo 42,5 odstotkov anketiranih, prijatelju pa 16,4 odstotkov, medtem ko le ena tretjina anketiranih ni nikoli drugim odkrila svojih poverilnic. Vsak peti anketirani je kdaj dobil obvestilo, da so tudi njegovi podatki bili ogroženi pri odkrivanju, ki ga je pretrpelo kakšno podjetje, servis ali sistem. Kljub temu, tretjina obveščenih ni takoj spremenila gesla, ki je bilo ogroženo. »Še vedno je veliko prostora za izboljšave, ko gre za to, koliko skrbimo za svoje osebne podatke, ki jih kibernetski kriminalci zlahka zlorabijo in izpostavijo tveganjem, ali obravnavajo kot blago, ki se prodaja na forumih temnega spleta,« je povedal Darko Natalić, menedžer korporativnih komunikacij podjetja Kaspersky za Vzhodno Evropo in Izrael.
Marec • 147 (3/2024) • Letnik 19 25 i Z reG ije
Predstavljene prednosti v poslovanju srbskih malih in srednjih podjetij
Nedavno objavljeni Barometer ambicij malih in srednjih podjetij, sestavljen po anketiranju 3575 lastnikov podjetij na 15 tržiščih, med katerimi se je našla tudi Srbija, je odkril vrsto relevantnih poslovnih trendov.
Raziskava, ki jo je izvedlo ameriško podjetje za finančno-tehnološke storitve Payoneer, ki ponuja digitalne plačilne storitve, je pokazala, da med anketiranimi podjetji vlada veliko soglasje (72%), da širjenje na tuje trge prinaša povečanjem prihodka. Vendar podatki kažejo, da manj kot polovica (41%) za sedaj izkorišča to priložnost. Skladno globalnim ambicijam, srbska mala in srednja podjetja (MSP) ne zaostajajo ko gre za težnjo po povečanju izvoza in dalji globalizaciji lastne oskrbovalne verige. Ne glede na številne izzive v globalnem poslovanju, posebej v zadnjih treh letih, srbska MSP nadaljujejo z dobrim poslovanjem. Dokaz je tudi podatek, da so v obdobju 2021-2023 ostvarila rast prihodkov od izvoza v povprečju za 12%, kot tudi podatek, da je bila rast prihodkov MSP v Srbiji v letu 2020 le 3%, letos pa naj bi dosegla dobrih 7%. Takšni rezultati so Srbiji prinesli visoko tretje mesto na seznamu podindeksa ekspanzije poslovanja, s koeficientom 1,54.
Pri diverzifikaciji dobaviteljev pa se je pokazalo, da anketirana MSP na globalni ravni v povprečju delajo z 22 dobavitelji, v primerjavi s 17 pred dvema letoma. Srbska MSP so uspela povečati število dobaviteljev s 15 v letu 2020 na 19 v letu 2022, pri čemer pa se letos pričakuje rast na 26 dobaviteljev. Ko pa gre za odstotek domačih kupcev, so MSP iz Srbije ostvarila koeficient 54,7%, kar je pod povprečjem v primerjavi z anketiranci iz drugih držav s seznama. Po drugi strani so srbska MSP ostvarila koeficient 45,3% na področju mednarodne trgovine, pri čemer sta v tej vrsti poslovanja samo Bangladeš in Ukrajina nad Srbijo. Veliki del zaslug za navedeni rezultat prihaja iz ustvarjenega prihodka iz spletne prodaje, ki znaša visokih 49,8%.

Po drugi strani, kot tri največja izziva za MSP na globalni ravni anketa Payoneerja navaja plačne transakcije (78%), upravljanje z devizni tečaji (77%) in nadomestila za transfer (76%). Zato je napredek v tehnologiji (vključno s platformami za e-trgovino, digitalnimi komunikacijskimi orodji in platformami za digitalno plačevanje) prepoznan kot eden primarnih dejavnikov za mednarodno trgovino. Motnje v svetovni dobavni verigi in infrastruktura čezmejnega plačevanja niso edini problemi, s katerimi se srečajo srbska MSP, poudarja Payoneer. Na primer, če sodimo po rezultatih ankete, v svetu dve tretjini MSP meni, da jih njihova vlada podpira medtem ko srbski gospodarstveniki poudarjajo pomanjkanje takšne podpore.
Ostane upanje, da bo država v prihodnosti posvetila večjo pozornost tej veji poslovanja, s čem bi MSP v Srbiji dobila dodatni »veter v hrbet«, ki bi jim omogočil permanenten preboj na globalni trg. »Dobljeni podatki, posebej ko gre za Srbijo, opogumljajo v številnih segmentih, kar je lahko le spodbuda ko gre za poslovanje domačih malih in srednjih podjetij. Iz vsega navedenega vidimo da so ta še kar sposobna odgovoriti na globalne izzive, pa celo tudi postaviti nekatere nove poslovne standarde. Payoneer bo, kot tudi doslej, ostal zanesljiv partner v njihovem napredku in širjenju poslovanja,« je povedal James Allum, regionalni višji podpredsednik za Evropo za podjetje Payoneer.
www.payoneer.com
Znanstveno-tehnološki park Čačak obeležil 12 let uspešnega dela
»V letu za nami smo organizirali več kot 100 dogodkov usmerjenih na krepitev inovacijskega ekosistema, start-ap ekosistemov in tehnološkega podjetništva,« je napisano v uradni spletni predstavitvi ob 12. obletnici znanstveno-tehnološkega parka Čačak.
Spletna predstavitev prav tako navaja, da je ZTP Čačak (v srbščini NTP Čačak) ustanovil številna sodelovanja, njegove članice pa so nastopale na številnimi mednarodnimi sejmih. Obiskovalec spletne strani lahko tudi izve, da je skupnost ZTP Čačak bogatejša za šest novih članic, ki se bodo v naslednjem obdobju razvijale v okviru parka in s svojim delom prispevale jačanju inovacijskega ekosistema v regiji in širše. Ta podjetja so v letu 2023 pridobila številne uspehe. Poleg osvojenih nagrad na različnih tekmovanjih so nekatere pridobile tudi dodatna nepovratna finančna sredstva za razvoj svojih inovacij s strani Sklada za inovacijsko dejavnost, programa Startech in drugih. Poleg tega, Znanstveno-tehnološki

park Čačak se lahko pohvali tudi s prvim mestom osvojenim na tekmovanju za najboljšo tehnološko inovacijo v kategoriji »Inovativna vas«, Pomembno je tudi opozoriti, da so prav tako sodelovali v formiranju treh inovacijskih inkubatorjev na fakultetah. Skratka, leto za nami je bilo za Znanstveno-tehnološki park Čačak zelo dinamično in izzivno.
www.ntpcacak.rs
Marec • 147 (3/2024) • Letnik 19 26 i Z reG ije
Najboljšim študentom več kot 1600 štipendij
Letos bo štipendijo »Dositej« dobito skupaj 1132 študentov osnovnih in integriranih akademskih študij in 511 študentov master akademskih študij.
Ministrstvo znanosti, tehnološkega razvoja in inovacij Vlade Republike Srbije je objavilo, da je Sklad za mlade talente formiral končni seznam dobitnikov štipendij v okviru natečaja za štipendiranje najboljših študentov zadnjega letnika osnovnih akademskih študij in študentov zadnjega leta master akademskih študij za šolsko leto 2023/2024. Poleg finančne podpore izjemnim študentom, Fond za mlade talente letos izvaja tudi novouvedeni mentorski program »Talenti v javnem sektorju«. Tako kot vedno, tudi letos vsi dobitniki štipendije imajo pogodbeno obveznost, da po končanju študija opravijo strokovno plačano prakso v organih javne uprave ali ustanovah, katerih ustanovitelj je Republika Srbija, v trajanju od najmanj treh in največ devetih mesecih. Sklad za mlade talente
Srbija dobila prvo tovarno solarnih fotonapetostnih panelov

V maju bo konferenca »SEE Automotive – Connect&Supply«
Srbski avtomobilski klaster – AC Serbia bo 21. in 22. maja v Beogradu organiziral tradicionalno konferenco s področja avtomobilske industrije.
Cilj letošnje konference »SEE Automotive – Connect&Supply« je, da poveže OEM proizvajalce, TIER1&2 podjetja in relevantne javne ustanove, da bi pomogli razvoj avtomobilske industrije v regiji SEE. Konferenca, ki bo potekala v hotelu Crown Plaza, je eno najpomembnejših strokovnih in poslovnih srečanj v tem delu Evrope na področju avtomobilske industrije. Dogodek bo priložnost za udeležence, da spoznajo trende podjetij v regiji in načrte proizvajalcev. Tako kot vedno, bodo organizirani tudi B2B sestanki, da bi se poslovni stiki dvignili na kar višjo raven.
Predhodne SEE Automotive konferencije so pomembno pomogle poslovnem razvoju avtomobilskih podjetij v regiji in pokazale, da obstaja potreba po tradicionalnem načinu sodelovanja in izmenjave izkušenj. Organizator konference, AC Serbia, je omrežje srbskih podjetij in organizacij, ki se ukvarjajo s proizvodnjo delov in komponent za avtomobile ali pa z zagotavljanjem storitev v

deluje v okviru Ministrstva znanosti, tehnološkega razvoja in inovacij. Od leta 2008. se sklad ukvarja z razvojem mladih talentov in je do danes dodelil več kot 40.000 štipendij in nagrad študentom in učencem srednjih šol.
www.srbija.gov.rs
Podjetje DoMi Eko Solar je začelo s proizvodnjo solarnih panelov za proizvodnjo električne energije v pogonu v bližini Velike Plane.
Gre za prvo tovarno za proizvodnjo fotonapetostnih panelov v Srbiji. Direktor in lastnik podjetja je pojasnil, da bo tovarna proizvajala dve vrsti panelov – od 450 kW, ki so namenjeni tako prebivalstvu kot gospodarstvu, ter od 550 kW, ki so načrtovani za solarne elektrarne večjih zmogljivosti. Proizvodna linija je polavtomatska in ima deset operaterjev v eni izmeni, planirajo pa zaposliti skupaj 45 delavcev v treh izmenah. Proizvodna linija je projektirana tako, da kapaciteto po potrebi hitro in enostavno poveča iz 100 MW na 200 MW ali 300 MW. Po planu se bodo paneli najprej prodajali na veliko v Srbiji in Evropski Uniji.

avtomobilskem sektorju. Vloga AC Serbia je povezovanje poslovanja in mreženje znanstvenih, razvojnih in javnih inštitucij pri zagonu skupnih razvojnih projektov, jačanju konkurenčnosti članic ter profitabilnem pozicioniranju v verigi vrednosti dobaviteljev mednarodnih proizvajalcev avtomobilov. Klaster indirektno vpliva na izboljšanje gospodarskega stanja v okviru celotnega sektorja dobaviteljev avtomobilov.
www.seeautomotive.com
Marec • 147 (3/2024) • Letnik 19 27 i Z reG ije
Proizvodne cene ohranjajo stabilnost
Proizvodne cene industrijskih proizvodov v decembru 2023 so v primerjavi z novembrom nižje za 0,8 odstotka, v primerjavi z decembrom 2022 pa so zadržale stabilnost, kažejo podatki Državnega zavoda za statistiko (DZS), objavljeni na portalu Glasa Slavonije.
Če se primerjajo proizvodne cene industrijskih proizvodov za industrijo skupaj, brez energije, so bile v decembru 2023 v primerjavi z novembrom nižje za 0,3 odstotka, v primerjavi z decembrom 2022 pa višje za 0,3 odstotka. Na domačem tržišču so bile proizvodne cene v decembru lani v primerjavi z novembrom nižje za 0,6 odstotka, v primerjavi z decembrom 2022 pa višje za 0,7 odstotka. Proizvodne cene industrijskih proizvodov na tujih trgih so v decembru lani v primerjavi s predhodnim mesecem padle za en odstotek, v primerjavi z decembrom 2022 pa za 0,8 odstotka. Na letni ravni so, po glavnih industrijskih grupacijah, proizvodne cene na domačem trgu porasle v trajnih proizvodih za široko potrošnjo za 3,7 odstotka, in v netrajnih proizvodih za široko potrošnjo za 2,7 odstotka. Istočasno so padle proizvodne cene v kapitalnih proizvodih za 1,7 odstotka in v intermediarnih proizvodih za 0,6 odstotka, medtem ko so v energiji ostale na isti ravni.
Po Nacionalni klasifikaciji dejavnosti (NKD) so v lanskem decembru v primerjavi z novembrom proizvodne cene v predelovalni

industriji padle za 0,9 odstotka ter v oskrbi z električno energijo, s plinom, paro in v klimatizaciji, za 0,3 odstotka. Istočasno so proizvodne cene v rudarstvu ter dobavi vode in oskrbi z vodo, odvajanju odpadnih voda, gospodarjenju z odpadki in dejavnostih sanacije okolja ostale na isti ravni. Na letni ravni so v decembru 2023 v primerjavi z decembrom 2022 proizvodne cene porasle v rudarstvu in izkopavanju za 4,6 odstotka, v oskrbi z električno energijo, s plinom in paro ter v klimatizaciji, za 2,9 odstotka, v oskrbi z vodo, odvajanju odpadnih voda, gospodarjenju z odpadki in dejavnostih sanacije okolja za 0,4 odstotka. Proizvodne cene so v predelovalni industriji istočasno padle za 0,4 odstotka, prenaša Glas Slavonije.
Tehnologija dronov
vse bolj
postaja
ključni igralec na trgu dela
Tehnologija dronov odpira nove perspektive in poslovne priložnosti. Droni so danes vse bolj prisotni, od svobodnih aktivnosti in snemanja filmov, do naprednega kmetijstva in akcij iskanja in reševanja. Kako se razvija prihodnost te industrije in kakšno je delo v njej, je na Tportalu.hr odkril Ivan Vidaković, soustanovitelj start-upa AIR-RMLD in strokovnjak za drone.
Inovacije, ki prihajajo iz start-up sektorja pogosto spreminjajo dinamiko trga in odpirajo nova delovna mesta, s čimer se podpirajo mali podjetniki ter ustvarja ugodno okolje za razvoj novih idej in inovacij. V tej smeri se je še leta 2011 odpravil Vidaković, ki se ukvarja z izdelavo dronov in z razvojem rešitve sledenja metana v zraku s pomočjo dronov. Ob podpori Modrega urada Zagreb je ustanovil Hexaworx in prek sodelovanja s kolegoma iz CRAFT-a, Markom Butrakovićem in Robertom Godrianom, stopil v svet filmske industrije, potem pa se je pojavila tudi priložnost za delo na razvoju sistema za pregled plinovodov. Ta projekt je prerastel v podjetje Air Rmld, ki ga je ustanovil s partnerjema Milanom Domazetom in Davorom Sladovićem.
Z Air Rmldom, pojasnjuje Vidaković, delajo na razvoju brezpilotnih sistemov za različne projekte strank, kot je pregled plinovoda z dronom za Plinacro ali razvoj dostave z dronom za HP. Prav tako se ukvarjajo z reševanjem problema komarjev v Slavoniji, za kar so bili nagrajeni na svetovnem tekmovanju v Ningbou na Kitajskem. Pred nekaj leti so uspešno izvedli pilotni projekt dostave z dronom za Hrvaško pošto, za povezanost Zadra z otokom Ugljanom, razvili pa so tudi sistem za pogozdovanje z dronom za ProjektO2.
Vidaković poudarja, da je bil pred samo šestimi leti dron privilegij posameznikov, medtem ko danes vse več uporabnikov in

podjetij v različnih vejah poslovanja prepoznava njihov pomen. Posebej poudarja prispevek Hrvaške gorske službe reševanja in njihove dron enote, ki je ob pomoči dronov ogromno prispevala pri iskanju poškodovanih in pogrešanih ljudi, ki jo je prepoznal in priznal vodilni proizvajalec dronov DJI. Vidaković poudarja, da imajo droni ključno vlogo v doseganju težko dostopnih mest in zagotavljanju hitre in učinkovite informacije. Ob tem, pravi, je bistven pomen sodelovanje med različnimi sektorji, da bi se izkoristil polni potencial dronov v različnih industrijah v prihodnosti. Največje spremembe pričakuje v kmetijstvu, kjer bo čez nekaj let za kmete postala njihova uporaba standard, s katerim si bodo izboljšali svoje delo. Vidaković poudarja tudi, da je njihovo podjetje postalo go-to podjetje v razvoju brezpilotnih rešitev na Hrvaškem, kar je rezultat kombinacije okoliščin. Sedaj prihajajo k njim različna podjetja, ki želijo izboljšati svoje poslovanje ali imajo lastne ideje, k jih želijo razviti, ali pa jim manjka izkušenj v industriji dronov. Ko gre za nadaljnji razvoj tehnologije, aktivno spremljajo inovacije in sodelujejo v raziskavah novih tehnologij, ki bi lahko izboljšale zmogljivosti dronov. Imajo tudi načrte za sodelovanje na novih projektih in so odprti za nove izzive, ki bodo izboljšali industrijo brezpilotnih sistemov na Hrvaškem in širše, piše Tportal.hr.

Marec • 147 (3/2024) • Letnik 19 28 i Z reG ije
Hrvaški Thorondrone pri koncu prodaje
prvega brezpilotnega sistema
Thorondrone, nagrajeno hrvaško start-up, ki je proces razvoja brezpilotnih letal s fiksnimi krili skrajšal za pet- do desetkrat, je ustanovil podjetje in je pri koncu prodaje svojega prvega brezpilotnega sistema, piše Jutarnji.hr.
Start-up Thorondrone sta leta 2022 zagnala Domagoj Ćorić in Antonio Butigan, kolega še iz študentskih dni. Povezala sta se s profesorjem Perom Prebegom in pod njegovim mentorstvom razvijala brezpilotno letalo za iskanje in reševanje. S tržnimi raziskavami za projekt sta ugotovila, da obstaja velika tržna potreba po specializiranih brezpilotnih sistemih za nadzor in spremljanje velikih območij. Na koncu sta razvila brezpilotno letalo za iskanje in reševanje pogrešanih oseb, ko pa se jima je priključil še Bruno Ćorić, so začeli delo na programski opremi za detekcijo pogrešanih oseb s pomočjo drona. Iz tega projekta je nastal današnji tim Thorondrone, ki sedaj šteje devet ljudi.
Začetno idejo so pomembno razširili, piše Jutarnji.hr, tako da njihov finalni, komercialni proizvod danes vključuje brezpilotno letalo, ki snema določeno območje, in programsko opremo na bazi umetne inteligence za podrobno analizo videoposnetkov, končna rešitev pa poveča raven avtonomnosti izvajanja časovno zahtevnih in operativno kompleksnih operacij, kot je iskanje pogrešanih oseb, vozil, živali in plovil, ali pa nadzora infrastruktur, prometa in

meja. Ustanovitelja start-upa poudarjata, da so njune programske rešitve edinstvene na tržišču, ker uporabljajo najnovejša znanja s področja multimodalne umetne inteligence, združujejo vizualne in tekstualne podatke ter ustvarjajo novi kanal komunikacije med operaterjem in brezpilotnimi letali. Za zdaj se, poudarjata, financirajo iz lastnih sredstev, v prihodnosti predvidevajo potrebo po investiciji, s katerimi bi po prvih prodajah imeli za nadaljnji razvoj, piše Jutarnji.hr.

Nova enostavnost neporušnih preiskav izdelkov in njihovih komponent.
TOPOMATIKA prodaja ZEISS METROTOM 1
kompakten merilni CT aparat, primeren za vsak merilni laboratorij
omogoča enostaven vstop v svet kompleksne tehnologije CT
omogoča enostaven potek merilnega procesa - od namestitve preizkušanca do analize v programski opremi ZEISS INSPECT X-Ray
vzdrževanje aparata je minimalno, prav taki pa so tudi stroški vzdrževanja
i Z reG ije
TOPOMATIKA d o o Industrijska ulica 3, Novaki HR-10431 Sveta Nedelja www topomatika.si Za brezplačen demonstracijski projekt se obrnite na Topomatiko po e-pošti digitalizacija@topomatika.hr ali pokličite tel. št. +385 1 349 60 10

Pionirji avtomatizacije na hrvaškem
HAHN Automation Group: vodilni proizvajalec od ročnih postaj do kompletnih proizvodnih linij
V Sveti Nedelji v bližini Zagreba smo izvedeli več o kompleksnih proizvodnih procesih proizvodnje avtomatiziranih linij, ki imajo pomembno vlogo pri povečanju učinkovitosti in varnosti številnih obratov po vsem svetu.
»Vse se je začelo v letu 2013, ko smo startali s samo nekaj zaposlenih,« je začel svojo zgodbo Petar Krznar, direktor HAHN Automation Group Hrvaška, člana znane grupacije v industriji avtomatizacije. Letos na Hrvaškem obeležujejo 10. obletnico, ob tej priložnosti smo se pogovarjali z njihovim vodstvom, ki nam je povedalo, kako se je vse začelo ter kako so postali del nemške grupacije, ki danes šteje skoraj dva tisoč zaposlenih v več kot 20 proizvodnih obratov po vsem svetu.
Na samem začetku so, kot poudarja Krznar, delili skupno zamisel o ustanovitvi lokalnega podjetja, sposobnega razvoja kompleksnih avtomatiziranih proizvodnih linij. Kmalu so vzpostavili sodelovanje z nemškim podjetjem HAHN Automation, s čimer so dobili dostop do najnovejših tehnologij in strokovnjakov z različnih področij. V naslednjih letih se je to sodelovanje krepilo

Marec • 147 (3/2024) • Letnik 19 30 p redstAvitev podjetj A hahn a utomation Group
in je majhno lokalno podjetje postalo del skupine, ki že 30 let ponuja strokovno znanje za to industrijo, obsežen portfelj projektov kot tudi globalno organizacijo osredotočeno na nudenje storitev iz enega vira.
Doslej so, nam je pojasnil vodja proizvodnje Marko Klinec, največji pomen postavljali avtomobilski industriji. V njej so ustvarili sodelovanje z vodilnimi svetovnimi tehnološkimi podjetji, kot so Continental, ZF, HELLA in številna druga. Sčasoma so jih tudi druge visokotehnološke industrije prepoznale kot zanesljivega in kompetentnega partnerja v implementaciji individualiziranih rešitev v avtomatizaciji lastnih procesov.


»Tim na Hrvaškem trenutno šteje več kot 60 specializiranih zaposlenih, vključno z inženirji avtomatizacije in konstruktorji. Naša industrija se nenehno spreminja in tudi mi z njo. Zato nenehno vlagamo v razvoj ljudi in tehnologij, tako da smo mi tisti, ki postavljamo trende,« je povedal Klinec. Dodal je, da so lani ustvarili veliko naložbo v avtomatizirano skladiščenje materiala in uvajanje novega .erp sistema, tudi za leto 2024 pa imajo velike načrte.
HAHN Automation Group predstavlja ne le primer uspešnega sodelovanja med Hrvaško in Nemčijo na področju industrijske avtomatizacije, temveč tudi dokaz kontinuirane rasti in prilagodljivosti tega sektorja. Njihova posvečenost inovacijam in razvoju zagotavlja, da bodo tudi v prihodnosti ostali na vodilnem mestu lji pri zagotavljanju vrhunskih rešitev v tej hitrorastoči industriji.

Marec • 147 (3/2024) • Letnik 19 31 p redstAvitev podjetj A hahn a utomation Group
www.hahnautomation.group
Hrvaški znanstveniki dali
vreden
prispevek k raziskavam
3D-tiskanja
Znanstveniki Fakultete za kemično inženirstvo in tehnologijo (FKIT) so v reviji 3D Printing and Additive Manufacturing objavili prispevek »Maximizing Mechanical Performance of 3D Printed Parts Through Process Parameter Optimization«, objavlja FKIT na svoji spletni strani.
Avtorji, pod vodstvom prof. dr. sc. Domagoja Vrsaljka in asistentov Ivana Karla Cingesara in Marijana-Pere Markovića, v članku predstavljajo, kako optimiziranje procesnih parametrov 3D-tiskanja, posebej z uporabo ABS in PETG materialov, vpliva na mehanične lastnosti tiskanih delov. Raziskali so vpliv variabel, kot so kot tiskanja, število zunanjih slojev in temperatura tiskanja na mehanične lastnosti 3D-tiskanih predmetov. Avtorji poudarjajo tudi pomembnost vpliva tehnik postobdelave, kot sta toplotna obdelava in kemična obdelava v acetonski komori, na mehanične lastnosti 3D-tiskanih predmetov.
Rezultati kažejo na pomembnost debeline sten, vpliva hitrosti tiskanja, pomena orientacije predmeta in adhezije med sloji na mehanične lastnosti. Tehnike postobdelave so pokazale različne vplive na mehanične lastnosti odvisno od polimerne matrice uporabljenega materiala. Raziskovanje je ustvarjeno kot plod sodelovanja na projektu OS-MI (KK.01.1.1.04.0006 – Projekt EU strukturnih in investicijskih skladov) ter na projektih DOK-2020-01-8955 in DOK-2021-02-5999 (projekti Hrvaške fondacije za znanost), poroča FKIT.
V sklopu projekta Scinergy
izbrano 100 podjetij, ki bodo ustvarjala inovativne projekte
V Zagrebu se je sredi februarja začel projekt Scinergy s ciljem dviga inovativnosti in konkurenčnosti hrvaškega gospodarstva skozi krepitev sodelovanja industrije in znanosti, objavlja zagrebška Fakulteta za elektrotehniko in računalništvo (FER) na svoji spletni strani.

Projekt Scinergy, ki ga izvaja Inovacijski center Nikola Tesla (ICENT) v sodelovanju z Ministrstvom za znanost in izobraževanje (MZO) in Svetovno banko, se je začel s konferenco v Zagrebu 14. in 15. februarja. Največja konferenca za povezovanje industrije in znanosti na Hrvaškem je zbrala številne predstavnike poslovne in znanstvene skupnosti, investitorje in odločevalce. Prvič so se v formatu »speed datinga« srečali predstavniki več kot 100 podjetij in več kot 100 vrhunskih znanstvenikov, ki so izmed kar 250 prijavljenih podjetij in 140 znanstvenikov na Hrvaškem izbrani za sodelovanje v projektu Scinergy. Drugi dan konference je vključil tudi delavnice Value Discovery, namenjene znanstvenikom in podjetjem, ki so se povezali prek »speed datinga« v toku prvega dne, ter Design Thinking za startupe nove generacije ICENT-ovega programa akademskega podjetništva Nuqleus in njihove mentorje. »Navedena vlaganja bodo prispevala daljnem razvoju praks prenosa tehnologije kot tudi razvoju novih tehnologij, inovacij v poslovanju in rešitev, ki bodo imela pozitiven vpliv na hrvaško gospo darstvo in društvo,« je izjavil Hrvoje Meštrić, direktor Uprave za znanost in tehnologijo v Ministrstvu znanosti in izobraževanja. Da bi podjetja lahko odgovorila na izzive gospodarstva, je pomembno graditi tudi kulturo inovacij, o čemer je na konferenci govoril Raješ Čandi (Rajesh Chandy), zadolžen za katedro za podjetništvo na London Business School in akademski direktor Wheeler inštituta za poslovanje in razvoj. Kako med podjetji in znanstveniki vzpostaviti sodelovanje, svoje izkušnje in vrsto uspešnih primerov je podelil prof. Hrvoje Pandžić, načelnik Zavoda za visoko napetost in energetiko na FER-u, medtem ko so o možnostih za financiranje sodelovanja podjetij in znanstvenikov udeležence informirali strokovnjaki iz MZO, HBOR, HAMAG-BICRO, EDIH CROBOHUB++ in AI4Health.Cro, poroča FER.

Marec • 147 (3/2024) • Letnik 19 32 i Z reG ije
Mednarodna industrijska sejma BIAM & VARJENJE 9.–12. april 2024
Zadovoljstvo razstavljavcev s sodelovanjem na sejmih
• kakovostna poslovna in marketinška dejavnost z realnim in neposrednim vplivom na izboljšanje uspešnosti na trgu
• strokovne in komercialne predstavitve, organiziranje poslovnih sestankov in srečanj, sodelovanje pri kongresnih dejavnostih
• prostorske, programske in promocijske ugodnosti ob prisotnosti velikega števila poslovnih obiskovalcev in medijev
Tematski sklopi sejmov
• tehnološki dosežki, novosti in inovacije na področju računalniško krmiljenih obdelovalnih strojev, strojev za obdelavo plastike in lesa
• robotika, inovativne IT rešitve, inženiring orodij in delov, material za strojno obdelavo, procesna oprema na področju varjenja
• izdelki in sredstva ter uporaba protikorozijske zaščite
BIAM
27. mednarodni sejem obdelovalnih strojev in orodij
VARJENJE
30. mednarodni sejem varjenja in protikorozijske zaščite
Projektni tim sejmov BIAM in VARJENJE 2024
Vodja projekta Specialist za sejme Višji komercialist
PIT North Macedonia 2024. bo 19. aprila v Skopju
To pomlad, 19. aprila 2024, nadaljujemo regionalno potovanje začetim v Beogradu, z novim ciklom PIT dogodkov. Naslednja destinacija je glavno mesto Severne Makedonije. Cilj zbiranja je združiti vrhunske strokovnjake iz industrije, proizvodnje in tehnologije ter promovirati partnerstvo in regijsko sodelovanje.
Analiza ekonomskih kazalcev od leta 2000 do 2021 kaže kontinuirano rast BDP v Makedoniji, od manj kot 2000 dolarjev, kolikor je znašal leta 2000 do blizu 7000 dolarjev leta 2021. Čeprav gre za pomembno rast, je ta še vedno daleč od svetovnega povprečja, ki je znašal več kot 13.000 dolarjev. Glede na dejstvo, da ima Makedonija, tako kot tudi Bosna in Hercegovina, velik deficit v zunanjetrgovinski izmenjavi, je treba opraviti analizo in dati predloge za njegovo zmanjšanje.
Statistični kazalci so razlog, da od strokovnjakov, industrialcev in uspešnih poslovnih ljudi izvede, kaj je treba narediti za intenziviranje industrijske proizvodnje. Poleg tega želimo govoriti tako o demografskih trendih kot tudi o tem, ali je izobraževalni sistem usklajen s potrebami industrije.
Bravaria Industrial Marketing predstavila koledar dogodkov za leto 2024

Velik je tudi neizkoriščeni potencial za sodelovanje med Bosno in Hercegovino ter Makedonijo. Poleg tega obstaja tudi dodatni motiv – prijateljstvo med makedonskim in bosansko-hercegovskim narodom veliko prispeva k intenziviranju gospodarskega sodelovanja.
Zdi se, da so ljudje v regiji v zadnjih tridesetih letih zbrali veliko ustvarjalne energije, ki se bo prej ali slej pokazala v obliki novih idej, intenziviranju industrijske proizvodnje, rasti poslovnega optimizma, kar bo razen na rast življenjskega standarda vplivalo tudi na spremembo negativnih demografskih trendov.
Odprimo novo poglavje partnerstva in sodelovanja. Se vidimo v Skopju 19. aprila 2024.
V Sarajevu začel delovati Selman
Selmanagić Institute of Wood Technology
Raziskovalno-razvojni center Selman Selmanagić Institute of Wood Technology raziskuje napredne rešitve na področju tehnologije predelave in uporabe lesa. Navdihnjen z modeli uspešnih institucij v razvitih državah, inštitut je utemeljen s ciljem doseganja visoke znanstvene in strokovne ravni v eksploataciji gozdov, predelavi lesa in njegovi napredni uporabi. »Naša raziskovanja se trudijo postaviti nove standarde, tako na nacionalni kot tudi na globalni ravni, za izboljšanje eksploatacije gozdov in kakovosti proizvodov od lesa, kar v končnici vodi k preobrazbi industrije,« poudarjajo ustanovitelji.

Bravaria Industrial Marketing, prva agencija za industrijski marketing v regiji, je objavila koledar dogodkov za leto 2024, namenjen proizvodnji, industriji in tehnologiji. Teme, ki so globalno obeležile predhodno leto in ostajajo še naprej aktualne, so Lean. Green. Digital. »Dogodki, ki jih organiziramo, postavljajo v ospredje človeka – to so interaktivna in delovna srečanja in tudi edinstveni strokovni forumi, na katerih imajo vsi prisotni enake možnosti udeležbe in učenja,« poudarja Samira Avdić, direktorica agencije. Več o koledarju na spletni strani agencije: www.bravaria.ba. www.bravaria.ba
Marec • 147 (3/2024) • Letnik 19 34 i Z reG ije
Prva izdaja Alma Ras Industry
Day 5. marca v Visokem
Prva izdaja Alma Ras Industry Day bo potekala 5. marca 2024 v Visokem, v Poslovni zgradbi podjetja Alma Ras. V tekmovalnem delu dogodka bodo sodelovali avtorji s področja dizajna. Cilj do godka je afirmirati dizajnerje in njihove proizvode (fashion dizajn, product dizajn, unikatni dizajn …). »To je izjemna priložnost, da kreativci predstavijo ideje ter pridobijo podporo in priložnost za napredek s pomembnim sporočilom Design thinking, ki premišlja dizajn in njegov prispevek,« poroča organizator. Namen je, da dogodek preraste v tradicionalnega. Načrtovani sta dve nagradi, di zajnerjem, katerih ideje bodo vsebovale potencial za proizvodnjo, pa bo ponujeno partnerstvo v realizaciji projekta.
Asociacija poslovnih žensk BiH od sedaj v Tešnju

Konec februarja je v Tešnju potekala ustanovna skupščina Asociacije poslovnih žensk, katere cilj je zbiranje žensk iz
Pod Hruševco 46 c, 1360 Vrhnika, Slovenija
Tel.: 01/ 565 94 40, Fax: 01/ 565 95 80
E-mail: info@uniplast.si, www.uniplast.si
Temperirne naprave serije eMold
Zasnovane za brizganje plastike in industrijsko uporabo do 200 °C
i Z reG ije
Bojo Metal prvi v BiH s strojem Hermle C40U z robotom za avtomatsko polnjenje

»Ponosni smo, da smo prvo podjetje v Bosni in Hercegovini, ki ima dva stroja Hermle C40U integrirana z robotom za avtomatsko polnjenje. Naša avtomatizirana proizvodnja, ki uporablja ta dva stroja Hermle C40U, dimenzij 800x700x700 mm, nam bo omogočila delati učinkoviteje in natančneje,« poudarjajo v podjetju Bojo Metal. Vlaganje v nove tehnologije je hkrati tudi vlaganje v ljudi, pri čemer ni cilj zmanjšati število zaposlenih, temveč jim omogočiti, da se lahko spopadejo z najnovejšimi tehnološkimi izzivi. Vlaganje v usposabljanje, znanje in veščine zaposlenih je nujno, da bi se gradila prihodnost v kovinski industriji.
Sleepweek – pionir trajnostne mode v BiH

Sleepweek je inovativna modna znamka spalnih oblačil in pionir trajnostne mode v BiH. Znamko podpisuje diplomirana ekonomistka in ekološko ozaveščena ljubiteljica mode Tamara Đurić, ki upravičeno nosi naslov modne inovatorke. Za izdelavo oblačil Tamara uporablja svilo pridobljeno iz pomarančne lupine. »Materiali nove generacije večinoma nastajajo iz stranskih produktov živilske industrije (fruit waste & food waste). To so materiali nastali iz lupine pomaranče, banane, aloe vere, lotusa, vrtnice, bambusa, soje (veganski kašmir). V procesu barvanja veganskih materialov se uporablja t. i. natural dying tehnologija oziroma tkanina se barva z uporabo rastlin,« je povedala Tamara.

Odpira se rudnik v Varešu in pričakuje
izvoz do 5 milijard evrov
Konec januarja se je v Varešu začelo izkopavanje rude, ki bi lahko vsebovala zlato, v okviru projekta, v katerega je vloženo več kot 200 milijonov evrov. Pričakuje se, da bo projekt prinesel oživitev tega zapuščenega in razseljenega območja. »Tukaj gradimo nekaj najsodobnejšega na svetu. Konec januarja smo začeli s proizvodnjo prve količine rude, vsak dan pa bomo povečevali količino, dokler ne pridemo do 65 ton na mesec, za kar pričakujemo, da se bo zgodilo v juliju letos,« je povedal za sarajevsko Oslobođenje Paul Cronin, direktor podjetja Adriatic Metals BH.
Marec • 147 (3/2024) • Letnik 19 36 i Z reG ije
F OTO : A D r IATI c Me TALS
Vse večje zanimanje za aplikacijo »Digitalni farmer«
»Digitalni farmer« je mobilna aplikacija, namenjena kmetom, ki jo je lani razvil tedaj srednješolec Kenan Mahmutagić. Vsebuje več kot 20 funkcij, ki se na različne načine trudijo povečati produktivnost kmetov. Izbrana je bila za najboljšo mobilno aplikacijo na lanskem Regijskem App izzivu, na katerem je sodelovalo po pet timov (Top 5) iz BiH, Srbije in Črne gore. »Na inovativen način se trudim okrepiti kmetijski sektor. Glavne funkcije so možnost spremljanja različnih parametrov v zemljišču in rastlinjaku s pomočjo tehnologije Internet of Things. Od trenutka objavljanja do danes se zanimanje samo povečuje,« je povedal Kenan.

Tovarna vredna 23 milijonov
KM in 200 novih delovnih mest v Cazinu

Na začetku leta je bil v poslovni coni Ratkovac v Cazinu slovesno obeležen začetek dela na izgradnji objekta avstrijske tovarne Asta. Novi poslovni objekt bo zasedel 20.000 kvadratnih metrov, od skupaj 50.000 kvadratnih metrov površine, ki jo je kupil avstrijski investitor v poslovni coni. »V preteklih treh let je bila zbrana vsa potrebna dokumentacija in so izdelani načrti za realizacijo tega pomembnega projekta, čeprav je podjetje že zdavnaj začelo z delom in sedaj zaposluje okrog 50 delavcev. Z dokončanjem novega objekta bo zaposlovalo med dvesto in tristo delavcev,« je izjavil Nermin Ogrešević, župan mesta Cazin.
Klub mladih Tignum obeležil
Mednarodni dan žena in deklet v znanosti

Klub mladih Tignum, pri Centru za izobraževanje in raziskovanje Nahla (v mestih Sarajevo, Bihać in Tuzla), je obeležil Mednarodni dan žena in deklet v znanosti z dogodkom »Ko poraSTEM, bom znanstvenica«. Dogodek si je zaslužil pozornost javnosti, njegov cilj pa je bil povečanje števila deklet, ki se izobražujejo in razvijajo kariero na področjih naravoslovja in tehničnih znanosti (STEM je kratica za »science, technology, engineering and mathematics« – »znanost, tehnologija, inženirstvo in matematika«). »Naša želja je večje vključevanje mladih žensk v znanstvena področja, da bi imele enako možnost pustiti sled lastnih znanstvenih dosežkov ter tako promovirati razvoj različnih disciplin, ki izboljšujejo kakovost življenja in napredek akademskih raziskovanj,« so poudarili v klubu Tignum.
Marec • 147 (3/2024) • Letnik 19 37 i Z reG ije
Serijska proizvodnja megavatnih modularnih elektrolizatorjev aeL
EcoLyzer omogoča pridobivanje zelenega vodika na terenu glede na potrebe
Zeleni vodik je ključni element za industrijo, mobilnost ter zagotavljanje električne energije in toplote pri doseganju podnebnih ciljev in implementaciji energetskega prehoda. Za proizvodnjo tega podnebno nevtralnega plina na stroškovno učinkovit in decentraliziran način, so potrebni učinkoviti elektrolizatorji. Ena izmed primernih rešitev je modularni sistem za alkalno tlačno elektrolizo EcoLyzer podjetja Ecoclean, ki ga je pred kratkim začelo serijsko proizvajati. Robustni elektrolizatorji, ki zahtevajo malo vzdrževanja tega globalno aktivnega podjetja, so na voljo kot razširljive samostojne rešitve in kot sistemi na ključ z močmi od 1 do 20 MW.
Po začetni izdelavi preizkuševališča za preizkušanje in validacijo elektrolitskih sestavov premera do 1.500 mm in maksimalne moči 500 kW ter po snovanju elektrolizatorja za serijsko proizvodnjo je podjetje Ecoclen sedaj začelo serijsko proizvodnjo sistemov EcoLyzer. Tehnologija teh kompaktnih elektrolizatorjev temelji na sistemu za alkalno elektrolizo pod tlakom, ki jo je v zadnjih desetih letih razvil in optimiziral Center za raziskave sončne energije in vodika Baden-Württemberg (ZSW). Ena izmed prednosti te preverjene in robustne tehnologije je to, da ne uporablja redkih surovin, kot so drage kovine ali redke zemlje. Elektrolizatorji, ki so zasnovani kot modularne enote, se lahko uporabljajo za izdelavo stroškovno učinkovitih sistemov moči 1 do 20 MW v neposredni bližini proizvodnje električne energije iz obnovljivih virov, kot so sončne, vetrne in hidro elektrarne ter se v prihodnosti lahko enostavno razširijo. Modularni princip ne omogoča le ekonomične proizvodnje elektrolizatorjev, temveč zagotavlja relativno kratke dobavne čase, ki so trenutno dvanajst mesecev. Robusten in vzdržljiv sistem lahko v standardni izvedbi proizvaja visokokakovostni vodik s sistemskim tlakom do 30 barov. Ker pa vse aplikacije ne zahtevajo tlaka 30 barov ali več, v podjetju Ecoclean trenutno dodajajo v svojo ponudbo še alkalne elektrolizatorje, ki delujejo pri atmosferskem tlaku. Ta rešitev ponuja stroškovne koristi, predvsem pri velikih kapacitetah proizvodnje zelenega vodika. Poleg elektrolizatorjev pa podjetje ponuja tudi druge storitve, kot so priprava vode, čiščenje vodika in komprimiranje, če je potrebno.
razširljiva rešitev za učinkovito proizvodnjo vodika na terenu
Razširljivost robustnih elektrolizatorjev, ki zahtevajo malo vzdrževanja, omogoča prilagoditev glede na zahteve številnih različnih aplikacij, kot so proizvodnja vodika kot proizvodne surovine, zamenjava za fosilna goriva, gorivo za CO₂ nevtralno mobilnost,

medij za shranjevanje električne energije proizvedene iz obnovljivih virov ali decentralizirane območne rešitve za dobavo električne energije in toplote. Zaradi tega predstavljajo idealno rešitev za industrijska in transportna podjetja ter dobavitelje energije in ponudnike podnebno nevtralnih energetskih sistemov.
Elektrolizatorji EcoLyzer omogočajo energijsko intenzivnim branžam industrije, kot sta jeklarstvo in kemična industrija, da na svoji lokaciji proizvajajo zelen vodik in to v zahtevanih količinah in kakovosti, kar zagotavlja veliko varnost dobav in logistično neodvi-

Marec • 147 (3/2024) • Letnik 19 38 N A pre DN e T eh NOLO g Ije
» Kompaktni EcoLyzer proizvaja zelen vodin na podlagi preverjene metode alkalne elektrolize, pri čemer modularna zasnova elektrolizatorjev omogoča njihovo ekonomično izdelavo in relativno kratke dobavne čase. Vir: Ecoclean
snost pri konkurenčnih cenah na kilogram vodika.
Na področju mobilnosti tako potniškega kot tudi tovornega prometa omogočata vodik, proizveden v alkalnih elektrolizatorjih, in zelena električna energija stroškovno učinkovito razogljičenje brez porabe surovin, kot so drage kovine in redke zemlje. Ne glede na to, ali vozilo poganjajo gorilne celice ali motor z notranjim zgorevanjem, sta hitro polnjenje in veliki dosegi dodatni prednosti, ki govorita prid vodika in njegove decentralizirane proizvodnje, zaradi česar je rešitev EcoLyzer še posebej zanimiva za lokalne oblasti in transportna podjetja, ki na primer želijo postaviti polnilnice za vodik.

» Zeleni vodik je nepogrešljiv pri doseganju podnebnih ciljev na področju industrije, mobilnosti ter dobave električne energije in toplote. Razširljivi megavatni elektrolizatorji EcoLyzer omogočajo stroškovno učinkovito postavitev visokozmogljivih sistemov, ki zahtevajo malo vzdrževanja za decentralizirano proizvodnjo zelenega vodika glede na potrebe. Vir: Ecoclean
UČINKOVITI SISTEMI ZA ČIŠČENJE IN RAZIGLEVANJE ZA RAZLIČNE INDUSTRIJSKE DELE IN KOMPONENTE.
www.ecoclean-group.net
www.ecolyzer.com
Proizvodnja električne energije iz sončnih in vetrnih elektrarn zelo malokrat sovpada s povpraševanjem. Pretvorba presežkov tako proizvedene električne energije preko elektrolize v vodik, ki se ga lahko enostavno shranjuje, pomaga pri stabilizaciji porabe električne energije, saj se vodik lahko pretvori nazaj v električno energijo z uporabo gorilnih celic, ko je to potrebno glede na proizvodnjo in porabo električne energije. Učinkovitost tega procesa je velikokrat neupravičeno kritizirana, vendar brez proizvodnje vodika se presežki energije iz obnovljivih virov ne morejo porabiti. Zeleni vodik je tudi pomemben gradnik pri dobavi elektrike in toplote stanovanjskim četrtim na decentraliziran in podnebno nevtralen način. Elektrika, ki se proizvaja s fotovoltaiko, je dobavljena uporabnikom in elektrolizatorju, ki presežke električne energije spremeni v vodik. Če je premalo sončne svetlobe, se električno energijo zagotavlja s pretvorbo vodika nazaj v električno energijo z uporabo gorilnih celic. Odpadna toplota, ki nastane pri tem procesu, se lahko uporablja za ogrevanje zgradb preko sistema daljinskega ogrevanja. Pri sistemih za ogrevanje s plinom je možno določen del zemeljskega plina nadomestiti z vodikom, kar omogoča povečanje deleža podnebno nevtralne energije v zgradbah. Zaradi velike rasti fotovoltaike in vetrnih elektrarn bo v prihodnosti imela proizvodnja vodika z zeleno električno energijo veliko bolj pomembno vlogo. Podjetje Ecoclean s svojimi alkalnimi elektrolizatorji EcoLyzer ponuja preverjeno rešitev, ki je na voljo povsod na svetu in združuje zanesljivost in zmogljivost z visoko stroškovno učinkovitostjo.
Izvedite več o naših izdelkih in storitvah na: ww w ecoclean-group.net



Marec • 147 (3/2024) • Letnik 19 39 N A pre DN e T eh NOLO g Ije
Programiranje robotov na platformi 3DEXPERIENCE
Program Robot programmer je ena izmed vlog oblačne storitve
3DEXPERIENCE DELMIA, ki ponuja napredne simulacijske rešitve z možnostjo programiranja robotov za rokovanje z materialom, varjenje, točkovno varjenje, vrtanje in barvanje. Ponuja 3D-virtualno okolje za izdelavo programa in validacijo delovanja robotske celice.
Z razvojem robotike se programerji srečujejo s čedalje večjimi izzivi v programiranju, še posebej kadar gre za usklajevanje dela več robotov in tekočih trakov. Bolj zahtevne naloge pomenijo tudi večje možnosti za napake in trke. Zato je premik programiranja iz realnega okolja v virtualni svet idealna rešitev.

Moderni izzivi programerjev
• Z nenehnimi izboljšavami in optimizacijami v proizvodnji se nam hitro zgodi, da prvotna postavitev robotske celice ne ustreza ali ni idealna za zahtevan čas cikla. Programerji pa pred prvim zagonom ne vedo, kako bodo vsi elementi delovali skupaj.
• Ko je robot že začel izvajati svoja dela, je uvajanje novosti v program brez možnosti priprave in pregleda programa pred ustavitvijo zelo draga. Če sprememb dobro ne preverimo s simulacijo, se nam lahko zgodi tudi to, da želene spremembe ne izpolnijo ciljev.
• Ko je celica že postavljena, je popravilo vsake napake drago, če poleg trka pride še do napačne postavitve, nas lahko to stane tudi veliko časa.
• Za optimalno delovanje več robotov hkrati morajo programerji enakomerno razporediti delo na vse vključene robote. Dobra razporeditev del pomeni boljši izkoristek proizvodnje.

Zakaj se programiranje seli iz proizvodnje
Premik programiranja iz proizvodnje v 3D-virtualno okolje nam takoj ponudi nekaj prednosti. Programerjem ni treba čakati, da se pripravijo vsa orodja prijemala in roboti, s programiranjem lahko začnejo z natančnimi 3D-modeli. Izberejo primerne elemente in zgradijo virtualno robotsko celico, ki jo preverijo s simulacijo. Medtem ko se pripravlja nov program, pa seveda proizvodnja teče nemoteno dalje. Ko se program prenese na robota, ta deluje predvidljivo, saj programer ve, kako si sledijo operacije, pozicije in
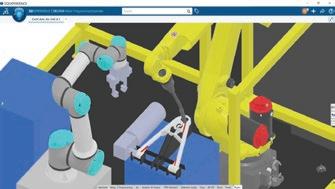
Marec • 147 (3/2024) • Letnik 19 40 N A pre DN e T eh NOLO g Ije
gibi, programer preveri že s simulacijo, kje so napake cenejše in se jih hitreje odpravi. Premik programiranja v virtualno okolje nam zmanjša tudi popravke same robotske celice, saj bi neprimernost vključenih modulov zaznali že med programiranjem.
programiranje v 3DeXperIeNce
S pomočjo obsežne knjižnice, ki vsebuje več kot 1800 robotov z že določeno kinematiko gibanja, programerji zgradijo robotsko celico, izdelajo program za posameznega robota, odpravijo napake in optimizirajo gibe robota. Vse to pa s pomočjo modernega uporabniškega vmesnika programa 3DEXPERIENCE. Pozicijo in doseg robota lahko preverijo s funkcijo »Auto place«, ki preveri vse možne postavitve in predlaga optimalno. Na voljo pa imajo še kar nekaj orodij, ki poenostavijo in pohitrijo programiranje, kot so: »gun selection«, »clash analysis« »trajectory optimization«.
Platforma 3DEXPERIENCE s svojimi vlogami združuje vse strani, vključene v pripravo celice in programa, omogoča sodelovanje. S funkcijo »Lifecycle« in funkcijami za sodelovanje ter spremljanje sprememb nam poenostavi timsko delo, zmanjša napake in pohitri pripravo proizvodnje. Omogoča več programerjem sodelovanje pri programiranju več robotov znotraj iste robotske celice.
Ker program ponuja napredno možnost simuliranja programa enega ali več robotov hkrati, to omogoča programerju, da lahko preveri vsak gib robotov in zagotovi, da se ti gibljejo po optimalni poti brez trkov. Če pride do napake v dizajnu, na primer, da z varilno pištolo ne dosežemo želene pozicije, lahko to napako jasno

dokažemo in odpravimo. Napake se odkrijejo zgodaj v procesu, ko so popravki še hitri in poceni. Z možnostjo simulacije varjenja, vrtanja in kovičenja je program primeren za najzahtevnejše stranke v avtomobilski in letalski industriji.
Robot programmer ponuja velik nabor prevajalnikov, s katerimi lahko izvozimo ali uvozimo program v jeziku robota. Nekaj prevajalnikov, ki so že vključeni v program Fanuc RJ/TPE; Motoman/ Yaskawa; Nachi; Kawasaki; Panasonic; Daihen; ABB RAPID S4C/ S4C+; C5; Kuka, Durr, Denso, Staubli, Universal, Mitsubishi in Kobelco in veliko več. S pomočjo VB.Net pa Robot programmer ponuja uporabnikom možnost prilagoditve prevajalnikov lastnim potrebam.































































































Marec • 147 (3/2024) • Letnik 19 41 N A pre DN e T eh NOLO g Ije
IB-CADDY d o.o Dunajska cesta 106 1000 Ljubljana tel.: 01 566 12 55 info@ib-caddy com www.ib-caddy com
Cloud Ser vices (oblačne
toritve) Upravljajte svoje SOLIDWORKS podatke na 3DEXPERIENCE platformi
SOLIDWORKS
s
DeLMIA 3DeXperIeNce Surface robot programmer (rSg)
Nam ponuja 3D-interaktivno okolje za izdelavo programa in simulacijo površinskih obdelav z robotom, kot so barvanje, poliranje, brušenje, peskanje. Surface Robot Programmer simulira izpostavljenost površine na obdelavo in nam ponuja vizualni prikaz obdelave v 3D-obliki.
Omogoča nam definicijo gibanja robota glede na površino, s parametri, ki vključujejo vhod in izhod robota v program in optimalno razdaljo med gibi. Pri peskanju ali nanosu barve s pištolo za barvanje nam program upošteva obliko šobe in pritisk. Pri premikih robota po površini pa nam grafično predstavi debelino in mesto nanosa materiala. Podpira tudi programiranje robota za elektrostatično barvanje.
glavne prednosti programa robot programmer
• Omogoča programiranje robota brez povezave.
• Postavitev virtualne celice zmanjša drage popravke.
• Lažja določitev optimalne postavitve robotske celice.
• Omogoča preverbo orodij in robotov v istem okolju.
• Omogoča komunikacijo in simulacijo med več roboti in drugimi napravami znotraj robotske celice.
• Simulacija programa pred prenosom na robota.
• Ponuja obsežno knjižnico z več kot 1800 roboti in krmilniki.
• Omogoča večkratno uporabo že zgrajenih celic.

• Programerji lahko z uporabo predlog shranijo in ponovno uporabijo strategije programiranja.
Robot Programmer nam jasno pomaga do bolj produktivne robotske celice ali proizvodne linije. Premakne programiranje iz proizvodnje in nam omogoča izdelavo programov brez trkov in napak, ki bi nas stale dodatnega časa in stroškov. Programerji s pomočjo platforme 3DEXPERIENCE omogoči sodelovanje z načrtovalci proizvodnje in do naprednih orodij za hitrejšo izdelavo robotske celice. Možnost za ponovno uporabo že obstoječih celic in programov nam prihrani ogromno ponavljajoči se nalog.
www.ib-caddy.com
5G v industriji
Miran Varga
Na pragu digitalne preobrazbe, ki jo poganjata četrta in delno peta industrijska revolucija, se omrežja in tehnologije 5G dokazujejo kot motor, ki poganja industriji 4.0 in 5.0 v območje brezhibne povezljivosti, učinkovitosti in inovacij.
Nobenega dvoma ni, da bodo imela mobilna omrežja 5G ključno vlogo pri pospeševanju razvoja industrije. S svojo neprimerljivo hitrostjo, izjemno nizko latenco in obsežno povezljivostjo je 5G več kot le nadgradnja omrežja oziroma povezljivosti; je gonilna sila nove dobe, v kateri industrija brez težav združuje fizično in digitalno. Proizvodnim podjetjem se po novem ne bo več treba zanašati na brezžična omrežja WiFi, v katerih je težko zagotoviti absolutno zanesljivost delovanja, posebej ko je vanje povezanih nekaj sto ali celo tisoč naprav. Rešitev so zasebna mobilna omrežja 5G – lasten frekvenčni pas na dodeljenem področju govori tako v prid izjemni hitrosti in zanesljivosti kot tudi bistveno večji varnosti. Do omrežja, podatkov in naprav v njem bodo lahko dostopali le pooblaščeni uporabniki ter naprave in nihče drug.
Na sejmu Mobile World Congress, ki je zadnji teden februarja potekal v Barceloni, so strokovnjaki iz sveta telekomunikacij obravnavali različne izzive pri uvajanju tehnologij 5G v industrijska okolja, od infrastrukturnih zahtev do vidikov kibernetske varnosti, in predstavili, kako industrije izkoriščajo 5G za optimiza-

cijo proizvodnih procesov, izboljšanje upravljanja dobavne verige in povečanje splošne operativne agilnosti. Številni primeri dobrih praks so pokazali, kako tehnologije in omrežja 5G revolucionarno spreminjajo industrijske prakse, od napovednega vzdrževanja s
Marec • 147 (3/2024) • Letnik 19 42 N A pre DN e T eh NOLO g Ije
senzorji interneta stvari in umetno inteligenco do aplikacij razširjene resničnosti pri usposabljanju in vzdrževanju.
Več kot le nadgradnja telekomunikacij
Omrežja 5G so naslednji razvojni korak, so nadgradnja obstoječih standardov mobilnih komunikacij oziroma omrežij 2G, 3G in 4G, kot jih poznamo uporabniki. V novih mobilnih omrežjih je podatke mogoče prenašati še hitreje. Pa morebiti približno 10-kratni prirast hitrosti sploh ni njihova največja vrlina. Razvoj standarda mobilnih komunikacij 5G se namreč ne osredotoča le na digitalno povezljivost ljudi, temveč tudi na komunikacije med senzorji, napravami in stroji v internetu stvari. Prav ste prebrali, mobilna omrežja 5G so prva mobilna omrežja, ki so bila zasnovana tudi z mislimi na obsežno industrijsko rabo. Z največjo hitrostjo prenosa podatkov 20 Gb/s je 5G do 20-krat hitrejši od 4G, pri čemer podatke lahko prenaša z izjemno majhno zakasnitvijo ene milisekunde (praktično brez zamude) in je skoraj tako zanesljiv kot prenos podatkov po žicah – z deklarirano zanesljivostjo do 99,9999 odstotka!
To pa vodi do še enega mejnika. Prvič v zgodovini je namreč prek mobilnih omrežij (5G) mogoče izvajati t. i. kritične komunikacije v realnem času. V praksi to pomeni, da lahko aplikacije, ki morajo delovati popolnoma zanesljivo in varno, podjetje izvaja brezžično s 5G. Slednje velja tako za daljinsko vodeni žerjav kot za celoten proizvodni obrat. 5G odpira nova področja uporabe v industriji, kjer je bila v preteklosti zmogljivost drugih brezžičnih tehnologij, kot je Wi-Fi, pomanjkljiva.

prilagojena za internet stvari
Število naprav, povezanih v internet stvari, je zdaj večkrat večje od števila dejanskih človeških uporabnikov interneta. Strokovnjaki ocenjujejo, da bo že prihodnje leto na svetu več kot 70 milijard povezanih naprav, od katerih se jih veliko uporablja prav v industrijskih aplikacijah. Omrežja 5G, tako javna kot zasebna, bodo ključni element avtomatizacije in povezljivosti ter praktično nujen (pred) pogoj za pametno tovarno prihodnosti. V sodobnih tovarnah je lahko že en sam stroj opremljen z več sto senzorji – kar pa za omrežja 5G ni težava, saj lahko na območju kvadratnega kilometra zagotovijo več milijonov povezav. Ne glede na to, koliko naprav in senzorjev želi »govoriti« v industrijskem internetu stvari, jim bodo omrežja 5G kos – tako v tovarnah kot v (pametnih) mestih.
Varna in bolj prilagodljiva proizvodnja
V viziji tovarne prihodnosti ne bo mogoče premikati le tal, stropa in sten. Tudi vse druge komponente in stroji bodo (še bolj) prilagodljivi, prenosljivi in jih bo mogoče zlahka preoblikovati. Bistvena zahteva za to je visoko zmogljiva brezžična infrastruktura, ki omogoča učinkovito komunikacijo med ljudmi, stroji in napravami. 5G bo omogočil izvajanje povsem novih proizvodnih konceptov. To gre z roko v roki z nadaljnjo kvalifikacijo delavcev: peta generacija
Omrežja 5G v številkah
Na sejmu MWC smo lahko prebrali tudi nekaj zanimivih statističnih podatkov. Konec leta 2023 so omrežja 5G delovala v 114 državah po svetu, za pokritost s signalom je skrbelo 4,8 milijona baznih postaj, zanje pa je skrbelo točno 300 mobilnih operaterjev. Tudi število uporabnikov, ki že uporabljajo mobilne storitve v omrežjih 5G, strmo narašča – ob koncu lanskega leta se je številka ustavila pri 1,6 milijarde. To so absolutne številke, kaj pa relativizacija napredka, doseženega glede na leto poprej? Praktično vsi kazalniki so v lani »poskočili« za vsaj četrtino, kar je dober obet za industrijo telekomunikacij. S tem, ko bodo omrežja 5G v večji meri začela uporabljati še proizvodna podjetja, pa si lahko obetamo še večjega »pospeška«.
mobilnih komunikacij lahko racionalizira in izboljša delo zaposlenih v proizvodnji in logistiki.
Eden od primerov uporabe 5G v proizvodnji so mobilne tablice, ki zaposlenim omogočajo prilagodljivo povezavo z različnimi sistemi in napravami ter podpirajo celo varnostno kritične aplikacije, kot so stikala za izklop. Danes so te naprave običajno stacionarno pritrjene na vsak stroj. S 5G je mogoče število teh naprav zmanjšati, kar bi posledično zmanjšalo stroške. Hkrati bi se izboljšali delovni pogoji za delavce, saj bi jim omogočili hiter in varen dostop do strojev. Tudi t. i. obogatena resničnost v navezi s tehnologijami 5G prinaša nekaj izjemnih prebojnih rešitev: zaposleni lahko na primer s pametnimi AR-očali, povezanimi prek omrežja 5G, vidijo informacije o stanju stvari pred njimi v realnem času, poleg tega pa se jim lahko pred očmi izrisujejo še druge uporabne informacije, kar jim omogoča optimalno spremljanje in servisiranje strojev. Poleg tega je mogoče z uporabo omrežja 5G preprosto povezati in v proizvodnjo vključiti transportne sisteme brez voznika.
podatki so (vedno) na varnem
V primeru proizvodnih podjetij je že v času, ko večina podjetij prehaja na poslovanje iz (računalniškega) oblaka, slišati veliko pomislekov. Številna podjetja in tovarne želijo imeti podatke pri sebi, pod popolnim nadzorom. In to jim omrežja 5G tudi omogočajo. Tako kot zagotavljajo varen prenos podatkov do storitev in aplikacij v oblaku (in nazaj), tako imajo lahko upravljavci tovarn vse ustrezne varnostne vidike pod lastnim nadzorom. Če je na primer javno omrežje preobremenjeno, bodo lokalna omrežja 5G še vedno lahko delovala in nadzorovala celoten sistem. Pravila o tem, kdo ima dostop do katerih specifičnih komponent in podatkov, so jasno definirana in sistemi ter aplikacije se jih držijo kot pribiti. Na ta način podjetja zmanjšajo tveganja in zagotovijo suverenost podatkov. Podatki se po potrebi pošiljajo prek interneta in javnih omrežij z uporabo namenskih vmesnikov in jih je mogoče nenehno spremljati, pri čemer je vsa komunikacija močno kriptirana in za vsakogar, ki bi jo delno ali v celoti prestregel, brez ustreznih ključev neuporabna.
Vse enostavnejša implementacija
5G očitno pospešuje uvajanje industrijskega interneta stvari in daje dodaten zagon novi industrijski revoluciji. Nadzorne enote in senzorji, ki so nameščeni v objektih in strojih ter vzdolž logističnih verig, imajo koristi od tega hitrega in zanesljivega prenosa podatkov v realnem času. Vendar pa morajo biti stroji sposobni komunikacije v svetu 5G. Ponudnikov in rešitev, ki obstoječo infrastrukturo v proizvodnih halah, vključno s stroji in sistemi, pripravi na sodobni komunikacijski standard, je iz dneva v dan več. Rešitve so vse enostavnejše za implementacijo in cenejše. Izgovorov, zakaj ne bi zgledno uredili (tele)komunikacij v proizvodnem obratu in mu omogočili boljše delovanje in nadaljnji razvoj, pa je vsak dan manj. [ Foto: Miran Varga ]
Marec • 147 (3/2024) • Letnik 19 43 N A pre DN e T eh NOLO g Ije
Jernej Kovač
Inovativni napredek inteligentne robotike za varno delovanje in zmanjšanje izdatkov
Norveški samorog Cognite razvija industrijsko podatkovno platformo interneta stvari, ki omogoča digitalno preobrazbo težkih industrij. Z generativno umetno inteligenco so izdelali izboljšano izkušnjo raziskovanja podatkov za povečanje učinkovitosti analize temeljnih vzrokov in drugih poslovno kritičnih delovnih tokov. Hkrati pa so s švicarskim podjetjem ANYbotics, vodilnim podjetjem na področju robotike, specializiranim za razvoj naprednih štirinožnih robotov za industrijski nadzor, podpisali memorandum o soglasju. Družbi bosta raziskali skupne možnosti za inovacije in integrirane robotske rešitve namenjene zlasti za energetiko ter proizvodno industrijo.
Podjetje Cognite, svetovno priznano vodilno podjetje na področju industrijske programske opreme, je objavilo izboljšave uporabniškega vmesnika in posodobitve funkcij svoje osrednje platforme za industrijski podatkovni operacijski sistem, Cognite Data Fusion. Najnovejša izdaja, ki jo poganja umetna inteligenca Cognite, bistveno izboljšuje izkušnjo raziskovanja podatkov. Industrijskim uporabnikom omogoča, da hitreje najdejo podatke, ki jih potrebujejo, in pridobijo dragocene vpoglede, kar prinaša večjo učinkovitost in produktivnost pri vsakodnevnih opravilih. Tri glavne prednosti najnovejše izdaje Cognite Data Fusion so analiza

» Industrial Canvas zagotavlja vrhunsko izkušnjo brez kode za pridobivanje vpogledov iz različnih virov podatkov in spodbujanje visokokakovostnih odločitev za optimizacijo proizvodnje, vzdrževanje, varnost in trajnost.
Industrial Canvas je zgrajen na vodilni tržni osnovi Industrial DataOps v okviru Cognitove osrednje platforme Cognite Data Fusion in ga poganja Cognite AI, celovit nabor zmogljivosti generativne umetne inteligence. S platformo Industrial Canvas Cognite omogoča, da so vpogledi iz različnih virov podatkov na voljo vsem, na vseh ravneh organizacije, za enostavno izdelavo aplikacij za posebne primere uporabe. S tem se zmanjša čas, porabljen za iskanje podatkov, in poveča čas, porabljen za sodelovanje, kar za 90 % pospeši kakovostne poslovne odločitve. Foto: Cognite
» ANYmal X je avtonomno zajemal podatke o pregledih prek sistema Cognite Data Fusion na platformi Valhall. Foto: ANYbotics
temeljnih vzrokov (RCA), iskanje industrijskih podatkov z generativno umetno inteligenco in izboljšana uporabniška izkušnja. Industrial Canvas, intuitivni, sestavljivi, vizualni delovni prostor, ki revolucionarno spreminja raziskovanje in vizualizacijo podatkov, se zdaj neposredno povezuje z orodjem za izdelavo diagramov in analitiko Cognite Data Fusion, kar procesnim inženirjem in drugim, ki sodelujejo pri RCA, odpravljanju težav in načrtovanju, omogoča izvajanje analize časovnih vrst brez kode skupaj s podatki senzorjev v realnem času znotraj interaktivnih diagramov cevovodov in instrumentov P&ID. Uporabniki lahko preprosto vzpostavijo pravila za te podatke v realnem času in so obveščeni, ko se pojavijo odstopanja, povzemajo in iščejo dokumente prek umetne inteligence Cognite ter uporabljajo nabor orodij z industrijskimi oblikami in procesnimi deskriptorji za jasnejšo komunikacijo pri izvozu rezultatov RCA v datoteko pdf. To posledično pomaga skrajšati čas, ki je potreben za dokončanje kritične analize in odzivanje na okvare opreme ali druge dogodke neproduktivnega časa. Analiza temeljnih vzrokov pogosto zahteva sodelovanje več uporabnikov iz različnih področij. V ta namen Industrial Canvas
Marec • 147 (3/2024) • Letnik 19 44 N A pre DN e T eh NOLO g Ije
zagotavlja napredno upravljanje in določanje različic, kar zagotavlja učinkovit in varen način sodelovanja, vključno z obnavljanjem starejših različic ter zaklepanjem platna za preprečevanje neželenih sprememb.
»Funkcije umetne inteligence v Industrial Canvas omogočajo, da podatki »govorijo človeško«. Procesnemu inženirju ni več treba skakati med podatkovnimi in analitičnimi aplikacijami, da bi našel odgovore. Preprosto mora postaviti vprašanje,« je pojasnil Moe Tanabian, glavni produktni direktor v podjetju Cognite. »Nativne zmožnosti umetne inteligence platna Industrial Canvas omogočajo

» Arhitektura ANYmal - Cognite Data Fusion zagotavlja racionalizacijo industrijskih podatkov. Foto: ANYbotics
vsem v organizaciji, da z minimalnim naporom ustvarijo močne, na podatkih temelječe pripovedi, kar za 10-krat poveča učinkovitost industrijskih delovnih procesov,« je sklenil Tanabian.
Z generativno umetno inteligenco do industrijskih podatkov
Ta intuitivna funkcionalnost izboljša uporabniško izkušnjo in poenostavi interakcijo s kompleksnimi podatkovnimi modeli, saj uporabnikom omogoča raziskovanje in pregledovanje podatkov v

» ANYbotics in Cognite sta svoje partnerstvo predstavila novembra lani na dogodku ENLIT Europe v Parizu. Foto: ANYbotics
Ko uporabniki raziskujejo podatke, jih lahko za nadaljnjo vizualizacijo in analizo brez težav odprejo v orodju Industrial Canvas in drugih analitičnih orodjih v programu Cognite Data Fusion. Kopilot, ki ga poganja umetna inteligenca, uporabnikom omogoča iskanje informacij z zastavljanjem večplastnih in zapletenih vprašanj v človeškem jeziku, povzemanjem dokumentov ali izvajanjem semantičnega iskanja v dokumentih. To olajša raziskovanje podatkov, ne da bi bilo treba dodajati napredne filtre ali biti strokovnjak za uporabniški vmesnik.
Meni in informacijska arhitektura programa Cognite Data







Since 1999




N A pre DN e T eh NOLO g Ije
printerjev, - 3D tiskanje plastike in kovine.
- Od enostavnih komponent do kompleksnih sestavov, - Najbolj napredni 3D programi.
- Najnovejši 3D skenerji na tržišcu z izjemnim “price-performance” razmerjem,
3WAY d.o.o., Zbiljska cesta 4, 1215 Medvode Kontakt: info@3way.si 01 3617 014 www.3way.si
- Profesionalne in dostopne rešitve za digitalizacijo.
zmanjšuje krivuljo učenja in pospešuje čas doseganja vrednosti. Kot nova standardna funkcija bodo vodniki za uvajanje na voljo ob izdaji vseh novih funkcij, zmogljivosti ali posodobitev v okviru platforme od zdaj naprej.
Sodelovanje z ANYbotics pri zagotavljanju integrirane rešitve za pregledovanje z robotiko
Poslovna sistema ANYbotics in Cognite sodelujeta pri zagotavljanju celovite, integrirane rešitve za pregledovanje robotov. Integrirana rešitev ANYmal~Cognite Data Fusion izboljšuje preglede na daljavo in omogoča delovanje brez posadke, saj zagotavlja avtonomno zbiranje in analizo podatkov o stanju sredstev v realnem času. Globalna uvedba v letu 2024 bo namenjena naftni in plinski industriji, energetiki in komunalnim storitvam, kemični industriji ter kovinski industriji, pri čemer bo zagotavljala skalabilno rešitev brez uporabe za izboljšano operativno odličnost, varnost in sprejemanje odločitev na podlagi podatkov brez primere.
»Z združitvijo edinstvene rešitve za avtonomne robotske preglede podjetja ANYbotics z zmogljivo Cognitovo platformo Cognite Data Fusion želimo na novo opredeliti možnosti pri industrijskih pregledih na daljavo, ki omogočajo sprejemanje odločitev na podlagi podatkov brez primere. To sodelovanje odraža našo zavezanost k zagotavljanju neprimerljive vrednosti našim strankam z inovativnimi, integriranimi rešitvami,« je dejal Satschin Bansal, globalni podpredsednik za partnerstva v podjetju ANYbotics.

» Švicarsko podjetje ANYbotics od leta 2016 razvija inovativne, inteligentne in integrirane robotske rešitve, ki izboljšujejo življenje delavcev, povečujejo produktivnost in podpirajo bolj trajnostne industrijske objekte. ANYbotics v sodelovanju z vodilnimi svetovnimi tehnološkimi podjetji zagotavlja avtonomne, avtomatizirane, celovite robotske rešitve za pregledovanje, za kompleksna, nevarna in eksplozivna industrijska okolja, za upravljavce velikih sredstev. ANYbotics je hitro rastoče podjetje z več kot sto trideset zaposlenimi, ki se osredotoča na podporo potrebam po pregledih delavcev na področju nafte in plina, energetike, energije, rudarstva, predelave, kemikalij, transporta in gradbeništva. Foto: ANYbotics
Integracija umetne inteligence, robotike in podatkov je bistveno izboljšala preglede in spremljanje na daljavo za industrijske objekte. Vpogledi v realnem času in napovedno vzdrževanje pomagajo odkrivati težave, preden postanejo kritične. To zmanjšuje stroške pregledov, povečuje varnost in omogoča delovanje brez posadke 24 ur na dan, 7 dni v tednu v nevarnih okoljih.
Neprekinjeno in natančno spremljanje zagotavlja večjo produktivnost ter podpira učinkovito odločanje na podlagi podatkov in razširljivost za optimizacijo delovanja. Opolnomočenje operaterjev temelji na zagotavljanju dostopnih, zanesljivih in integriranih podatkov.
Podjetji ANYbotics in Cognite sta sodelovali pri zagotavljanju celovite, avtomatizirane celovite robotske rešitve, ki omogoča avtonomno, oddaljeno zbiranje, integracijo in analizo podatkov o

» Cognite je svetovno priznano vodilno podjetje na področju industrijske programske opreme z jasno vizijo: hitro opolnomočiti industrijska podjetja z dostopnimi, zanesljivimi in kontekstualiziranimi podatki ter spodbuditi celovito digitalno preobrazbo industrijskih panog z veliko premoženja. S svojo vodilno platformo Industrial DataOps, Cognite Data Fusion in obsežnim naborom zmogljivosti industrijske generativne umetne inteligence Cognite AI olajša odločevalcem dostop do kompleksnih industrijskih podatkov in njihovo razumevanje. Cognite Data Fusion je uporabniku prijazna, varna in razširljiva platforma, ki uporabnikom industrijskih podatkov in domen omogoča hitro in varno sodelovanje pri razvoju, uvajanju in razširjanju rešitev Industrial Generative AI, ki zagotavljajo dobičkonosnost in trajnost.
splošni učinkovitosti opreme. Združevanje zmogljivosti sistemov ANYmal ali ANYmal X in Cognite Data Fusion olajša uporabo kompleksnih industrijskih podatkov za doseganje operativne odličnosti. Integracija podatkov prek vmesnika ANYmal API poenostavi preglede, zbiranje podatkov in sprejemanje odločitev. Sodelovanje in medsebojno dopolnjevanje vrhunske tehnologije in operativne odličnosti pospešuje digitalizacijo, omogoča delovanje na daljavo in utira pot sredstvom brez posadke. »Ta skupna ponudba je rezultat obsežnega tehničnega in komercialnega sodelovanja med podjetjema ANYbotics in Cognite. Izkorišča naše ključne kompetence in zagotavlja celovito rešitev, ki optimizira industrijske operacije,« je še poudaril Satschin Bansal.
ANYmal, ANYboticsova celovita robotska rešitev za pregledovanje, je robustna, avtonomna in okretna rešitev za pregledovanje s pripravljenimi visokokakovostnimi senzorji. Avtomatizira zbiranje podatkov v realnem času, olajša lociranje opreme, analitiko in poročanje ter izboljšuje digitalne dvojčke.
Cognite Data Fusion, Cognitova vodilna platforma DataOps na trgu, je enostavna za uporabo, varna in razširljiva platforma, ki izkorišča svoje generativne zmogljivosti umetne inteligence za konsolidacijo in kontekstualizacijo vseh operativnih, tehničnih in tradicionalnih IT-podatkov.

» Najnovejša izdaja programa Cognite Data Fusion zagotavlja iskanje in analizo industrijskih podatkov, ki jo poganja generativna umetna inteligenca, ter izboljšano uporabniško izkušnjo za izboljšanje produktivnosti in pospešitev časa za doseganje vrednosti. Foto: Cognite
Omogočanje brezpilotnega delovanja za kompleksne predelovalne obrate
Najnovejša uporaba rešitve ANYmal~Cognite Data Fusion je bila izvedena v Severnem morju na Valhallu, ploščadi za pridobivanje nafte in plina, ki jo upravlja družba Aker BP. Uvedba je po-
Marec • 147 (3/2024) • Letnik 19 46 N A pre DN e T eh NOLO g Ije
udarila prednosti izvajanja pregledov v nekdanjih območjih prek digitalnega dvojčka in je vključevala začetek, prekinitev, preiskavo in nadaljevanje misije.
Rešitev ANYmal~Cognite Data Fusion omogoča delovanje kompleksnih predelovalnih obratov brez posadke. Prispeva k razvoju bolj racionaliziranih in izpopolnjenih pristopov k industrijskim procesom in je bistvenega pomena pri strategijah inšpekcijskih pregledov na daljavo za upravljavce, kot je družba Aker BP. »S povezovanjem sistema ANYmal z drugimi, kontekstualiziranimi operativnimi podatki z uporabo sistema Cognite Data Fusion in ANYmal API lahko industrijske organizacije bolje uporabljajo svoje podatke in robote. To pomaga povečati varnost, omogočiti
delo na daljavo in povečati splošno učinkovitost,« je izpostavil Elias Bjørne, produktni vodja družbe Cognite
Rešitev ANYmal~Cognite Data Fusion je na voljo kot razširljiva standardna možnost. Podjetji ANYbotics in Cognite jo bosta letos začeli ponujali po vsem svetu. Sprva bo sicer osredotočena na naftno in plinsko industrijo, energetiko in komunalne storitve ter kemično in kovinsko industrijo.
ANYbotics in Cognite pričakujeta, da bosta uporabnost rešitve ANYmal~Cognite Data Fusion razširila na dodatne panoge, ko se bo sprejemanje nadaljevalo, kar bo spodbujalo inovacije in spodbujalo novo dobo povezanih in inteligentnih industrijskih operacij.
Digitalne učne tehnologije industriji v pomoč
Jernej Kovač
Skills.move je učna platforma podjetja EIT Manufacturing, ki podpira evropsko proizvodno industrijo pri izpopolnjevanju in preusposabljanju sedanje in prihodnje delovne sile. To počne tako, da posameznikom zagotavlja enostaven dostop do prilagojene učne izkušnje. EIT Manufacturing in podjetje Edunao skupaj ustvarjata prvo evropsko digitalno učno platformo na področju proizvodnje.
Digitalna učna platforma, ki je v skladu z vnaprej opredeljenimi potrebami industrije začela delovati leta 2021, ponuja številne tečaje za tiste, ki želijo izpopolniti svoje znanje v proizvodni industriji. Največja evropska inovacijska skupnost na področju proizvodnje EIT Manufacturing, ki jo podpira Evropski inštitut za inovacije in tehnologijo (EIT), organ Evropske unije, se je pri uvajanju in zagonu Skills.move leta 2021 kot rešitve programske opreme kot storitve (SaaS) zanesla na svojega tehničnega partnerja Edunao. Edunao je prevzel tudi nadzor nad gostovanjem in vzdrževanjem Skills.move. »Rezultat sodelovanja med podjetjema EIT Manufacturing in Edunao je bil razvoj rešitve Skills.move, ki odpravlja vrzel v znanju in spretnostih ter spodbuja proizvodno industrijo k bolj inovativni in trajnostni prihodnosti,« je pojasnila Caroline Viarouge, izvršna direktorica EIT Manufacturing.
Rešitev, ki sta jo razvili obe strani, zajema celotno vrednostno verigo spletnega učenja: objavo katalogov, predstavitev tečajev, spletni nakup, popolno izkušnjo poučevanja in učenja ter namensko poslovno obveščanje za spremljanje uspešnosti učenja in poslovne učinkovitosti. V zadnjih treh letih od začetka delovanja je na Skills. move svoja znanja v evropski industriji izboljšalo več kot 7.500 posameznikov iz industrije. »Zagotavljanje ključnega digitalnega sredstva EIT Manufacturing za izpolnjevanje njegovega poslanstva je bila za ekipo Edunao odlična izkušnja. Edunao je ponosen, da je razvil eno najzahtevnejših spletnih platform za poučevanje in učenje v Evropi. Skills.move je prebojna uporabniku prijazna rešitev Saas, ki združuje odprtokodne tehnologije Moodle skupaj z rešitvami Intelliboard Data in e-trgovino. V nekaj več kot treh letih se je rešitev izkazala kot referenčna v evropskem industrijskem ekosistemu,« je dodal Cyril Bedel, izvršni direktor podjetja

» Učna platfotma je prilagojena akterjem v industriji. Delavci potrjujejo znanja in spretnosti, preizkušajo dosežke in se povezujejo z EIT Manufacturing skupnostjo. Študentje se prek platforme povezujejo z akterji v proizvodnji, spoznavajo nove tehnologije in razvijajo nove spretnosti. Podjetja upravljajo razvoj zaposlenih, ocenjujejo rezultate izpopolnjevanj ter nalagajo in (so) ustvarjajo vsebino na platformi, ki je pripravljena za uporabo. Skills.move služi pedagogom za navdihovanje študentov in učencev z vsebinami STEM, učne vsebine uporabljajo v svojem delovnem okolju, prek platforme pa lahko ustvarjajo in razširjajo svojo mrežo. Več o platformi na www.skillsmove.eu.
Edunao. Edunao je vodilni ponudnik spletnih platform za uspešno poučevanje in učenje za stranke v več kot 20 državah. S svojimi rešitvami dnevno pomagajo več kot 3 milijonom uporabnikov uspešno odkrivati, se učiti ter prakticirati izpolnjujočo izkušnjo učenja znanja.
Marec • 147 (3/2024) • Letnik 19 47 N A pre DN e T eh NOLO g Ije
Andrej Kajfež
Varnost električnih vozil
Ob vedno bolj pogostejši uporabi različnih vrst in znamk električnih vozil, se verjetno vsi pogosto sprašujemo kako varna so ta vozila ob trkih, ali pri polnjenju baterij. Večkrat je bilo že omenjeno, da električna vozila v prometnih nesrečah zagorijo in da je tako vozilo zelo težko pogasiti. Za take posege na cestah morajo biti tudi primerno usposobljene tudi gasilske enote. Običajno uporabniki pomislimo na spontane samovžige, eksplozije in pregrevanje baterijskih sklopov kot eno najpomembnejših vprašanj varnosti električnih avtomobilov.
Tako kot pri avtomobilih z bencinskimi ali dizelskimi motorji je vzrok vžiga električnega ali hibridnega avtomobila največkrat okvara na električni napeljavi. To pomeni, da redko pride do požara zaradi (samo)vžiga litij-ionskih baterij oziroma modulov, v teh sicer precej redkih primerih pa so med vzroki največkrat fizične poškodbe baterijskih celic ali okvare stikal oziroma sistema za nadzor polnjenja.
postopki gašenja
Gašenje električnih avtomobilov in tudi drugih vozil na alternativni pogon predstavlja določeno tveganje v primerjavi z gašenjem vozil na fosilna goriva. Tveganje predstavlja predvsem baterijski sklop, saj lahko v začetni fazi gašenja pride do reaktivnega plamena. Dostop do baterijskega sklopa v začetni fazi gorenja pogonske baterije je zaradi zaščitnega ohišja običajno onemogočen, baterija pa lahko zaradi kemijske sestave gori zelo dolgo časa. Da bi baterijski sklop zagorel, bi teoretično zadostovala že manjša poškodba ene od celic. Nastal bi kratek stik, zaradi katerega bi se celica segrela. To bi povzročilo segretje elektrolita na več sto stopinj Celzija, zaradi česar bi se segrele tudi sosednje celice, kar pa bi povzročilo verižno reakcijo.
Pri požaru električnih vozil nastanejo izredno visoke temperature, ki se povzpnejo tudi do 1.000 °C. Praktične izkušnje in raziskave so pokazale, da je za gašenje električnih vozil najboljše gasilno sredstvo voda, običajno v večjih količinah. Ko zagori električno vozilo, obstajata dva ločena možna vira požara, prvi vir je vozilo in drugi visokonapetostna baterija. Za dokončno gašenje električnih in baterijskih sklopov gasilci uporabljajo tudi posebne zabojnike, ki se napolnijo z vodo. Ker to ni vedno izvedljivo, zlasti pri gašenju v garažnih hišah, predorih in drugih lokacijah z oteženim dostopom, je treba zagotoviti varen prevoz vozila s kraja nesreče in shranjevanje že pogašenih električnih vozil. Za omejevanje širjenja požara, začetnih požarov in predvsem pri poškodovanih električnih vozilih, pri katerih lahko pozneje pride do požara na baterijskem sklopu, se uporabljajo tudi posebne ponjave. Ponjave pomagajo zadrževati plamene, dim in strupene hlape, dokler ni mogoča varna odstranitev vozila.
Požar na električnem vozilu gasilci zatirajo ne glede na vrsto pogona z vodo in peno, ogenj pa se »zaduši« s pomanjkanjem do-

voda kisika. Če se vname pogonska baterija, so potrebni drugačni postopki. Sodobne litij-ionske baterije v primeru požara zaradi kemičnih reakcij v posameznih celicah same sproščajo kisik, kateri še naprej spodbuja gorenje. V najslabšem primeru pride do pojava, pri katerem se posamezne baterijske celice v baterijskem modulu zaradi nenehno naraščajočih temperatur med seboj vžgejo (pri temperaturah okoli 500 °C) in jih je mogoče le s težavo obvladati s klasičnim gašenjem ter z uporabo velike količine vode. Najpomembnejše je hlajenje celotnega baterijskega modula. Obstajata dve glavni skupni rešitvi: poplavljanje ohišja baterije od zunaj ali postavljanje celotnega vozila v posodo, napolnjeno z vodo.
Majhne možnosti za samovžig
Razvijajo se tudi varnostni sistemi, ki postajajo vse učinkovitejši. Zato so nevarnosti povezane z nastankom požara na električnih vozilih danes občutno manjše kot pred leti. Vžigi postajajo vse bolj redki in večinoma niso realna grožnja uporabnikom električnih avtomobilov ter drugim udeležencem v prometu. V električnih avtomobilih je večina baterijskih sklopov na mestih, ki med nesrečo niso dovzetna za zvijanje, deformacijo ali mečkanje. Večina proizvajalcev namešča baterijske sklope v aluminijasto zaščito, katera

Marec • 147 (3/2024) • Letnik 19 48 N A pre DN e T eh NOLO g Ije
» V vodo potopljen avtomobil
oteži prebitje posamezne celice in hkrati deluje kot dodatna zaščita pred požarom. Baterijske sklope nadzorujejo varnostni sistemi avtomobila in se lahko izklopijo. Vse več proizvajalcev uporablja sistem hlajenja s tekočino, s čimer je celoten sistem še varnejši. Požari na polnilnicah in baterijah
Z naraščanjem števila polnilnic za električna vozila se povečujejo tudi možnosti požarov na teh električnih napravah. Težava je tudi, da obstaja nevarnost eksplozije ob polnjenju litijevih baterij z velikim električnim tokom. Takrat temperatura v bateriji močno narašča, med polnjenjem pa nastane plin in poveča se notranji tlak v bateriji. Zato je z vidika varnosti veliko boljše počasno polnjenje z nižjo močjo. Obstaja tudi možnost širjenja požara na polnilnice od drugod, na primer z gorečega vozila na električni pogon ali zaradi posrednega oziroma neposrednega udara strele. Pri požaru ali poškodbi polnilnice vedno obstaja tveganje za električni udar, saj največkrat ni jasno, ali je električna napetost izklopljena. Baterije vozil so zasnovane tako, da učinkovito delujejo v temperaturnem razponu med +40 °C in -10 °C. Pri temperaturah nad +40 °C pride do prehitrega staranja in okvare baterij, v skrajnem primeru celo do požara ali eksplozije. Litij-ionske baterije so zaradi načina uporabe precej izpostavljene poškodbam in močna ohišja so njihov ključni sestavni del. Baterije imajo vgrajene protipožarne varovalke in vžigi baterij so redki, vendar imajo hude posledice. Vžigu ene baterijske celice sledi verižna reakcija drugih celic in razvije se lahko zelo močan ogenj, ki ga je težko pogasiti.
Število uporabnikov električnih vozil bo v bodoče vedno bolj naraščalo, saj bomo za čisto okolje morali narediti več kot smo do sedaj. Razvoj električnih in drugih alternativnih vozil bo predvidoma še precej napredoval. Tudi glede razvoja varnostnih sistemov

» Namestitev baterijskih sklopov
bodo strokovnjaki zagotovo še vložili velika sredstva. Z odgovorno uporabo električnih vozil, pa bomo veliko naredili tudi bodoči uporabniki teh vozil.
Viri literature:
[1] Gašenje električnih avtomobilov - Zapleteno in nevarno Dostopno na: https://avto-magazin.metropolitan.si/aktualno/gasenje-elektricnih-avtomobilov-2023/
[2] Baterija se vname redko, a so posledice hude Dostopno na: https:// www.dnevnik.si/1042998777
[3] Temperaturno upravljanje elektrificiranih vozil Dostopno na: https:// www.avtoakademija.si/novica/post/temperaturno-upravljanje-elektrificiranih-vozil
STROŠKOVNO UČINKOVITO 3D-TISKANJE KOVINSKIH DELOV
3D tiskalniki Desktop Metal so odlična rešitev za izdelavo funkcionalnih prototipov in 3D tiskanje malih in srednjih serij. Zaradi čistega postopka delovanja so primerni tudi za postavitev v pisarniško okolje, njihova uporaba pa je povsem enostavna. Ne izgubljajte časa z dolgimi dobavnimi roki za prototipe in tako občutno skrajšajte čas za razvoj vašega izdelka!


Marec • 147 (3/2024) • Letnik 19 49 N A pre DN e T eh NOLO g Ije
3D advanced solutions
Za več informacij pokličite 01 / 422 49 00 ali obiščite www.solidworld.si Desktop Metal Studio System Desktop Metal Shop System
uporaba, razvrstitev in ponudba največjih proizvajalcev
Optične in zvočne signalne naprave
Osnovni namen signalnih naprav je posredovanje preprostih sporočil, čeprav se v industrijskih (in ne samo industrijskih) razmerah pogosto zahtevajo zapletenejše rešitve. Kaj je treba torej upoštevati v prvi vrsti?
Odgovor na zgoraj navedeno vprašanje je preprost: varnost. Ne glede na kontekst je naloga signalnih naprav obveščanje uporabnikov strojev in drugih ljudi o določeni nevarnosti ali stanju, ki zahteva posebno pozornost.
Praktično vse delovne organizacije, celo pisarne, imajo sistem svetlobne in zvočne signalizacije. Pogosto se ne zavedamo njegovega obstoja, čeprav je to nepogrešljiv element protipožarnega sistema. Požarni alarm uporablja luči in sirene, podobno kot številni drugi opozorilni sistemi v tovarnah, strojnih parkih in mestni infrastrukturi. Enako velja za protivlomne sisteme. Oglejmo si torej, katere rešitve in za katere namene se uporabljajo na široko razumljenem področju signalizacije.
V tem članku obravnavamo naslednje teme:
• Predpisi o zdravju in varnosti pri delu in signalizacija
• Katere vrste signalnih naprav ločimo?
• Električni parametri in druge pomembne lastnosti signalnih naprav
• Zvočni alarmi in načini oddajanja zvočnih signalov
• Oddajanje glasovnih obvestil
• Optične in optično-zvočne signalne naprave
• Možnosti in vrste signalnih stebrov
• Direktiva ATEX in nevarna območja
pravni predpisi in dobre prakse
Na začetku je treba poudariti, da področje signalizacije v industriji in delovnih organizacijah večinoma urejajo lokalni predpisi, običajno v sklopu predpisov o zdravju in varnosti pri delu, protipožarnih standardov itn. Pri izvedbi sistema je treba vedno upoštevati smernice določenih organov. Zato signalne naprave globalnih proizvajalcev uporabniku pogosto omogočajo določene spremembe in prilagoditev izdelka lokalnim zahtevam (spremembo barve svetlobe, izbiro jakosti zvoka in tona sirene itn.).
Pri projektiranju in izvedbi signalnih sistemov moramo vedno upoštevati nekaj dejavnikov:
• Signalizacija mora biti dobro vidna in slišna in kar se da nedvoumna.
• Vsaka situacija, povezana z nevarnostjo za življenje ali zdravje,

mora biti signalizirana – enako, kot se splošno uporablja označevanje nevarnih območij.
• Jakost signala mora upoštevati razmere v okolju in specifikacijo delovnega mesta. V prostorih, kjer delujejo hrupni težki stroji in se od delavcev zahteva, da nosijo zaščito ušes, mora biti alarm glasnejši. Podobno velja za svetlobne signale, ki morajo biti dovolj jarki, da so vidni tudi npr. za delavca, ki uporablja varilsko masko.
• Pogosto je oddaja sporočila povezana z okvaro ali izrednim dogodkom, zato mora biti napajanje in upravljanje signalnih naprav neodvisno od delovanja sistema ali stroja, s katerim so povezane; to velja zlasti za prenosne ali proizvodne linije v tovarnah in skladiščih.
• Signalni sistemi se morajo redno preverjati in vzdrževati.
• Predpisi se spreminjajo, stavbe obnavljajo in strojni parki modernizirajo, zato je koristno že v fazi projektiranja predvideti nadgradljivost signalnega sistema.
Vsako podjetje bi moralo imeti enotna, jasna pravila in postopke na področju označevanja in signalizacije. Najbolje je, če so ta intuitivna ali vsaj univerzalna (kot prometna signalizacija). V praksi pa to ni vedno možno, ampak se je kljub temu treba pri načrtovanju signalizacije prizadevati, da je čim preprostejša, kar prispeva tudi k hitrejšemu uvajanju novih delavcev.
Marec • 147 (3/2024) • Letnik 19 50 N A pre DN e T eh NOLO g Ije
razvrstitev signalnih naprav in posebni primeri
Med signalnimi napravami razvrstimo predvsem dve skupini: svetlobne (optične) in zvočne (akustične) signalne naprave, znotraj teh skupin pa ločimo več podskupin glede na uporabljene konstrukcijske rešitve.
Tehnična merila
Že zdaj je treba poudariti, da obstaja več tehničnih parametrov, ki jih je treba upoštevati ne glede na vrsto signalne naprave. Gre npr. za električno karakteristiko: vir napajanja (in napajalna napetost) ter način upravljanja. Signalne naprave se lahko vklopijo takoj ob priključitvi napajanja ali pa za to zahtevajo poseben signal. V drugih primerih (npr. nekateri signalni stebri) nadzor nad delovanjem naprave poteka preko digitalnih impulzov ali protokolov.
Drugo pomembno merilo je razred celovitosti uporabljenih izdelkov. Za večino proizvodov dosega ta parameter raven IP65 ali IP66, kar pomeni popolno odpornost na prah, politje in celo na vodo pod tlakom (to pa v praksi omogoča, da modul čistimo s tlačno čistilno napravo). Pomembna je tudi temperaturna toleranca izdelkov, zlasti v primeru težkih okoljskih razmer (npr. v metalurgiji ali hladilnicah).
Zvočne signalne naprave
Zvočne signalne naprave oddajajo sporočilo v obliki zvoka z določenim tonom in glasnostjo. Ta parametra sta neposredno odvisna od tega, katere vrste zvočno komponento naprava vsebuje:



» Zvonci se uporabljajo v protipožarnih alarmih – izdelek znamke KLAXON SIGNALS (TAA-0017).
» Zvočni signalizator (JA-HPT-24), temelječ na membranski sireni znamke AUER SIGNAL.
lahko gre za piezoelektrično brenčalo oziroma zvočnik ali pa za zvonec. Ker številni izdelki, dostopni na trgu, temeljijo na elektronskih komponentah, uporabnik lahko predhodno nastavi jakost in vrsto signala, kar omogoča uskladitev opozorilnih in alarmnih naprav v celotnem podjetju.
Tipično večina zvočnih signalnih naprav dosega ali presega raven 100 dB, kar zagotavlja dobro slišnost sporočila tudi v hrupni proizvodni hali. V skrajnih primerih se dopušča uporaba signalov tudi do 120 dB, vendar je treba pri tem upoštevati, da mora biti naprava, ki oddaja tako močan zvok, optimalno umeščena (npr. na varni višini), saj tako močan zvok v bližini ušesa lahko povzroči okvaro sluha.

N A pre DN e T eh NOLO g Ije
tel: 00386 41 695 305 - www.veroproject.it - info-slo@veroproject.it Naj vaše podjetje zaigra usklajeno kot orkester Rešitve podjetja Vero Project so vodja orkestra, ki pod svojo taktirko koordinira vse aktivnosti ter procese v podjetju v harmoniji ter enakem ritmu zahvaljujoč programski opremi za upravljanje procesov proizvodnje ter povezav 4.0. Odkrijte katera je najustreznejša rešitev za vaše podjetje na spletni strani www.veroproject.it
glasovna sporočila
Omeniti je treba še glasovne naprave, ki so ena izmed različic zvočnih alarmov. Ime »glasovne naprave« ni popolnoma ustrezno, saj ni nujno, da gre za predvajanje človeškega glasu, čeprav je to najpogostejša rešitev. Omogočajo posredovanje zapletenejših vsebin, npr. osebe, prisotne na določenem območju, v primeru evakuacije usmeriti proti ustreznemu izhodu. Sporočilo je pripravljeno v obliki digitalnega posnetka (datoteke MP3), nameščene v oddajnik (običajno s pomočjo pomnilniške kartice); sporočilo se po sprožitvi naprave predvaja preko zvočnikov. Nekateri izdelki se prodajajo z gotovimi, strokovno pripravljenimi posnetki.

Svetlobne
» Zvočnik (EHV-M1TG) z možnostjo predvajanja zvočnih datotek znamke PATLITE.
in svetlobno-zvočne signalne naprave
» »Klasična« ksenonska bliskovna signalna naprava znamke WERMA (82830068).
» Signalna naprava (LEDA10005-02) z vgrajenim brenčalom znamke MOFLASH SIGNALLING.
Svetlobna signalizacija je strogo kodificirana s pravnimi akti, ki določajo jakost, barvo in frekvenco različnih sporočil; to velja zlasti za alarme in opozorilne luči (npr. nameščene na težkih strojih za gradnjo cest). Tovrstne svetilke se uporabljajo tudi v industrijskih obratih, kjer opozarjajo na vklop strojev, odpiranje/zapiranje vrat, blokada mehanizma in podobno. Predstavljajo jasne oznake, kakršne se široko uporabljajo v transportu, logistiki, skladiščih itn. Nekoč so se za izvedbo takšnih signalnih naprav uporabljale halogenske ali ksenonske luči, danes pa jih vse pogosteje nadomestijo trajnejše in skoraj enako svetle polprevodniške komponente oziroma LED-diode.
Zaradi več razlogov se zahteva ali vsaj priporoča uporabo svetlobno-zvočne signalizacije. Bolj verjetno je, da bodo naslovniki takšno dvojno sporočilo opazili, zlasti v manj optimalnih razmerah: ob sončnem dnevu bo svetloba bliskovne luči enako težko zaznavna kot zvok brenčala v prostoru, kjer delujejo hrupni težki stroji. Zato so med najpopularnejšimi izdelki s področja signalizacije luči z vgrajenim oddajnikom zvoka. Njihove komponente se ne razlikujejo od zgoraj opisanih elementov, čeprav so lahko na voljo v različnih kombinacijah: ni nujno, da intenzivni zvočni signal spremlja enako močna svetloba (npr. se pri protipožarnih alarmih izogibamo bliskovnim lučem, ki bi lahko dezorientirale evakuirajoče se ljudi).
Signalni stebri
Specifična skupina svetlobnih in svetlobno-zvočnih signalnih naprav so signalni stebri, ki združujejo več svetilk, nameščenih

» Tipični signalni steber znamke QLIGHT (STG50ML324RAG).

» Primer stebra za namestitev na steno znamke PATLITE (WEP-302RYG).
druga nad drugo, in opcijsko tudi zvočnik. Tovrstne naprave so najpogosteje na voljo kot modularni izdelki, čeprav obstajajo tudi kompaktne različice (večinoma s klasičnim naborom barv: zeleno, rumeno in rdečo). Modularne različice imajo seveda to prednost, da omogočajo prilagoditev signalne naprave zahtevam določenega delovnega mesta, pravilniku organizacije ali lokalnim predpisom. Gre ne samo za barve, ampak tudi za način oddajanja signala (neprekinjen, utripajoč, impulzni). Pomembna prednost modularnih stebrov je tudi nadgradljivost.
Zato je tudi v nekaterih primerih, kjer prvotno zadošča ena luč, treba uporabiti modularni izdelek. Signalni stebri se večinoma namestijo na podstavek, ki opravlja tudi funkcijo priključka ali razdelilne naprave, včasih na dodatni nogi s tulcem, ki napravi zagotovi ustrezno višino in vidnost. Na voljo so tudi v 360-stopinjskih (valjčnih) in nastenskih različicah (slednje imajo zakrivljeno čelo, kar zagotovi največji kot oddajanja).
eksplozijsko ogrožena območja

» Signalna naprava, v skladu z direktivo ATEX znamke CLIFFORD & SNELL (FD40IS/X/C/RN).
Mogoče najbolj specifično področje uporabe signalnih naprav so eksplozijsko ogrožena območja (Ex), kjer lahko pride do uhajanja plinskih ali tekočih vnetljivih snovi (plinarne, petrokemični obrati) ali kjer se shranjuje nevarno blago (npr. strelivo). V takšnih prostorih ni pomembna samo učinkovitost signalizacije, temveč tudi uporaba naprav, ki imajo ustrezna potrdila. Razlogi za to so očitni: če ob vklopu ali med delovanjem signalna naprava ustvari iskro, lahko pride do vžiga. Zato je izključena uporaba komponent, kot so zvonci in elektromehanski elementi. Poleg tega se morajo tovrstne signalne naprave napajati preko ločilnika, ki zagotovi zaščito pred iskrami, ali Zenerjeve pregrade, ki opravlja enako vlogo. To določa med drugim mednarodno pravo, npr. direktiva ATEX, ki velja v državah članicah EU.
[ Besedilo sestavila Transfer Multisort Elektronik Sp. z o. o. ] www.tme.eu
Marec • 147 (3/2024) • Letnik 19 52 N A pre DN e T eh NOLO g Ije
Miran Varga
Schneider Electric inovira na področjih avtomatizacije in upravljanja energije
Strokovnjaki podjetja Schneider Electric so obiskovalcem sejma IFAM predstavili rešitve, kot so Motor Management, EcoStruxure Machine, EcoStruxure Plant, EcoStruxure Energy Hub in druge, s katerimi podjetja (lažje) dosegajo trajnostno naravnane cilje.
Sejem IFAM, INTRONIKA, ROBOTIKA je tudi letos v Ljubljani zbral vodilne inovatorje in strokovnjake iz regije, razstavljavci pa so obiskovalcem pokazali vrsto najnovejših dosežkov in trendov na področjih avtomatizacije, mehatronike, robotike, senzorske in merilne tehnike. Med večjimi razstavljavci na sejmu je bilo tudi podjetje Schneider Electric, eden izmed vodilnih ponudnikov rešitev na področjih digitalne preobrazbe upravljanja energije in avtomatizacije.
»Nepogrešljiv del naše poslovne strategije je nenehno vlaganje v razvoj tehnologije. Verjamemo, da ima tehnološki napredek ključno vlogo pri doseganju energetske učinkovitosti in trajnosti. Prav zato se trudimo biti v samem vrhu inovativnosti v panogi, nenehno raziskujemo nove tehnološke možnosti in jih uporabljamo v praksi. K temu zagotovo pripomorejo tovrstni dogodki, kjer s partnerji in obiskovalci sejma izmenjujemo vizije trajnostne prihodnosti,« je povedal Denis Cedilak, direktor marketinga v podjetju Schneider Electric.
Stroji so veliki porabniki energije
Vsako proizvodno podjetje ve, da so stroji izjemnega pomena v industrijskih procesih, vendar v povprečju porabijo kar 60 do 95 % električne energije v proizvodnem obratu. Povečanje učinkovitosti procesov in strojev zato s seboj prinaša tudi večjo produktivnost, trajnost in zanesljivost. Z uporabo novih tehnologij za upravljanje strojev in pogonov lahko posamezne industrijske vertikale računajo na precejšnje prihranke z rešitvami Schneider Electric: do 40 % prihranka časa pri izbiri in ponudbi, do 25 % prihranka pri času montaže ter do kar 50 % prihranek energije (z najnovejšimi generacijami elektromotorjev). Skrb za upravljanje strojev in pogonov, ki uvaja stalno spremljanje in nadzor, lahko doseže 40 % optimizacijo stroškov upravljanja, hitrejše reagiranje na nastanek napak pa lahko prepolovi čas izpadov.
Desetletja strokovnega znanja kot vodilo do trajnosti
»Trajnost je jedro našega delovanja. V podjetju Schneider Electric svoje široko strokovno znanje uporabljamo za načrtovanje in

gradnjo visoko učinkovitih, trajnostnih in celovitih rešitev, ki so prilagojene potrebam naših strank. Tako, na primer, za različne industrije ponujamo celovite rešitve, kot sta Motor Management za upravljanje delovanja motoriziranih pogonov in EcoStruxture za avtomatizacijo ter upravljanje procesov. Za spremljanje porabe energije uporabljamo najnovejšo rešitev EcoStruxure Energy Hub, ki je uporabna tako v industrijskih kot komercialnih objektih,« je pojasnil Cedilak.
Prav to so nekatere izmed rešitev, ki jih je Schneider predstavil obiskovalcem sejma IFAM. Ob tem je skupina Schneiderjevih strokovnjakov obiskovalcem nudila dodatne informacije in nasvete o tem, kako optimizirati energetsko učinkovitost in doseči trajnost v različnih industrijskih sektorjih. »Seveda se spremembe ne bodo zgodile same od sebe, moramo pa vsi stremeti k istemu cilju. Zato Schneider podpira svoje partnerje na njihovi poti k energetski učinkovitosti. Z izobraževalnimi programi, svetovanjem in tehnično podporo jim zagotavljamo potrebno znanje in orodja za uspešno implementacijo naših rešitev in doseganje največjih koristi od njih,« je zaključil Cedilak.
Marec • 147 (3/2024) • Letnik 19 53 N A pre DN e T eh NOLO g Ije
Jernej Kovač
V Teksasu je uspel kvantni
preobrat
Znanstveniki Univerze Rice iz Houstona so potrdili metodo za vodeno odkrivanje tridimenzionalnih materialov z ravnim pasom. Odkrili prvi material te vrste, 3D-kristalno kovino, s katero kvantne korelacije in geometrija kristalne strukture skupaj onemogočajo gibanje elektronov in jih zaklenejo na mestu. Njihova dognanja so zapisali v študiji, objavljeni v reviji Nature Physics.
V članku je opisano tudi teoretično načelo zasnove in eksperimentalna metodologija, ki je raziskovalno skupino vodila do materiala. Zlitina, ki je sestavljena iz enega dela bakra, dveh delov redkega, mehkega in upogljivega kemičnega elementa vanadija in štirih delov žvepla, ima tridimenzionalno pirokloro mrežo, sestavljeno iz tetraedrov, ki si delijo kote.
»Iščemo materiale, v katerih so potencialno nova stanja snovi ali nove eksotične lastnosti, ki še niso bile odkrite,« je povedala soavtorica študije dr. Ming Yi, eksperimentalna fizičarka z Univerze Rice.
» Sodelovanje med raziskovalnimi skupinami Univerze Rice pod vodstvom (od leve proti desni) dr. Minga Yija, dr. Borisa Yakobsona, dr. Qimiao Si in dr. Pengcheng Daia je pripeljalo do odkritja prvega materiala te vrste, zlitine bakra in vanadija, v kateri močne kvantne interakcije in 3D-kristalna struktura skupaj onemogočajo gibanje elektronov in ustvarjajo raven elektronski pas.
Foto: Jeff Fitlow, Univerza Rice
Kvantni materiali so verjeten razlog za iskanje, zlasti če v njih potekajo močne elektronske interakcije, ki omogočajo nastanek kvantne prepletenosti. Zapletenost vodi do nenavadnega elektronskega obnašanja, vključno z onemogočanjem gibanja elektronov do
» Materiali železo-germanij so kristali z mrežo kagome, kar je veliko proučevana družina materialov z 2D-ureditvijo atomov, ki spominja na vzorec tkanja v tradicionalnih japonskih košarah kagome, v katerih so enakostranični trikotniki, ki se dotikajo na vogalih. »Materiali kagome so v zadnjem času zavzeli svet kvantnih materialov,« je prepričan dr. Ming Yi z Univerze Rice. »Najbolj zanimivo pri tej strukturi je, da geometrija postavlja zanimive kvantne omejitve za način, kako se elektroni lahko premikajo naokoli, kar je nekako podobno temu, kako krožišča vplivajo na prometni tok in ga včasih tudi ustavijo.« Na fotografiji Kagomejeva mreža (levo); Fermijeva površina magnetne faze železa-germanija pred nastopom vala gostote naboja (sredina); Fermijeva površina železa-germanija po nastopu vala gostote naboja (desno). Foto: dr. Ming Yi, Univerza Rice
točke, ko se ti zaklenejo na mestu. »Ta učinek kvantne interference je podoben valovom, ki valovijo po površini ribnika in se srečujejo,« je pojasnila dr. Yijeva in nadaljevala, da trk ustvari stoječe valovanje, ki se ne premika. »V primeru geometrijsko frustriranih mrežnih materialov so elektronske valovne funkcije tiste, ki destruktivno interferirajo,« je še dodala docentka fizike in astronomije, ki jo zanima zlasti odkrivanje, razumevanje in nadzorovanje pojavov v kvantnih materialih.
Lokalizacija elektronov v kovinah in polkovinah ustvarja ravne elektronske pasove oziroma ploske pasove. V zadnjih letih so fiziki ugotovili, da lahko geometrijska razporeditev atomov v nekaterih dvodimenzionalnih kristalih, kot so Kagomove mreže, prav tako proizvaja ploščate pasove. Nova študija zagotavlja empirične dokaze o tem učinku v 3D-materialu.
Z eksperimentalno tehniko, imenovano kotno ločena fotoemisijska spektroskopija (ARPES), ki se uporablja v fiziki kondenzirane
Marec • 147 (3/2024) • Letnik 19 54 N A pre DN e T eh NOLO g Ije
snovi za raziskovanje dovoljenih energij in momentov elektronov v snovi, običajno v kristalinični trdni snovi, sta dr. Yijeva in glavni avtor študije, podoktorski raziskovalec dr. Jianwei Huang podrobno opisala pasovno strukturo materiala bakra, vanadija in žvepla ter ugotovila, da ima ta material ploščat pas, ki je edinstven na več načinov.
»Izkazalo se je, da sta v tem materialu pomembni obe vrsti fizike,« je poudarila dr. Yija in dodala: »Vidik geometrijske frustracije je bil prisoten, kot je predvidevala teorija. Prijetno presenečenje pa je bilo, da so obstajali tudi korelacijski učinki, ki so ustvarili ploščati pas na Fermijevem nivoju, kjer lahko aktivno sodeluje pri določanju fizikalnih lastnosti.« Fermijev nivo trdnega telesa je termodinamično delo, potrebno za dodajanje enega elektrona telesu. V trdni snovi elektroni zasedajo kvantna stanja, ki so razdeljena v pasove. Te elektronske pasove si lahko predstavljamo kot stopnice na lestvi, elektrostatični odboj pa omejuje število elektronov, ki lahko zasedejo vsako stopnico. Fermijeva raven, ki je neločljiva lastnost materialov in ključna za določanje njihove pasovne strukture, se nanaša na energijski nivo najvišjega zasedenega mesta na lestvi.
Iznajdba primerljiva z odkritjem nove celine
Teoretični fizik in soavtor študije dr. Qimiao Si, čigar raziskovalna skupina je zlitino bakra in vanadija ter njeno piroklorovo kristalno strukturo opredelila kot možnega gostitelja kombiniranih frustracijskih učinkov geometrije in močnih elektronskih interakcij, je odkritje primerjal z najdbo nove celine. »To je prvo delo, ki je pokazalo ne le sodelovanje med geometrijsko in interakcijsko frustracijo, ampak tudi naslednjo stopnjo, kjer se elektroni znajdejo v istem prostoru na vrhu (energijske) lestvice. Tu obstaja je največja možnost, da se reorganizirajo v zanimive in potencialno funkcionalne nove faze,« je dejal dr. Si. Raziskovalec deluje na področju teoretične fizike kondenzirane snovi. Njegovi glavni prispevki so na področju močno koreliranih elektronskih sistemov, vključno s kvantno kritičnostjo in nastajajočimi kvantnimi fazami, magnetnih težkih fermionskih kovin, visokotemperaturne superprevodnosti na osnovi železa, topoloških kovin, ki jih poganjajo močne korelacije, ter mezoskopskih in neurejenih elektronskih sistemov.
Prof. Si je še izpostavil, da se lahko napovedna metodologija ali načelo načrtovanja, ki ga je njegova raziskovalna skupina uporabila v študiji, izkaže za koristno tudi za teoretike, ki proučujejo kvantne materiale z drugimi strukturami kristalnih rešetk.
»Piroklor ni edina igra v mestu,« je dejal dr. Si. »To je novo načelo načrtovanja, ki teoretikom omogoča, da napovedno opredelijo materiale, v katerih se zaradi močnih elektronskih korelacij pojavijo ploščati pasovi.« Prof. je prepričan, da dognanje znanstvenikov
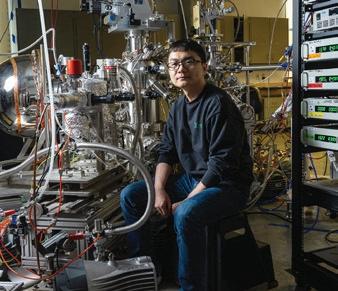
» Podoktorski raziskovalni sodelavec Univerze Rice dr. Jianwei Huang z laboratorijsko napravo, ki jo je uporabil za izvajanje poskusov kotno ločene fotoemisijske spektroskopije na zlitini bakra in vanadija. Poskusi so pokazali, da je zlitina prvi znani material, v katerem 3D-kristalna struktura in močne kvantne interakcije onemogočajo gibanje elektronov in jih zaklenejo na mestu, zaradi česar je elektronski pas ploščat. Foto: Jeff Fitlow, Univerza Rice
Univerze Rice odpira veliko prostora tudi za nadaljnje eksperimentalno raziskovanje piroklorovih kristalov: »To je le vrh ledene gore,« in sklene: »To je 3D, kar je novo, in glede na to, koliko presenetljivih odkritij je bilo na mrežah Kagome, si predstavljam, da bi lahko prišlo do enako ali morda še bolj zanimivih odkritij v piroklorovih materialih.«
Raziskovalno skupino je sestavljalo deset raziskovalcev iz štirih laboratorijev Univerze Rice. Raziskovalna skupina fizika dr. Pengchenga Daia je izdelala številne vzorce, potrebne za eksperimentalno preverjanje, raziskovalna skupina dr. Borisa Yakobsona z Oddelka za znanosti o materialih in nanotehnologijo pa je izvedla prvovrstne izračune, ki so količinsko opredelili učinke ravnega pasu, ki so posledica geometrijske frustracije. Poskusi ARPES so bili izvedeni v Riceu ter v Stanfordskem sinhrotronskem svetlobnem viru SLAC v Nacionalnem pospeševalnem laboratoriju v Kaliforniji in v Nacionalnem sinhrotronskem svetlobnem viru II v Brookhavenskem nacionalnem laboratoriju v New Yorku, skupina pa je vključevala sodelavce iz SLAC, Brookhavna in Univerze v Washingtonu.

N A pre DN e T eh NOLO g Ije
ARBURG na sejmu Chinaplast
Na sejmu Chinaplas 2024 je Arburg predstavil svoje strokovno znanje in izkušnje na področju sistemov na ključ, pri čemer je bil osrednji del hibridni stroj Allrounder 470 H. Ta proizvodna celica, razvita v sodelovanju z lokalnimi partnerji, je zasnovana v tehnološki tovarni Arburg v mestu Pinghu na Kitajskem in ponazarja Arburgovo zavezanost rešitvam po meri za azijski trg.


Hibridni Allrounder 470 H združuje električno zapiralno enoto in hidravlično enoto za vbrizgavanje, kar zagotavlja energetsko učinkovitost in natančen brizg. Brizgalka z 2K orodjem in sistemom 2+2 gnezdi, proizvaja adapterje za medicinsko tehnologijo z visoko učinkovitostjo, vključno s postopki avtomatiziranega snemanja in nadzora kakovosti.
Posebnost sejma je bil tudi linearni robotski sistem Flexlift 10+2, prilagojen posebej za azijski trg, ki ponuja dinamično in natančno rokovanje z ugodnim razmerjem med ceno in zmogljivostjo.
Arburgove rešitve poudarjajo učinkovitost, prilagajanje in trajnost, kar odraža vodilni položaj podjetja v tehnologiji predelave plastike. Z globalno prisotnostjo in osredotočanjem na podporo strankam Arburg še naprej spodbuja inovacije v industriji.
www.nomis.hr
www.arburg.com
ENGEL – Dan tankostenske embalaže
ENGEL Thin-Wall Packaging Day, ki je potekal 8. februarja v ENGEL Schwertbergu, se je osredotočil na energetsko učinkovitost in izboljšanje zmogljivosti. Dogodek je vseboval mešanico tehničnih predstavitev, poročil s terena in interaktivnih aplikacij v novo zasnovanem centru za embalažo podjetja ENGEL, kjer so bile predstavljene rešitve na štirih strojih za brizganje.
Ključni poudarki so vključevali optimizacijo procesov, povečanje razpoložljivosti strojev, spodbujanje krožnega gospodarstva in tehnike varčevanja z energijo. Dogodek se je ponašal s petimi tehničnimi predstavitvami, štirimi delavnicami za poglobljene razprave, vodenimi ogledi tovarne v Schwertbergu in štirimi razstavljenimi brizgalkami, vključno z popolnoma električno brizgalko e-motion 765/280 za tankostensko pakiranje, e-speed 280/50 za hrano namenjene tankostenske posode iz recikliranega materiala rPET, duo speed 1560/500 za učinkovito proizvodnjo in e-mac 465/180 za visoko produktivnost.
ENGEL-ova popolnoma električna serija e-motion, ki vključuje novo generacijo brizgalnih enot, združuje hidravlično zmogljivost

z električno učinkovitostjo in natančnostjo, kar omogoča hitrosti vbrizgavanja do 600 mm/s in največji tlak vbrizgavanja 2600 barov za tankostensko embalažo z dolgimi potmi tečenja (razmerje med debelino stene in dolžino poti presega 400 : 1).
www.lakara.si
www.engelglobal.com
Marec • 147 (3/2024) • Letnik 19 56 n e Kovine
Wittmann MacroPower 2000
Podjetje AKROH Industries B.V., ki se nahaja na Nizozemskem, je specializirano za proizvodnjo raznolike palete plastičnih izdelkov za različne industrije, vključno s kmetijstvom, avtomobilizmom in zdravstvom.
Podjetje za brizganje uporablja brizgalke MacroPower podjetja WITTMANN, ki pomembno prispevajo k njihovi konkurenčnosti in strategiji rasti. Pred kratkim je podjetje v pogon spravilo novo brizgalko MacroPower 2000, njihov največji stroj za brizganje, kar pomeni mejnik v njihovi zgodovini in nakazuje nadaljnjo širitev podjetja.


Stroji MacroPower zagotavljajo visokokakovostne, ponovljive izdelke, ki so bistveni za AKROH-ove raznolike proizvodne linije. Opremljeni z naprednimi funkcijami ter nudijo prilagodljivost in varnost v proizvodnji. Poleg tega podjetje uporablja polž MeltPro in tehnologijo HiQ Flow, kar zagotavlja dosledno kakovost tudi z uporabo recikliranih materialov. Osredotočenost podjetja na trajnost in učinkovitost je razvidna iz njihove uporabe recikliranih materialov in prizadevanj za optimizacijo porabe energije. Z izkoriščanjem digitalizacije in izvajanjem učinkovitih procesov podjetje ohranja visoko zanesljivost, prilagodljivost in skrajšuje čas delovanja v svojih proizvodnih operacijah. Kot družinsko podjetje AKROH poudarja dolgoročno načrtovanje in sodelovanje, kar ponazarja njihov dolgoletni odnos s podjetjem WITTMANN. www.robos.si www.wittmann-group.com








Marec • 147 (3/2024) • Letnik 19 57 n e Kovine
www.wittmann-group.com Your One-Stop-Shop www.robos.si
Jörn Sengelaub, Boštjan Šmuc
Podcenjen potencial hlajenja glede cikla in varčevanja z energijo
Produktivnejša orodja ustvarjajo več izdelkov. Največji del časa cikla brizganja je čas hlajenja, zato je eden največjih potencialov izboljšanje toplotne prestopnosti v orodjih. Obstaja način, da lahko vnaprej izračunamo, kaj nam omogoča konformno hlajenje, ki je glavni dejavnik pri skrajševanju cikla. Z uporabo konformnega hlajenja bi lahko proizvodnjo izdelkov v določenem času povečali in čas cikla znatno skrajšali. V vseh teh primerih bo prihranek energije stranska korist. Ta prihranek energije pomeni tudi zmanjšanje ogljičnega odtisa.
1 Uvod
Teme pogovorov so predvsem produktivnost in varčevanje z energijo. Obstaja več možnosti za izdelavo produktivnejšega orodja za brizganje. Orodja za brizganje so teoretično toplotni izmenjevalniki, zato boljša izmenjava toplote vedno pomeni večjo produktivnost. Da bi dosegli boljšo izmenjavo toplote, moramo razumeti fizikalne osnove.
2 Fizikalne osnove procesa brizganja
Za razumevanje vpliva hlajenja v orodju, moramo najprej razumeti fizikalni postopek brizganja.
Začnemo s plastičnim granulatom, ki ga vsujemo v lijak stroja nad cilindrom. Na tej točki je agregatno stanje tega granulata trdno.
Od lijaka do šobe stroja vnesemo energijo v granulat preko zunanjih grelcev in preko trenja med vrtenjem polža.
Zaradi vnosa energije granulat spremeni svoje agregatno stanje iz trdnega v tekoče. To je pomemben korak v procesu, saj brez te spremembe, ne bi bilo mogoče vbrizgati materiala v orodje.
Granulat se je spremenil v talino in čaka na vbrizgavanje. Včasih bo talina neposredno vbrizgana v kalup, v nekaterih drugih primerih pa bomo uporabili vroče kanalni dolivni sistem.
Glavna funkcija vroče kanalnega dolivnega sistema je ohranjanje toplote v talini, dokler ne doseže dolivne točke. To zagotavlja, da je talina še vedno v pravem stanju za vbrizgavanje, ko zapusti plastifikator. Tehnično gledano je vroče kanalni dolivni sistem aktivni zunanji grelec, kjer lahko talina teče do konice šobe.
Do zdaj smo ugotovili, da imamo dva možna vira, ki lahko vneseta toploto v proces brizganja. Ta dva vira toplote se bosta izvajala,
Jörn Sengelaub • CONTURA-MTC GmbH Boštjan Šmuc • ABC-Brizganja d.o.o
dokler talina ni vbrizgana v orodje. Naslednji viri toplote v procesu so viri toplote, ki bodo po vbrizgavanju taline odvzeli toploto iz procesa. Toda najprej bo talina oddala toploto orodju. Zaradi tega se bo orodje segrelo.
Naš cilj je odvzem energije iz taline, da bo spet trdna in dosegla temperaturo snemanja. Ko dosežemo to temperaturo, lahko odpremo kalup in snamemo plastični izdelek.
Toplota, ki je bila dana v orodje, segreje jeklo. Zdaj imamo tri toplotne tokove, ki odvajajo toploto iz jekla. Prva je toplotna izguba zaradi sevanja, druga zaradi konvekcije in tretja zaradi prevajanja toplote.
Da bi dosegli stabilen proces, mora biti vsota vseh toplotnih tokov enaka nič. V tem primeru bi imeli popolnoma enake pogoje pred začetkom procesa in na koncu. Poleg tega so pogoji enaki iz cikla v cikel.
Q
- toplota taline +
QHR - toplota vročih kanalov +
QR - izgube sevanje -
QC - izgube konvekcija -
QCD - izgube prenos toplote -
Če rezultat ni nič, imamo nestabilen proces, ki bo vplival na izdelek, kar je lahko sprememba cikla ali sprememba kakovosti izdelka. Na to enačbo bolj ali manj nimamo vpliva (1).
Dodati moramo še en vir toplote, ki je hlajenje orodja. Z dodajanjem tega se enačba spremeni v naslednjo enačbo (2).

Marec • 147 (3/2024) • Letnik 19 58 n e Kovine
QM + QHR + (-QR) + (-QC) + (-QCD) + (±QCO)= 0 (2) QM + QHR + (-QR) + (-QC) + (-QCD) = 0 (1)
M
Toplotni tok hladilne tekočine je lahko pozitiven ali negativen. Če je pozitiven, vnašamo v proces toploto, če je negativen, toploto odvzemamo. Vidimo lahko, da je hladilno sredstvo edini toplotni tok, na katerega imamo dejanski vpliv. S spremembo toplotnega toka hladilne vode neposredno vplivamo na toplotno stanje orodja za brizganje.
Hladilno sredstvo je krmilo celotnega procesa brizganja.
2.1 Vpliv toplotne prevodnosti orodnega materiala
Med izdelkom in hladilno tekočino imamo orodni material. Tlak vbrizgavanja in trdnost orodnega materiala vplivata na razdaljo hladilnih kanalov. (Slika 1)
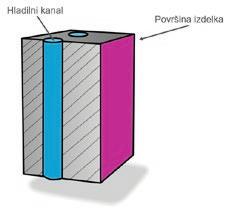
Vpliv toplotne prevodnosti lahko vidimo na naslednji skici. (Slika 2)
Če imamo hladilni kanal s premerom 8 mm in razmikom 22 mm, bo temperatura na steni kavitete okoli 19,3 °C višja od temperature napajalne vode. Razlog za to razliko je v tem, da toplota, ki jo talina plastike vnese v votlino, segreje jeklo, toplotna prevodnost materiala kalupa pa upočasni toploto do hladilne tekočine.
Če zmanjšamo razdaljo hladilnega kanala, zmanjšamo tudi vpliv materiala kalupa (Slika 3)
Zmanjšanje učinka toplotne prevodnosti nam omogoča neposreden vpliv na proces. Orodje reagira hitreje na spremembo napajalne vode.
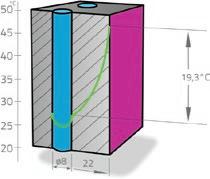
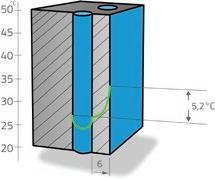
IZBOLJŠAJTE VAŠ PROCES!
S pomočjo optimizacije procesa CONTURA® skrajšajte čase ciklov in povečajte kakovost izdelkov.
Dvignite nivo znanja s pomočjo predavanj s področij brizganja plastike in izdelave orodij.
Poleg tega lahko izkoristite potencial, da postane celoten proces bolj učinkovit in tako tudi bolj trajnosten.
Vaš CO odtis se bo zmanjšal.

Še danes odkrijte potencial v vaši aplikaciji!

Marec • 147 (3/2024) • Letnik 19 n e Kovine
» Slika 1: Razdalja hladilnih kanalov
» Slika 2: Temperaturno obnašanje na hladilnih kanalih na dolgih razdaljah
ABC-Brizganja tehnično svetovanje in izobraževanje, d.o.o. Dole pri Krašcah 41b · 1251 Moravče, Slovenia Tel: +386 51 312 229 · info@abc-brizganja.si
» Slika 3: Temperaturno obnašanje na hladilnih kanalih na kratkih razdaljah
Vpliv toplotne prevodnosti je vedno prisoten. Če imamo na delu 3-dimenzionalno obliko, je nemogoče ohraniti enakomerno razdaljo hladilnih kanalov z uporabo standardnih metod. V naslednjem primeru imamo standardno postavitev hladilnih kanalov z dvema izvrtinama. (Slika 4)

» Slika 4: Standardna postavitev hladilnih kanalov

V središču izdelka najdemo prostor za hladilne kanale. Zaradi oblike je razdalja do konice izdelka velika. Poleg tega bo jekleni vložek na tem področju tanek. Zaradi majhne količine jekla se bo temperatura drastično povišala in končala v vroči točki. (Slika 5)
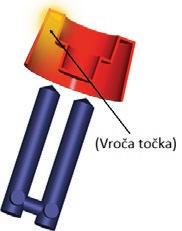
Cilj je čim bolj zmanjšati vpliv toplotne prevodnosti jekla z zmanjšanjem razdalje hladilnih kanalov in povečanjem površine za izmenjavo toplote.
Če imamo zelo ozke površine v orodju, je skoraj nemogoče izvesti pravilno delujoč hladilni kanal. Če je premer kanala majhen, bo pretok majhen, kar pomeni, da bo hladilno sredstvo odneslo manj toplote. Pri kombinaciji majhnega premera in majhnega pretoka obstaja še eno tveganje - zamašitev kanalov.
Zato za takšna področja uporabljamo drug pristop.
2.2 Uporaba toplotno prevodnih elementov
Do sedaj smo vedno poskušali čim bolj zmanjšati vpliv materiala orodja z zmanjšanjem toplotno aktivne plasti - razdalje med kanalom in orodno votlino ter povečanjem površine za izmenjavo toplote. Če to zaradi geometrije izdelka ni mogoče, lahko uporabimo posebne elemente za prenos toplote, ki so trdno vpeti v jeklo. Ti elementi za prenos toplote imajo toplotno prevodnost več kot 380 (W/(m*K)). Ideja v ozadju je delno povečanje toplotne prevodnosti v ozkih predelih. Pod elementi za prenos toplote uporabljamo večji kanal za odvajanje toplote iz ozkih predelov. (Slika 6)
» Slika 6: Konformni hladilni kanali z elementi za prenos toplote
Uporabo lahko prikažemo s FEM-simulacijo. Za to simulacijo uporabljamo vložek, ki ima na konici ozek predel. Optimizirali smo tudi postavitev hlajenja, kolikor je bilo mogoče, vendar se bo zaradi oddaljenosti hladilnega kanala od konice vložek med postopkom brizganja segrel.
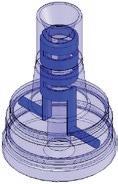
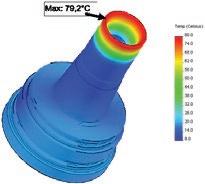
» Slika.7: Konformni hladilni kanali brez elementa za prenos toplote
Implementacija elementov za prenos toplote v ta vložek in ponovna simulacija z istimi parametri pokažeta vpliv in korist.

» Slika.8: Konformni hladilni kanali z elementi za prenos toplote [2]
2.3 Vpliv toplotnega režima na čas hlajenja
V večini primerov bomo našli možnosti za optimizacijo toplotnega režima orodij za brizganje.
Kakšna bi lahko bila korist od tako optimiziranega toplotnega režima?
Toplotno uravnoteženo orodje bo imelo dve glavni prednosti, in sicer krajši čas cikla zaradi zmanjšanega časa hlajenja in izboljšana kakovost plastičnega izdelka.
Potencial prihranka časa pri hlajenju je mogoče pokazati vnaprej, saj imamo možnost izračunati fizikalni čas hlajenja plastičnega izdelka. Izbrati moramo ustrezno enačbo (3) glede na geometrijo izdelka.
Marec • 147 (3/2024) • Letnik 19 60 n e Kovine
» Slika 5: Vroča točka na izdelku
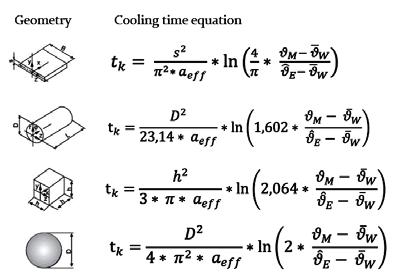
Določiti moramo geometrijsko obliko, ki je kritična za čas ohlajanja. Običajno boste na izdelku našli več kot eno od teh geometrijskih oblik. Izbrati moramo geometrijo, ki je ključnega pomena za trdnost izdelka pri snemanju iz orodja.
Uporabite enačbo (4) za ploščat plastični izdelek, da si podrobneje ogledate potrebne informacije. Za izračun možnega časa ohlajanja je potrebnih le nekaj podatkov. Potrebujemo informacije


Debelina izdelka
Temperatura taline
Toplotna prevodnost plastičnega materiala
Temperatura izmetavanja
Povprečna temperatura orodja
Povprečna temperatura orodja
(4)
Izračun časa hlajenja za plastični izdelek, izdelan iz PC-ja. Geometrija izdelka je ravna plošča, debelini stene 2,5 mm. Za temperaturo kalupa izberemo 80 °C in dobimo skupni čas hlajenja 10 sekund. Skupni čas hlajenja pomeni čas naknadnega tlaka + (3)
o tem, kateri material je uporabljen, s temi informacijami poznamo temperaturo taline, efektivno toplotno prevodnost in razpon površinske temperature orodja. Debelino stene lahko vzamete iz 3D modela izdelka. Ključna vrednost je temperatura, ki jo lahko dosežemo v kalupu, kar predstavlja učinkovitost hladilne zasnove. Če učinkovitost hladilne postavitve ni ustrezna, bomo na koncu imeli višjo temperaturo površine kalupa. To lahko močno vpliva na čas hlajenja.





S ponudbo strojev na zalogi, smo si zadali cilj, da vam omogočimo največjo prilagodljivost pri načrtovanju proizvodnje s čim krajšim rokom dobave.
Siegfried Ölinger, podpredsednik uprave pri ENGEL Avstrija



















The world of ENGEL Učinkovito. Zanesljivo. Inovativno.




Kot eno vodilnih svetovnih podjetij na področju izdelave strojev za brizganje plastike, svojim strankam ponujamo celovite sistemske rešitve. To pomeni tehnologijo brizganja plastike iz enega samega vira. Stroj, avtomatizacijo, proces, usposabljanje in storitve je ENGEL popolnoma integriral. In vedno gledamo v prihodnost. Inovacije in najnovejše tehnologije našim strankam zagotavljajo odločilno konkurenčno prednost. Povežite se – z našimi stroji.

engelglobal.com/stockmachine
Marec • 147 (3/2024) • Letnik 19 61 n e Kovine
preostali čas hlajenja. (Slika9) Če sedaj spremenimo temperaturo kalupa iz 80 °C na 110 °C, lahko neposredno vidimo vpliv v naslednjem izračunu. (Slika 10)
Povečanje površine kalupa za 30 °C bo povzročilo 16 sekund daljši čas ohlajanja. To je povečanje časa hlajenja za 160 %. Vroča točka - 30 °C višja temperatura drastično vpliva na produktivnost procesa.
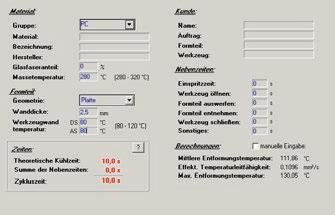
» Slika 9: Kalkulacijski software - 1
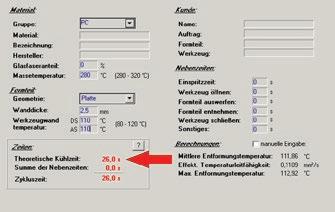
» Slika 10: Kalkulacijski software - 2
2.4 primerjava konvencionalnih in konformnih hladilnih kanalov Konvencionalna metoda se večinoma izvede z vrtanjem, ki je prikazan na sliki 11. Konformno hlajenje ima več možnosti izdelave. Poudarek konformnega hlajenja je sledenje obliki plastičnega izdelka. Glavna dejavnika pri oblikovanju sta debelina in geometrija izdelka, kot je bilo razloženo v predhodnem poglavju.
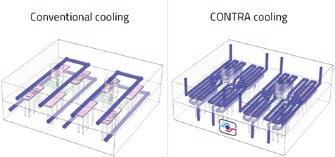
» Slika.11: Primerjava hladilnih kanalov
2.5 primerjava rezultatov simulacij za različne koncepte hladilnih kanalov
Konvencionalna metoda je prikazana na levi strani rezultatov na sliki 12, 13 in 14. Konformno hlajenje pa na desni strani teh slik. Odstotek zamrznjene plasti je veliko višji pri rezultatih konformnih hladilnih kanalov. Na jedrni strani izdelka več volumna ni zamrznjenega ob koncu polnjenja, vendar je še vedno razlika velika, ko se primerjajo rezultati.
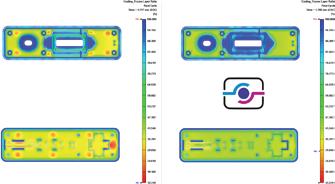
» Slika 12: Primerjava odstotka zamrznitve -1
Na jedrni strani izdelka je podobna slika na koncu cikla. (Slika 13)
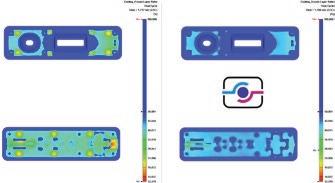
» Slika 13: Primerjava odstotka zamrznitve -2
Podrobneje smo raziskali rezultate na strani jedra. Temperatura nekaterih območij hlajenih s konvencionalno metodo je 210 °C. Pri konformnem hlajenju je temperatura le 140 °C. To je velika prednost pri času hlajenja. (Slika 14)
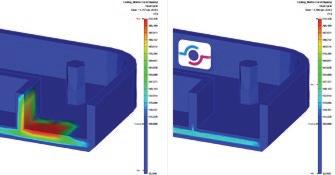
» Slika 14: Tekoče jedro
Prečni prerez rezultata na sliki 14 prikazuje temperaturne razlike na kalupnih vložkih. Kot pri vseh drugih rezultatih je razlika velika pri konvencionalnem hladilnem sistemu. (Slika 15)
Marec • 147 (3/2024) • Letnik 19 62 n e Kovine
3 Zaključek
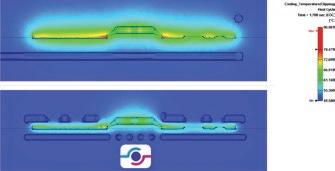
2.6 prednosti uporabe konformnega hlajenja
Obstaja več prednosti, ki so:
• boljša izmenjava toplote,
• krajši čas hlajenja,
• krajši cikel,
• stabilna kakovost izdelkov,
• stabilen proces.
V tem primeru simulacije je čas cikla s konvencionalnim hlajenjem 5,5 sekunde. Čas cikla se zmanjša s 5,5 sekunde na 3,5 sekunde z uporabo konformnega hlajenja. Ciklus se zniža za 37 %, kar pomeni prek pol milijona izdelkov več na dan. (V primeru kalupa z votlinami 64+64). Povračilo naložbe se izračuna iz cene izdelka.
Potencialni prihranek pri vsakem kalupu z uporabo konformnega hlajenja je precej velik. Vsaka vrsta kalupa ima nekaj skritega potenciala za izboljšanje, zlasti na hladilnih kanalih. Boljša izmenjava toplote pomaga tudi pri manjši porabi energije. Poleg tega konformno hlajenje nudi vse prednosti, ki so bile razložene v članku. Na podlagi izkušenj CONTURA® je skrajšanje časa cikla večinoma možno tudi do 30 % celotnega časa cikla. Uporaba konformnega hlajenja je ključna in močna metoda za izboljšanje vseh vrst kalupov v vseh sektorjih. Tehnologija konformnega hlajenja je izvedljiva tudi na obstoječih kalupih z menjavo vložkov. Glavno točka uporabe konformnega hlajenja je predhodni izračun v skladu z inženirskim znanjem in izkušnjami iz predhodnih projektov.
Reference:
[1] Beard, R.: How to Know the True Value of Conformally Cooled Injection Molds, Plastics Technology, USA, 2022.
[2] Özgüven. C.B.: Comparison of conventional plastic injection molding process and plastic injection molding process with rapid heat and cool technology, Turkey, 2020.
[3] Richard Läpple, Tübingen, Konturnah und variotherm: Die beiden Schlüssel für hochwertige Kunststoffbauteile in a magazine, VDWF im Dialog ISSN 1860-4935, 26-29
[4] Main web-page of Contura-MTC GmbH https://www.contura-mtc.de, (Visit date: 20 April 2021)
[5] »Rapid thermal cycling with low thermal inertia tools«; Robert X. Xu, Department of Biomedical engineering, Ohio State University, Columbus Ohio 43210; Emanuel Sachs, Massachusetts Institute of Technology, Cambridge Massachusetts 02139

























n e Kovine
» Slika 15: Temperature na vložkih
INDIVIDUAL IN-HOUSE PRODUCTION KNOW-HOW POWERTRAIN RELIABLE DELIVERY FLEXIBLE SUSTAINABLE SOURCE OF POWER The backbone of every injection moulding machine is the drive train. When it comes to cost-effectiveness, i.e. performance, durability and effi ciency, everything has to be right. And exactly here you can rely on our overarching competence. We are simply unique. Because all the hardware and software is within the ARBURG family. Our benchmark fi ts perfectly – ensuring your success! www.arburg.com www.nomis.hr
Coperionov novi laboratorijski ekstrudor
Coperion je izboljšal svoj laboratorijski ekstrudor ZSK 18 MEGAlab, da bi ponudil večjo prilagodljivost in varnost pri rokovanju.
Nova zasnova vključuje priključne grelce za hitro ponastavitev temperatur na cilindru in njihovo enostavno zamenjavo. Električno varovan zapah dostopa za vzdrževanje povečujejo varnost pri delovanju in zagotavlja hitro menjavo polža, s čimer se skrajšajo izpadi. Poleg tega platforma za dodajanje, ki je v postopku patentiranja, omogoča prilagodljivo namestitev, obračanje in prilagajanje do štirih dodajalnikov vzdolž stroja, kar poenostavlja dodajanje sestavin in postopke čiščenja.
S premerom polža 18 mm, specifičnim navorom 11,3 Nm/cm³ in največjo hitrostjo vrtenja 1200 min-1 je ZSK 18 MEGAlab idealen
BOY na sejmu Chinaplast
BOY bo na sejmu Chinaplas 2024 v Šanghaju predstavil dva majhna stroja za brizganje, ki ju bo predstavil njihov kitajski predstavnik, Andeli Co., Ltd. Stroj BOY 25 E bo proizvajal vijak iz PEEK-a za vsadke kitnih ovojnic, kar bo poudarilo njegovo visoko natančnost in učinkovitost z dvognezdnim orodjem. Drugi stroj BOY XS bo prikazal izdelavo osteosintezne plošče, ki se običajno uporablja v ortopediji, s poudarkom na hitrem ciklu, samo 4,7 sekunde.
BOY 25 E odlikuje kompaktna zasnova, učinkovitost in nizka poraba energije z možnostmi, kot je enota za plastificiranje EconPlast, za nadaljnje zmanjšanje porabe energije. Brizgalka ponuja vsestranskost pri predelavi različnih materialov, vključno s termoplasti, elastomeri, silikoni in kovinami.
Medtem pa BOY XS postavlja standarde v industrijskem delovanju s svojim majhnim odtisom, visoko energetsko učinkovitostjo in primernostjo za mikrobrizganje. Njegova inteligentna zasnova zagotavlja učinkovito in nežno obdelavo temperaturno občutlji-
Novost LNP LUBRILOY
SABIC je razširil svoj portfelj LNP™ LUBRILOY™ granulatov z dobrimi mazalnimi lastnostmi. Novi granulati so odgovor za naraščajoče povpraševanje po visokozmogljivih alternativah materialom, ki vsebujejo politetrafluoroetilen (PTFE), snov, ki vzbuja skrb zaradi njegove povezanost s per- in polifluoroalkilnimi snovmi (PFAS).
Ralph R. Buoniconti, višji specialist SABIC, poudarja pomen teh rešitev zaradi bližajočih se novih predpisov, ki omejujejo uporabo PFAS. Z uvedbo nove tehnologije »mazanja« v različne osnovne granulate SABIC strankam ponuja samomazalne možnosti brez PFAS, kar zagotavlja skladnost in trajnost. Granulati se ponašajo z odlično odpornostjo na obrabo in nizkim trenjem, pri čemer izpolnjujejo potrebe različnih industrij, kot so zdravstvo, avtomobilizem in industrijske aplikacije. Zmesi, ki so na voljo v neojačenih in

za raziskave, razvojne projekte in majhne proizvodne serije. Prenova vključuje tudi ločitev mehanskih in električnih komponent, stransko namestitev krmilne omare in optimizacijo napeljave kablov za lažje vzdrževanje.
www.coperion.com

vih materialov, zaradi česar je idealen za široko paleto aplikacij majhnih delov.
www.uniplast.si
www.dr-boy.de
ojačenih različicah, nudijo vsestranskost in primernost za aplikacije, kot so medicinske naprave in avtomobilske komponente. Novi razredi in njihove uporabe so predstavljeni na MD&M West, kar poudarja SABIC-ovo zavezanost inovacijam in obravnavanju razvijajočih se izzivov industrije.
www.fist.si

Marec • 147 (3/2024) • Letnik 19 64 n e Kovine
www.sabic.com
Nov zastopnik za brizgalke
HAITIAN v Sloveniji –Plastma, d. o. o.
Podjetje Plastma je bilo ustanovljeno leta 2002 v mestu Bačka Palanka v Srbiji. Podjetje je že 20 let zastopnik največjega svetovnega proizvajalca strojev za brizganje plastike – podjetja HAITIAN na območju Srbije, Bosne in Hercegovine ter Makedonije.
Za to skrbi predstavništvo podjetja v Srbiji, za zastopstvo na območju Hrvaške pa podružnica v Zagrebu. Od 01. 04. 2024 pa bo podružnica podjetja Plastma Hrvaška prevzela zastopstvo za podjetje HAITIAN tudi za območje Slovenije. Od ustanovitve do danes je podjetje Plastma na teh trgih dostavilo več kot 1000 strojev za brizganje HAITIAN in tako vzpostavilo uspešno sodelovanje z vodilnimi proizvajalci na tem področju, kot so BSH Hišni aparati, Plana S, Plastik Si, Magna, Draexlmeier, Vorwerk Autotec, Fischer, Jokey, Greiner, Berry, Plastik Gogić, DW Reusables, Peštan, Vargon (Wienerberger group) in številni drugi. Njihova največja prednost je servis in tehnična podpora, ki so ji že od začetka dajali velik pomen, tako da imajo danes v ekipi več kot 15 serviserjev in tehnikov. Strankam nudijo hitro odzivnost, servisne pogodbe, preventivno vzdrževanje, izobraževanje po meri, imajo pa tudi veliko zalogo rezervnih delov za hitro ukrepanje v primeru težav. Za podjetje je še posebej pomembno dejstvo, da poteka gradnja tovarne HAITIAN v Srbiji v obsegu več kot 100.000 m2 površine s ciljno letno

proizvodnjo 2.500 strojev. Rok za izgradnjo tovarne je predviden do sredine leta 2025. Poleg brizgalk HAITIAN zastopajo tudi podjetje SHINI; ta ponuja pomožno opremo za predelavo plastičnih mas (sušilniki, mlini, transporterji za granulat, grelniki orodij, dozirniki in mešalniki …), da svojim kupcem ponudijo celovito rešitev za njihovo proizvodnjo. Ob začetku dela na območju Slovenije ponujajo posebne pogoje za obstoječe in nove stranke HAITIAN, in sicer:
• Brezplačni preventivni servisni pregled strojev HAITIAN (do 3 stroji)
• 10 % popust pri nakupu novih brizgalk Generation 5 HAITIAN www.masine-za-brizganje.rs
n e Kovine
Janez Turk
Luka Vouk
Tjaš Božič
5 stopenjska analiza za nastavitev robustnih parametrov procesa brizganja plastike
Za dosego stabilnega procesa brizganja predlagamo izvajanje modificirane standardne šeststopenjske analize, ki je predstavljena v knjigi »Robust Process Development and Scientific Molding«. Večina teh analiz je na področju brizganja plastike splošno znanih, vendar sta pomembna tudi zaporedje in doslednost. Izbrali smo štiri analize, ki so najbolj primerne za plastične kose v proizvodnji avtomobilskih svetil, jih povzeli in dopolnili s primeri izvedbe. Dodatna peta študija je bila uvedena kot novost.
1 Uvod
Pri vzpostavljanju procesa brizganja plastičnih izdelkov je potrebno nastaviti nabor brizgalnih parametrov. Nastavitve parametrov lahko pomenijo razliko med sprejemljivo in nesprejemljivo kvaliteto brizganega izdelka. Med sprejemljivimi nabori parametrov so robustni ali stabilni parametri takšni, ki zagotavljajo stalno sprejemljivo kakovost kljub variaciji zunanjih pogojev. To je zaželeno, saj tako posebne kontrole izdelkov niso potrebne. Izraz »kakovost« lahko pomeni dimenzije kosa, videz ali kateri koli drug vidik, ki je pomemben za obliko, videz ali funkcijo izdelka. Za dosego stabilnega procesa brizganja predlagamo izvajanje standardne šeststopenjske študije, ki je predstavljena v knjigi »Robust Process Development and Scientific Molding« [1]. Večina teh študij je na področju brizganja plastike splošno znanih, vendar sta pomembna tudi zaporedje in doslednost. Izbrali smo štiri študije, ki so najbolj primerne za plastične kose v proizvodnji avtomobilskih svetil, jih povzeli in dopolnili s primeri izvedbe. Dodatna peta študija je bila uvedena kot novost. Izvajanje petih študij naj bi, vključno z zapisom rezultatov, izkušenemu tehnologu vzelo približno polovico izmene. Trdimo da se strošek izvedbe takšne študije v življenjski dobi izdelka hitro povrne.
2 pet stopenjska analiza
2.1 Analiza viskoznosti
Tlak in pretok sta osrednji fizikalni količini pri procesu brizganja plastike. Določata namreč čas polnjenja, skrčke, deformacijo končnega izdelka, itd. Pri brizganju plastike običajno določimo pretok z nastavitvijo hitrosti brizganja, tako da je pravzaprav pretok razlog in tlak posledica. Nastavitev pretoka ima svojo toleranco, prav tako viskoznost vhodnega materiala. Stabilen proces brizganja je takšen, da zmerno nihanje teh dveh količin povzroči čim manjše nihanje v kakovosti končnega izdelka, tukaj govorimo predvsem o teži in de-
Janez Turk, Luka Vouk, Tjaš Božič • HELLA Saturnus Slovenija d.o.o.
formaciji končnih izdelkov. Pretok in tlak sta med seboj povezana z viskoznostjo. Viskoznost plastike, ki je sestavljena iz prepletenih polimernih klobk, pa je močno odvisna od pretoka, saj so pri višjih pretokih razlike hitrosti med plastmi tekočine višje, kar vodi v razpletanje polimernih klobk kar pomeni nižjo viskoznost in s tem
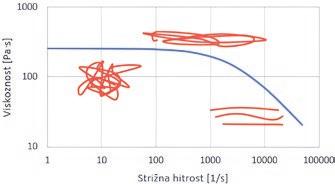
» Slika 1 Odvisnost viskoznosti polimera od strižne hitrosti. Pri višjih strižnih hitrostih se polimerne klobke razpletejo, kar ima za posledico nižjo viskoznost Pri brizganju termoplastov je tipična strižna hitrost 1000 1/s.
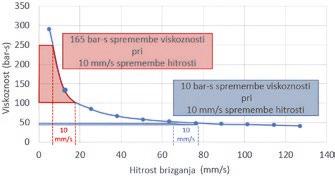
» Slika 2 Graf viskoznosti glede na hitrost brizganja, ki je osrednji rezultat študije viskoznosti. Priporočena je najmanjša hitrost brizganja, ki je še na ravnem delu grafa.
Marec • 147 (3/2024) • Letnik 19 66 n e Kovine
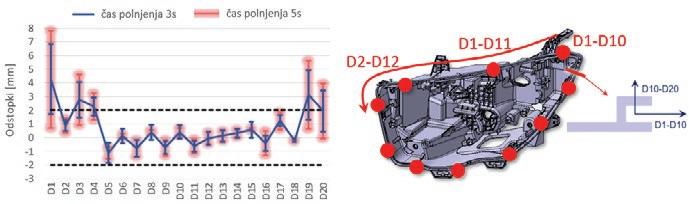
» Slika 3 Vpliv hitrosti brizganja na variacijo deformacije oboda ohišja žarometa. Povprečje in variacjia sta izračunana iz meritev desetih zaporedno brizganih vzorcev. Narisana variacija je trikratnik standardne deviacije.
lažji pretok plastike. Razliki hitrosti med plastmi tekočine pravimo tudi strižna hitrost, odvisnost viskoznosti od strižne hitrosti je na sliki 1.
Zaradi kompleksne odvisnosti med pretokom, tlakom in viskoznostjo plastike, je moč izbrati takšno hitrost brizganja, ki bo ob dani toleranci povzročila manjše spremembe viskoznosti. Na sliki 2 je prikazan princip izbire. Namen analize viskoznosti je pripraviti takšen slika za določen izdelek in iz njega odčitati priporočeno hitrost brizganja.
Analizo viskoznosti izvedemo tako, da nastavimo najvišjo smiselno hitrost brizganja in poskrbimo, da so izdelki ob preklopu zapolnjeni do približno 90%. Nato postopoma znižujemo hitrost
brizganja v približno desetih korakih, dokler ne dosežemo zelo nizke hitrosti brizganja, okoli 10% najvišje hitrosti. Med zmanjševanjem hitrosti brizganja zapisujemo brizgalni tlak in čas polnjenja vsakega vzorca ter izračunavamo njun produkt, ki predstavlja viskoznost. Na koncu pripravimo graf kot na sliki 2, in izberemo najmanjšo hitrost brizganja, ki se nahaja na položnem delu grafa. To zagotavlja stabilen proces brizganja z manjšimi nihanji viskoznosti.
Primer vpliva hitrosti brizganja na variacijo deformacije oboda ohišja žarometa je prikazan na sliki 3. Iz desetih zaporednih vzorcev smo izračunali povprečno deformacijo in variacijo kot trikratnik standardne deviacije, ki je opazno manjša pri krajšem


Marec • 147 (3/2024) • Letnik 19 67 n e Kovine
času brizganja. Trdimo, da bi bil efekt izbire višje hitrosti polnjenja še večji, če bi imeli na voljo meritve za daljše časovno obdobje in bi zajemali vzorce iz različnih šarž materiala.
2.2 Analiza polnjenja več-gnezdnega kalupa
V kalupu za proizvodnjo plastičnih izdelkov je običajno več gnezd. Proizvodnja je tako cenejša, saj se lahko v enem ciklu proizvede več izdelkov naenkrat. Da bi dosegli enako kakovost izdelkov iz vseh gnezd, morajo biti tlačni in termalni pogoji v vseh gnezdih podobni. Neuravnoteženo polnjenje gnezd lahko povzroči dimenzijska odstopanja in razlike v vizualni kakovosti med izdelki. Pri izdelkih proizvedenih v kalupih z veliko gnezd npr. 16 ali 32, so lahko te razlike zelo velike. V skrajnem primeru je lahko gnezdo zapolnjeno še pred preklopom na naknadni tlak, kar pomeni da bo brizgalni tlak na to gnezdo deloval pravzaprav kot nekontroliran naknadni tlak. Po načelu najmanjšega upora bo plastika lažje tekla v gnezda z manj upora, zato bodo ta hitreje zapolnjena. Obstaja več razlogov za razlike v tokovnem uporu med gnezdi, glavni pa so:
• Odstopki pri izdelavi dolivnega sistema povzročijo, da ima tok na poti v eno gnezdo zaradi drugačnega preseka drugačen upor kot na poti v drugo.
• Neenako odzračevanje zraka, ki ga talina med polnjenjem izpodriva, povzroči neuravnotežen zračni pritisk med gnezdi. Zračni pritisk deluje proti tlaku in ovira polnjenje neuravnoteženo.
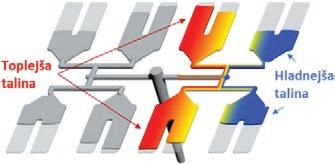
» Slika 4 Temperaturna razlika taline med različnimi gnezdi zaradi strižnega gretja in več razvodov.
• Neenakomerno hlajenje povzroči neenakomerno temperaturo orodja, kar vodi v neenakomerno temperaturo taline, od katere pa je odvisna viskoznost. Ob različnih viskoznostih je upor toka v posamezna gnezda različen.
• Neuravnoteženost zaradi strižnega gretja je pojav, ki se mu je težko izogniti. Tok plastike ima največjo strižno hitrost ob plašču dolivnega sistema, tam se tudi najbolj greje. Laminarnost toka plastike zagotavlja, da tokovnica ostane ob plašču in se vedno bolj greje. V dolivnem sistemu imamo tako naravno neenakomeren profil temperaturnega polja. V štiri ali več gnezdnem orodju dolivni sistem večkrat nesrečno razdelimo, tako da v nekatera gnezda teče toplejša plastika. Vizualna razlaga je na sliki 4.
Analizo polnjenja gnezd izvedemo tako, da proizvedemo izdelke z več stopnjami napolnjenosti, nato tri vzorce posamezne stopnje napolnjenosti iz vsakega gnezda stehtamo in pripravimo slika napolnjenosti, kot na sliki 5. Z analizo diagrama zapolnjenosti ugotavljamo, ali je neuravnoteženost polnjenja med gnezdi sprejemljiva ali ne. Splošnega kriterija ni mogoče podati, saj so zahteve kakovosti različnih izdelkov med seboj zelo različne, vendar govorimo o nekajodstotnem dovoljenem odstopanju. Z analizo diagrama

» Slika 5 Izrisane so mase izdelkov iz različnih gnezd pri različnih zapolnjenosti. Iz načina prehitevanja ali zaostajanja polnjenja je moč sklepati na razlog zanj.
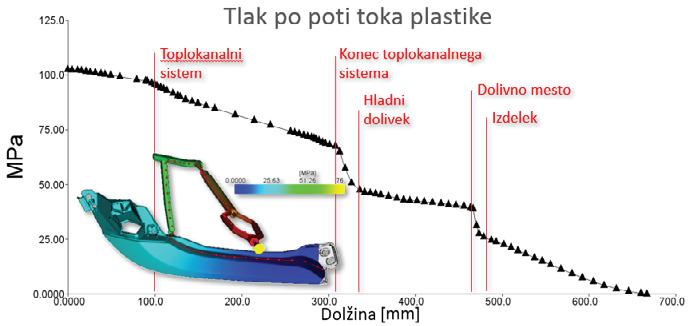
Marec • 147 (3/2024) • Letnik 19 68 n e Kovine
» Slika 6 Tlak ob preklopu izrisan po poti toka in razčlenjen po posameznih odsekih.

zapolnjenosti lahko tudi ugotavljamo razlog za neuravnoteženo polnjenje. Slabo odzračevanje povzroči zaostajanje polnjenja ob koncu, strižno gretje povzroči simetrično prehitevanje polnjenja toplejših gnezd, zaostajanje na začetku pa lahko kaže na manjši presek dolivne poti. Vsako sumljivo območje je treba preveriti in v primeru, da se potrdi, odpraviti.
2.3. Analiza tlačnih padcev Brizgalni tlak je ena izmed najbolj pomembnih količin za proces brizganja plastike. Najvišji tlak polnjenja, ki ga je možno prebrati
» Slika 7 Delni brizgi in pripadajoči brizgalni tlaki
s krmilnika brizgalne naprave je pravzaprav seštevek posameznih tlačnih padcev vseh odsekov toka plastike, ilustracija je na sliki 6. Analiza tlačnih padcev skozi posamezne odseke orodja je način preverbe dimenzioniranja dolivnega sistema, kvaliteto izdelave orodja in izbire materiala. Za odpravo težav, ki jih takšna analiza razkrije je ključno, da so ugotovljene karseda zgodaj, saj lahko vključujejo popravke na orodju, kar lahko traja več tednov.
Analizo izvedemo tako, da izvedemo brizg v prazno z odstavljenim cilindrom in zapišemo dosežen tlak. Tako izmerimo tlačni padec skozi cilinder in ustje cilindra. Naslednji je brizg v prazno



n e Kovine
s pristavljenim cilindrom in odprtim orodjem. Izmerjen tlak je seštevek prejšnjega tlačnega padca in tlačnega padca skozi toplokanalni sistem. Z odštevanjem izračunamo posamezna tlačna padca. Nadaljujemo z zaprtim orodjem, tako da zapolnimo hladnokanalni sistem vsakokrat do njegovega naslednjega sestavnega dela in izdelek do nekaj stopenj zapolnjenosti, kot na je prikazano na Sliki 7. Brizgalni tlak vmes zapisujemo in od njega odštevamo prejšnje.
zmrznila, ter hladnega, ki zamrzne in se vsak cikel skupaj z izdelkom odstrani iz orodja.
V naknadni fazi brizgalna enota zagotavlja tlak v tekoči sredici plastike in nadomešča izgubljeni volumen zaradi termičnega skrčka, dokler se plastika ne ohladi in narasla viskoznost ne prekine toka. Dolžina naknadne faze je ključnega pomena za vizualno kakovost izdelka, saj zagotavlja, da je izdelek pritisnjen na stene kalupa in ima enako obliko kot kalup. Po koncu te faze se izdelek odmakne od sten kalupa in se bolj ali manj prosto krči. Naknadni tlak mora biti dovolj dolg da staljena sredica ne izteka iz kalupa nekontrolirano in da je prostega krčenja čim manj. Hladni dolivek in dolivno mesto morata biti dimenzionirana tako, da zmrzneta kasneje kot izdelek in ne omejujeta časa pakiranja.
» Tabela 1: Tabela z navedenimi padci tlaka
Zbrane podatke o tlačnih padcih zapišemo v tabelo, kot v tabeli 1. Narišemo lahko tudi diagram tlačnih padcev kot je prikazano na sliki 8.

Nenavadno visoke tlačne padce je potrebno raziskati in ugotoviti njihov vzrok. Običajne vrednosti tlačnih padcev za različne dele orodja v običajnih delovnih pogojih so:
• Gnezdo < 800bar
• Hladnokanalni dolivni sistem < 400bar
• Toplokanalni dolivni sistem < 600bar
• Cilinder < 200bar
• Skupni tlak < 2000bar
Tlačni padec skozi posamezen odsek je lahko višji od priporočenega, vendar je ga je potrebno uravnotežiti z manjšim tlačnim padcem skozi drug odsek. Z analizo tlačnih padcev opravimo najbolj rigorozen preizkus orodja in ujamemo napake, ki vodijo v nizko kvaliteto kosov, povečan izmet ter nepredvideno popravilo orodij.
2.4 Analiza zamrzovanja
Plastika vstopi v kalup prek dolivnega sistema, ki je na dolivnem mestu povezan z izdelkom. Dolivni sistem se deli na dva dela: toplega, ki ga obdajajo grelci, ki preprečujejo, da bi plastika v njem
Namen analize zamrzovanja je določiti dolžino naknadnega tlaka, ki še vpliva na izdelek. To ugotavljamo s tehtanjem izdelkov. Izdelek je težji, če je v njem več plastike, ki je zamrznila pod višjim tlakom. Predlagamo, da se za to analizo nastavi srednjo višino naknadnega tlaka t.j. 500 barov in proizvede izdelke z različnimi dolžinami naknadnega tlaka z eno-sekundnim razmakom. Priporočljivo je, da se za vsak čas naknadnega tlaka stehtajo trije različni vzorci, izračuna povprečna masa ter rezultate vpiše v tabelo. Primer tabele je tabela 2, ki jo lahko dopolnimo s pripadajočim grafom.
» Tabela 2. Masa vzorcev proizvedenih z različnimi dolžinami naknadnega tlaka, v medsebojnem razmaku 1 sekunde.
Čas zamrznitve je moč razbrati iz meritev kot čas po katerem se masa izdelka več ne spreminja. Dolžina naknadnega tlaka naj ne bo krajša. S tem zagotovimo, da masa, vizualna kvaliteta in deformacija izdelka ne bodo nihale zaradi tolerance nastavitve brizgalnega stroja ali nekontroliranega iztekanja taline iz kalupa. Čas zamrznitve je tudi dragocena informacija pri nastavljanju kompleksnejših profilov naknadnega tlaka, kot je npr. padajoč naknadni tlak.
Primer vpliva dolžine naknadnega tlaka na posedenost izdelka je predstavljen na sliki 9. Velik presek je zahteval nenavadno dolg naknadni tlak. Zaradi dolgega naknadnega tlaka cikla ni bilo potrebno podaljševati, saj se je fazo hlajenja ustrezno skrajšalo.
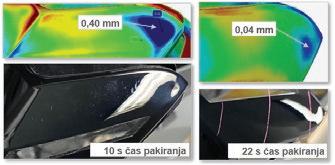
2.5 procesno okno naknadnega tlaka Čas naknadnega tlaka smo določili s prejšnjo analizo. Namen te, zadnje analize, pa je določiti višino naknadnega tlaka. Naknadni tlak mora biti dovolj visok, da se izognemo pretirani deformaciji, posedanju, lunkerjem in drugim vizualnim napakam. Po drugi strani pa lahko previsok naknadni tlak tudi povzroči težave npr. pri izmetavanju. Izjemno koristno je, če prečešemo različne vrednosti
Marec • 147 (3/2024) • Letnik 19 70 n e Kovine
OPIS Preklop [mm] tlak [bar] cilinder - 170 Topli kanal - 811 do dol. mesta 58 1305 prek dol mesta 49 1580 50 % kalupa 45 1665 95 % kalupa 19 1765
tLak (S) 1 2 3 4 5 6 7 8 Masa (g) 12,98 13,26 13,84 14,06 14,12 14,23 14,23 14,23
» Slika 8. Diagram padcev tlaka.
» Slika 9 Posedenost na izdelku je manjša z ustrezno dolžino naknadnega tlaka.
naknadnega tlaka in ugotovimo, katere težave se pojavljajo pri katerih vrednostih. Idealno bi bilo, če bi lahko brizgali z naknadnim tlakom do 1600 barov. V večini primerov bo dosežen nižji naknadni tlak, saj se bodo težave pojavile že pri nižjem tlaku in bo analiza prekinjena preden bi dosegli 1600 barov.
Analizo izvedemo tako da proizvedemo vzorec z nizkim naknadnim tlakom npr. z 200 bari. Nato pa proizvedemo serijo vzorcev pri katerih naknadni tlak korakoma dvigujemo po 100 barov.

Vmes pregledujemo vzorce, jih fotografiramo in beležimo obnašanje. Ugotovitve lahko predstavimo v tabeli ali pa premočrtno, kot na primeru izvedbe takšne analize na sliki 10. Primeri težav, ki jih je potrebno zabeležiti, so:
• Prekoračitev zapiralne sile: Izdelek ima lahko tako veliko projekcijsko površino, da je potrebno tlak omejiti, da ne bi presegli zapiralne sile. Pred preizkusom je potrebno opraviti izračun.
• Težave pri izmetavanju: Vsak primer lomljenja ali praskanja med izmetavanjem je potrebno fotografirati in zabeležiti tlak pri katerem se je primer začel pojavljati.
• Prelivanje: Vsak primer nesprejemljivega srha je potrebno fotografirati in zabeležiti tlak pri katerem se je začel pojavljati.
• Posedanje: Vsak primer posedanja je potrebno fotografirati in zabeležiti višino tlaka, ki ga odpravi. V primeru, da posedanje ni mogoče odpraviti ga je potrebno fotografirati pri nekaj višinah naknadnega tlaka.
3 Sklep
Pet-stopenjska analiza na sistematičen način predpisuje, kako nastavljati ter analizirati ključne procesne parametre pri brizganju termoplastičnih izdelkov. Rezultati analize so v veliko pomoč razvojni ekipi, saj nudijo vpogled v izdelek, kvaliteto izdelave orodja, zrelost brizgalnega procesa, hkrati pa dobljeni podatki služijo pri optimizaciji procesnih parametrov. V dobi kompleksnejših plastičnih izdelkov, ki morajo izpolnjevati vedno več kvalitetnih in funkcionalnih zahtev, prestavlja takšna analiza nepogrešljivo vez med proizvodnjo in razvojem.
Viri:
[1] Kulkarni, S.: Robust Process Development and Scientific Molding: Theory and Practice, Hanser Verlag GmbH Co KG, Munich, 2017.

Marec • 147 (3/2024) • Letnik 19 71 n e Kovine
POVEČAJTE SVOJO DODANO VREDNOST. Z NAMI PREDELAVA PLASTIČNIH MAS OBDELAVA KOVIN INTERNA LOGISTIKA KMS d.o.o. Poslovna cona A 34 SI-4208 Šenčur Slovenija www.kms.si info@kms.si +386 (0)4 25 16 150 +386 (0)4 25 16 155
» Slika 10 Fotografije in pojasnila dogodkov ob dvigovanju višine naknadnega tlaka
Zanesljiv partner. Včeraj, Danes. Jutri.
Novosti pri vodilih za orodja
HASCO je bistveno razširil svoj portfelj vodil s približno 2350 novimi različicami v seriji Z00C/… - Z11C/….
Ti natančni vodilni elementi zagotavljajo tesno prilaganje in povečujejo zanesljivost postopka med brizganjem. Zasnovani so tako, da preprečujejo poškodbe orodnih vložkov in jeder ter imajo ustrezno tolerančno polje, kar zagotavlja tesno prileganje. Ti vodilni elementi, ki so združljivi z orodnimi ploščami HASCO in jih je mogoče namestiti na vse K-plošče, ohranjajo konstrukcijo standardne serije, hkrati pa vključujejo dodatno tesno prileganje. 10 mm »dolga« toleranca prileganja n5 zagotavlja varno prileganje v orodno ploščo.
Ta obsežna širitev omogoča strankam, da učinkovito izpolnjujejo naraščajoče zahteve po prilagodljivosti in kakovosti. Z izboljšanimi možnostmi za natančne in zanesljive mehanizme vodenja lahko proizvajalci optimizirajo svoje proizvodne procese in se ustrezno odzivajo na razvijajoče se zahteve industrije, s čimer krepijo svojo konkurenčnost in učinkovitost na trgu.
KRAUSSMAFFEI na sejmu JEC
Udeležba podjetja KraussMaffei na sejmu JEC v Parizu pomeni predstavitev na področju lahkih konstrukcij in površinskih tehnologij. Podjetje izpostavlja obsežen portfelj kompozitnih procesov, ki segajo od FiberForm, NFPP in RTM do mokrega oblikovanja, LFI, SCS, ColorForm, pultruzije, navijanja filamentov, inkapsulacije baterij in aditivne izdelave. Ta raznolika paleta tehnologij poudarja predanost podjetja KraussMaffei zagotavljanju najsodobnejših rešitev v različnih panogah.

Predstavitev na sejmu JEC World poudarja uporabo teh procesov v ključnih sektorjih, kot so avtomobilski (vključno s hitro rastočim segmentom električnih vozil), gospodarska in kmetijska vozila, vesoljski (s posebnim poudarkom na napredni zračni mobilnosti), gradbeništvo, obnovljivi viri energije in recikliranje. S ponudbo celostnega pristopa KraussMaffei dokazuje svojo sposobnost obravnavanja edinstvenih potreb in izzivov vsake industrije ter zagotavlja prilagojene rešitve, ki spodbujajo inovativnost in učinkovitost.
Ena od izstopajočih značilnosti je poudarek na celovitih rešitvah

www.hasco.com
proizvodne linije za izbrane komponente. Od začetnih faz načrtovanja do serijske proizvodnje v polnem obsegu podjetje izkorišča svoje strokovno znanje in izkušnje za načrtovanje in implementacijo integriranih proizvodnih sistemov, ki optimizirajo učinkovitost in kakovost.
Poleg tega KraussMaffei izpostavlja posebne inovacije znotraj vsakega sektorja. Na primer, v avtomobilski industriji podjetje predstavlja lahke strukturne komponente za električna vozila, izdelane z uporabo visokotlačnega RTM. Poleg tega predstavlja komponente oblikovanja, kot so »samozdravilne« površine, proizvedene s postopkom ColorForm, in rešitve za zaščito baterijskih celic, kjer uporabljajo tehnologijo BatteryEncapsulation.
Poleg tega KraussMaffei poudarja svoja skupna prizadevanja za napredek vesoljskih tehnologij, zlasti v partnerstvu z institucijami, kot je Nacionalni inštitut za letalske raziskave. V gradbeni industriji KraussMaffei poudarja dolgo življenjsko dobo in zanesljivost postopkov pultruzije za proizvodnjo proti koroziji odpornih profilov in betonskih ojačitev. Te komponente poudarjajo zavezanost podjetja k zagotavljanju trajnostnih rešitev.
KraussMaffei s svojim obširnim prikazom na sejmu JEC World ne predstavlja le svojih trenutnih zmogljivosti, temveč ponuja tudi vpogled v prihodnost kompozitnih tehnologij, kar ponazarja njegovo nenehno zavezanost inovacijam in odličnosti na tem področju.
www.kms.si
www.kraussmaffeigroup.com
Marec • 147 (3/2024) • Letnik 19 72 n e Kovine
Zgodovina podjetja HASCO se začne leta 1924
Zgodba podjetja HASCO se je začela leta 1924, ko je ustanovitelj podjetja Hugo Hasenclever v svoji kletni delavnici v Lüdenscheidu/Nemčija izdelal prva orodja za predelavo novega materiala- bakelit.
Iznajdljivost, doslednost in njegov občutek za obrt so privedli do prve spremembe v delovanju podjetja iz umetnin iz kovanega železa in medenine v orodjarstvo. V tem delu Nemčije je bil položen temeljni kamen za tipično podjetniško kariero – od majhne delavnice do globalno delujočega podjetja. Izjemno obrtniško in tehnično znanje, ki ga je Hugo Hasenclever uspešno uporabil pri obdelavi kovin, se je razvijalo tudi v njegovem prostem času, kjer je razvijal svoj hobi; izdelavo igrače Roly-poly (na sliki), vendar mu je to večkrat spodletelo, ker se igrača ob prevrnitvi ni postavila pokonci. Delo je dokončal njegov sin Rolf, ki se je ponoči skrivaj splazil v delavnico in razvil igračo tako, da se je vsakič, ko bi jo prevrnili, postavila pokonci. Rolf Hasenclever je sledil očetovi želji, da bi se pridružil družinskemu podjetju, kjer je kasneje postal generalni direktor. Prav zaradi tega je igrača Roly-poly danes simbol za izumiteljskega duha, ki je zaznamoval zgodovino podjetja. Temeljne vrline ustanovitelja podjetja Huga Hasencleverja zaposleni 100 let pozneje še vedno čutijo in so še vedno del korporativne filozofije. Agilnost, inovativnost, preprostost in uspešnost so gonilna sila delovanja v podjetju. Zaradi inovativnih izdelkov in patentov je HASCO še danes vodilni mednarodni ponudnik standardnih

orodnih normalij in ostalega, kar spada zraven celovite ponudbe brizgalnih orodij. Doslednost delovanja se odraža v kakovosti izdelkov HASCO in pomaga, da so procesi v orodjarstvu vedno lažji. Leta 1957 je po očetovi smrti dr. h.c. Rolf Hasenclever prevzel usodo podjetja. Tudi on je bil odgovoren za številne mejnike v zgodovini izdelave orodnih normalij.
www.hasco.com
Shadowfree
Valve gating technology
Hitra sprememba barve za sisteme zapornih igličnih ventilov
Inovativna tehnologija Shadowfree odpravlja sledi tečenja v sistemih igličnih ventilov in omogoča do 70 % hitrejše sprememba barve v vročem kanalu.
• Odprava sledi tečenja
• Privijačeni, aditivno izdelani moduli
• Enakomerno obliva iglični ventil
Marec • 147 (3/2024) • Letnik 19 73 n e Kovine
Built to Innovate. www.hasco.com
Biokompozit iz odpadnih
kokosovih vlaken in reciklirane termoplastične matrice
Silvester Bolka, Teja Pešl, Tamara Rozman, Natalija Štumpfl, Primož Mlačnik, Blaž Nardin
IZVLEČEK
V prispevku bomo predstavili razvoj biokompozita iz odpadnih kokosovih vlaken, ki smo jih uporabili kot ojačitev za reciklirano termoplastično matrico na osnovi polietilena nizke gostote (rPE-LD) v prvem primeru in na osnovi polimlečne kisline (PLA) v drugem primeru. Odpadna kokosova vlakna so tehnološki odpad podjetja KO-SI. Pri izdelavi smo poleg predelovalnih dodatkov uporabili tudi kompatibilizator za boljše medfazne interakcije med (reciklirano) termoplastično matrico in vlakni.
V prvem primeru smo kompavndiranje izvedli na Fakulteti za tehnologijo polimerov na dvopolžnem ekstruderju. V rPE-LD matrico smo dodali 50 % odpadnih kokosovih vlaken in 8 % kompatibilizatorja. Za izvedbo karakterizacije smo preizkušance, skladne z oblikama ISO 527 tip 1BA in ISO 178 oz. ISO 179, pripravili s postopkom brizganja. Kot referenco smo uporabili rPE-LD. Togost in trdnost kompozita smo uspeli dvigniti, hkrati se je drastično znižal raztezek pri pretrgu, kar je bilo tudi pričakovano. Udarna žilavost je bila presenetljivo zelo visoka, saj ni prišlo do porušitve. Temperatura tališča je ostala skoraj nespremenjena. Dobili pa smo trostopenjski razpad, kjer so pri najnižji temperaturi razpadla odpadna kokosova vlakna.
Tudi v drugem primeru smo kompavndiranje izvedli na Fakulteti za tehnologijo polimerov na dvopolžnem ekstruderju. V PLA matrico smo dodali 20 % odpadnih kokosovih vlaken in 5 % kompatibilizatorja. Za izvedbo karakterizacije smo preizkušance, skladne z oblikama ISO 527 tip 1BA in ISO 178 oz. ISO 179, pripravili s postopkom brizganja. Pri predelavi je bila maksimalna temperatura 180 °C, da odpadna kokosova vlakna niso degradirala. Z uporabljeno recepturo smo uspeli ohraniti mehanske lastnosti biokompozita na nivoju inženirskih termoplastov. Z uporabo ustreznega kompatibilizatorja smo uspeli tudi ohraniti žilavost na dokaj visokem nivoju. Temperatura steklastega prehoda in temperatura tališča sta ostali nespremenjeni. Dobili pa smo dvostopenjski razpad, kjer so pri nižji temperaturi razpadla odpadna kokosova vlakna, pri tem pa je ostal pepel po žarjenju, kot posledica anorganskega deleža v odpadnih kokosovih vlaknih. Z materialom smo izvedli teste ekstruzije, kjer smo pripravili dva različna tipa ekstrudiranih izdelkov.
Delo je rezultat večletnega uspešnega sodelovanja Fakultete za tehnologijo polimerov in podjetja KO-SI.

Marec • 147 (3/2024) • Letnik 19 74 n e Kovine
Silvester Bolka, Teja Pešl, Tamara Rozman, Blaž Nardin • Fakulteta za tehnologijo polimerov Natalija Štumpfl, Primož Mlačnik • KO-SI d.o.o.
1 Uvod
Komercialno dostopni biorazgradljivi PLA je prva izbira kot rešitev za krožno gospodarstvo v številnih sektorjih, med drugim zelo pogosto v embalaži.
Biokompoziti, ki vsebujeno bioosnovano in biorazgradljivo termoplastično matrico oz. reciklirano termoplastično matrico vedno bolj pridobivajo na pomembnosti, pri predelavi plastike, še posebej zaradi manjšega ogljičnega odtisa in v primeru uporabe reciklirane termoplastične matrice zaradi usmeritve v krožno gospodarstvo. Krožno gospodarstvo pa je še posebej učinkovito, če je izvedeno lokalno, kar pomeni, da dobimo surovino za izdelavo biokompozita v lokalnem okolju, kjer potem biokompozit tudi kompavndiramo in predelamo v nadaljevanju v končni izdelek. Da bi izboljšali tudi trdnost in v čim večji meri ohranili žilavost biokompozita, je potrebno zagotoviti dobre medfazne interakcije med termoplastično matrico in dodanimi naravnimi vlakni. Prva možnost je površinska modifikacija naravnih vlaken, kjer je obdelava kokosovih vlaken s kromovim sulfatom in natrijevim bikarbonatom zvišala tako mehanske kot toplotne lastnosti [1]. Druga možnost je uporaba kompatibilizatorja pri kompavndiranju. Kot odličen kompatibilizator med kokosovimi vlakni in nepolarno termoplastično matrico se je pokazal termoplastični elastomer, ki s svojimi funkcionalnimi skupinami (izocianatne skupine) zagotavlja dobre interakcije s površino kokosovih vlaken (ligninom) [2].
V naši študiji smo se odločili za uporabo termoplastičnega elastomera kot kompatibilizatorja na osnovi stiren etilen butilen stirena graftiranega z malein anhidridom (SEBS-g-MA) in dveh različnih termoplastičnih matric in sicer rPE-LD in PLA.
2 eksperimentalni del
2.1 Uporabljeni materiali rPE-LD je bil mlevec reciklata skrčljivih folij, ki smo ga dobili od podjetja Adria Polymers, Hrvaška. PLA nam je dobavilo podjetje KO-SI in sicer je bil material Plarenew 602 Grade PLA, dobavitelja Futerro S.A., Belgija. Komercialno dostopni SEBS-g-MA s trgovskim imenom Taipol SEBS 7126 smo kupili od podjetja TSRC Corporation, Tajvan. Antioksidant (AT 10) smo kupili pri Amik Italia S.p.A iz Italije. Odpadna kokosova vlakna nam je dobavilo podjetje KO-SI.
2.2 priprava vzorcev
Izdelali smo 7 serij vzorcev in sicer je bil vzorec PLAPC kot referenca, kjer smo uporabili mešanico PLA in PC z vsemi dodatki, vendar brez dodatka NCC. V Tabeli 1 je prikazana sestava vzorcev. Za oba primera kompavndiranja so bili materiali ločeno zmešani in ekstrudirani na dvopolžnem ekstruderju Labtech LTE 20-44. Premer polžev je bil 20 mm, razmerje L/D 44:1, obrati 400 vrtljajev na minuto, temperaturni profil je naraščal od lijaka (160 °C)
vzorec rLD-Pe (%) PLa (%) SeBS-g-Ma (%) at 10 (%) kokosova vlakna (%)
rpe-LD 100
rpe-LD+kokos 41,5 - 8 0,5 50 pLA+kokos - 74,7 5 0,3 20
» Tabela 1: Sestava vzorcev za kompavndiranje
n e Kovine
- - - -
do šobe (180 °C). Po kompavndiranju sta bila oba proizvedena filamenta ohlajena v vodni kopeli in narezana na pelete dolžine približno 5 mm in premera 3 mm.
Brizganje je potekalo na stroju Krauss Maffei 50-180 CX s premerom polža 30 mm. Temperaturni profil je naraščal od lijaka (165 °C) do šobe (180 °C). Temperatura orodja je bila nastavljena na 45 °C, čas hlajenja pa na 10 s. Protitlak je bil nastavljen na 195 barov, obrati polža pa na 175 vrtljajev na minuto. Hitrost brizganja je bila nastavljena na 50 mm/s, za zadnja 2 mm pa na 20 mm/s.
2.3 Laboratorijski testi
Upogibni in natezni preskusi so bili opravljeni na napravi Shimadzu AG-X plus v skladu z ISO 178 oziroma ISO 527-1. Za vsak vzorec je bilo opravljenih pet meritev. Pri nateznih preskusih smo vrednotili natezni E modul (Et), natezno trdnost (σm) in raztezek pri pretrgu (εtb). Pri upogibnem testu smo vrednotili upogibni E modul (Ef) in maksimalno upogibno trdnost (σfM) ter upogib pri maksimalni upogibni trdnosti (εfM). Termo-dinamične lastnosti smo vrednotili z napravo Perkin Elmer DMA 8000. Vzorce smo segrevali z 2 °C/min od 25 °C do 100 °C v zračni atmosferi. V načinu z dvojno prižemo smo uporabili frekvenco 1 Hz in amplitudo 20 μm. Toplotne meritve smo vrednotili z diferenčnim dinamičnim kalorimetrom (DSC 2, Mettler Toledo) v dušikovi atmosferi (20 mL/min). Temperaturo vzorca smo povečevali od -50 do 190 °C za izvedbe z rPE-LD in od -70 do 210 °C za izvedbo s PLA s hitrostjo segrevanja 10 °C/min, vzorec pa je bil 5 minut v staljenem stanju, da se je izbrisala njegova toplotna predzgodovina. Po ohlajanju s hitrostjo 10 °C/min smo vzorce ponovno segreli na 190 °C (rPE-LD) oz. na 210 °C (PLA) s hitrostjo 10 °C/min. Temperaturo kristalizacije (Tc), kristalizacijsko entalpijo (Hc), temperaturo taljenja (Tm) in talilno entalpijo (Hm) smo vrednotili pri ohlajanju in drugem segrevanju. Za rPE-LD biokompozit smo termogravimetrične analize (TGA) izvedli na instrumentu Mettler Toledo TGA/DSC 3+. Vzorec smo segrevali od 40 °C do 550 °C, s hitrostjo segrevanja 10 °C/min, v dušikovi atmosferi (20 mL/min), nato pa izotermno držali pri 550 °C 20 min v kisikovi atmosferi (20 mL/min). Za PLA biokompozit smo termogravimetrične analize (TGA) izvedli na instrumentu Mettler Toledo TGA/DSC 3+. Vzorec smo segrevali od 40 °C do 550 °C, s hitrostjo segrevanja 10 °C/min, v dušikovi atmosferi (20 mL/min), nato pa od 600 °C do 900 °C s hitrostjo segrevanja 10 °C/min v kisikovi atmosferi (20 mL/min). Vrednotili smo temperaturo degradacije in odstotek razpada. Udarni preizkus smo izvedli na napravi Dongguan Liyi Test Equipment, tip LY-XJJD5, v skladu s standardom ISO 179. Razdalja med podporama je bila 60 mm, za udarne preskuse pri rPE-LD biokompozitih smo uporabili nihalo z energijo 5 J, pri PLA biokompozitih nihalo z energijo 1 J in za zarezno udarne preskuse nihalo z energijo 1 J. Meritve indeksa tečenja taline smo izvedli na napravi Dongguan Liyi Test Equipment, tip MFI LY-RR. Za biokompozite z rPE-LD smo meritve izvedli pri temperaturi 190 °C in z utežjo 2,16 kg. Za biokompozite s PLA smo meritve izvedli pri temperaturi 210 °C in z utežjo 2,16 kg.
3 rezultati
Dodatek 20 % odpadnih kokosovih vlaken v rPE-LD matrico vpliva na zvišanje togosti in trnosti, drastično zniža raztezek pri pretrgu (Tabeli 2 in 3). Hkratni dvig togosti in trdnosti pomeni, da smo s pomočjo kompatibilizatorja SEBS-g-MA (8 %) dosegli dobre medfazne interakcije med odpadnimi kokosovimi vlakni in rPE-LD matrico. Dodatek kompatibilizatorja je bil zadosti nizek, da sta se dvignili tako togost kot trdnost biokompozita z dodanimi 50 % odpadnih kokosovih vlaken.
Dodatek 20 % odpadnih kokosovih vlaken v PLA matrico (Tabeli 2 in 3) je ohranil togost na zelo visokem nivoju (2,9 GPa), dvignil
trdnost na 65 MPa (v tehničnem listu je navedena natezna trdnost 50 MPa) in znižal raztezek pri pretrgu na 3,7 %. Tudi pri tem biokompozitu je dodatek kompatibilizatorja SEBS-g-MA, katerega smo dodali 5 %, omogočil dobre medfazne interakcije med odpadnimi kokosovimi vlakni in PLA matrico, hkrati pa je bil dodatek kompatibilizatorja še vedno zadosti nizek, da ni vplival na znižanje togosti in trdnosti. Kombinacija 5 % kompatibilizatorja in 20 % dodanih odpadnih kokosovih vlaken v PLA matrico je receptura, ki zagotavlja visoko togost, trdnost ob hkratni zadovoljivi žilavosti.
- -
»
2: Zbrani rezultati upogibnih testov
» Tabela 3: Zbrani rezultati nateznih testov
Dinamični E modul (Slika 1) rPE-LD močno naraste po celotnem temperaturnem intervalu, ko dodamo 50 % odpadnih kokosovih vlaken in sicer od 0,25 GPa pri rPE-LD na 0,57 GPa pri biokompozitu z odpadnimi kokosovimi vlakni. Pri dodanih 20 % kokosovih vlaken v PLA matrico, je pri dinamičnem E modu lu viden steklasti prehod okoli 60 °C, naraščanje dinamičnega E modula od 80 °C naprej predstavlja hladno kristalizacijo biokom pozita pri segrevanju.
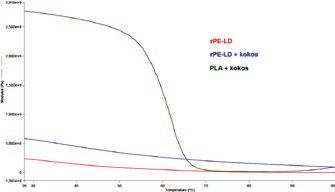
» Slika 1: Rezultati meritev dinamičnega E modula
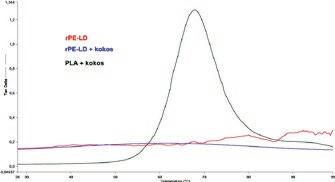
» Slika 2: Rezultati meritev faktorja izgub

Marec • 147 (3/2024) • Letnik 19 76 n e Kovine
(%) rpe-LD
rpe-LD+kokos 0,5±0,1 13,6±0,2 7,2±0,1 pLA+kokos 2,9±0,1 64,6±0,3 3,71±0,10
vzorec ef (GPa) σfM (MPa) εfM
-
vzorec et (GPa) σ m (MPa) εtb (%) rpe-LD 0,3±0,2 10,3±0,6 221,4±120,2 rpe-LD+kokos 0,7±0,2 12,3±0,2 6,2±0,2 pLA+kokos 2,9±0,1 64,6±0,3 3,7±0,1
Tabela
Faktor izgub (Slika 2) za biokompozit z rPE-LD matrico je konstanten po celotnem izmerjenem temperaturnem intervalu. Dodatek odpadnih kokosovih vlaken v rPE-LD matrico le to temperaturno stabilizira in prepreči viskozno obnašanje od 70 °C naprej, kjer pri čisti rPE-LD matrici opazimo naraščanje faktorja izgub v primerjavi s faktorjem izgub biokompozita z odpadnimi kokosovimi vlakni.
Pri biokompozitu z odpadnimi kokosovimi vlakni in PLA matrico je vrh faktorja izgub pri 68 °C, kar predstavlja steklasti prehod biokompozita. Višina faktorja izgub je pri steklastem prehodu 1,28, kar je posledica dodanega kompatibilizatorja SEBS-g-MA, ki poleg izboljšanja medpovršinskih interakcij med odpadnimi kokosovimi vlakni in PLA matrico dodatno še zelo dobro duši vibracije.
Dodatek odpadnih kokosovih vlaken ne vpliva na temperaturo tališč pri rPE-LD biokompozitu, le talilna entalpija je za rPE-LD delež višja kot pri rPE-LD. To pomeni, da delujejo odpadna kokosova vlakna kot nukleacijska jedra za rPE-LD matrico in malenkostno zvišajo stopnjo kristaliničnosti in sicer iz 40 % za čisto rPE-LD matrico na 42 % za biokompozit iz odpadnih kokosovih vlaken in rPE-LD matrico. Tako pri čisti rPE-LD matrici kot biokompozitu iz odpadnih kokosovih vlaken in rPE-LD je prisoten tudi majhen delež polipropilena s tališčem 159 °C (Tabela 4). Pri biokompozitu z odpadnimi kokosovimi vlakni in PLA matrico je talilna entalpija le malenkost višja od entalpije hladne kristalizacije, kar pomeni, da biokompozit z odpadnimi kokosovimi vlakni in PLA matrico pri ohlajanju ne kristalizira in ostane zamrznjena amorfna morfologija. Steklasti prehod je pri 60 °C, tališče je pri 160 °C. Do hladne kristalizacije pri segrevanju pa pride pri 117 °C (Tabela 4).
» Tabela 4: Zbrani rezultati za drugo segrevanje pri DSC testih
Pri biokompozitu z odpadnimi kokosovimi vlakni in rPE-LD matrico (Tabela 5) dobimo dvostopenjski razpad. Pri 336 °C razpade del odpadnih kokosovih vlaken, pri 476 °C razpade rPE-LD matrica. Po testu ostane 16,5 % anorganskega ostanka, ki je po vsej verjetnosti ostanek od anorganskih gradnikov odpadnih kokosovih vlaken. Odpadna kokosova vlakna vplivajo na znižanje temperature degradacije (za 3 °C) rPE-LD matrice pri biokompozitu z odpadnimi kokosovimi vlakni in rPE-LD matrico.
Pri biokompozitu iz odpadnih kokosovih vlaken in PLA matrico (Tabela 5) je razpad dvostopenjski. Glavni razpad je pri 348 °C, kjer razpade 87,4 % biokompozita. Prvi razpad je torej razpad tako
» Tabela 5: Zbrani rezultati TGA testov prihranka vode
FRIGEL adiabatni sistem
95 % prihranka energije
40 %
75 % prihranka stroškov vzdrževanja
*v primerjavi s hladilnimi stolpi ali kompresorskim hladilnikom
n e Kovine
vzorec t g (°C) t cc (°C) Δh cc (j/g) tm1 (°C) tm2 (°C) Δh m (j/g) tm3 (°C) rpe-LD - - - 110 123 117,0 159 rpe-LD+kokos - - - 110 123 51,2 159 pLA+kokos 59,8 117 27,4 160 - 28,1 -
vzorec td1 (°C) razpad1 (%) td2 (°C) razpad2 (%) Ostanek (%) rpe-LD - - 479 99,3 0,7 rpe-LD+kokos 336 29,7 476 53,8 16,5 pLA+kokos 348 87,4 455 11,4 1,2
www.topteh.si
odpadnih kokosovih vlaken kot PLA matrice. Drugi razpad je pri 455 °C, kjer razpade 11,4 % biokompozita. Anorganskega ostanka je 1,2 %.
Temperatura degradacije odpadnih kokosovih vlaken je višja pri biokompozitu s PLA matrico v primerjavi z rPE-LD matrico, kljub dejstvu, da je temperatura degradacije rPE-LD matrice veliko višja kot temperatura degradacije PLA matrice.
Biokompozit iz odpadnih kokosovih vlaken in rPE-LD matrice (Tabela 6) ima še vedno odlično udarno žilavost, saj pri testu ne pride do porušitve vzorca. To pomeni, da je uporabljen termoplastični elastomer kot kompatibilizator ne le izboljšal medfazne interakcije med odpadnimi kokosovimi vlakni in rPE-LD matrico, ampak je hkrati tudi izboljšal žilavost biokompozita in s tem odigral vlogo plastifikatorja za biokompozit z dodanimi 50 % odpadnih kokosovih vlaken. Zarezna udarna žilavost je visoka in znaša 13,1 kJ/m2
Udarna žilavost biokompozita z odpadnimi kokosovimi vlakni in PLA matrico (Tabela 6) znaša 11,6 kJ/m2, zarezna udarna žilavost znaša 3,6 kJ/m2. Vrednosti so za biokompozit s PLA matrico zelo visoke, kar pomeni da je tudi pri tem biokompozitu iz odpadnih kokosovih vlaken in PLA matrice termoplastični elastomer kot kompatibilizator ne samo zvišal medfazne interakcije med odpadnimi kokosovimi vlakni in PLA matrico ampak hkrati prevzel vlogo plastifikatorja za biokompozit.
vzorec udarna žilavost (kj/m²) Zarezna udarna žilavost (kj/m²)
rpe-LD - -
» Tabela 6: Zbrani rezultati za teste udarne iz zarezne udarne žilavosti
Indeks tečenja taline (Tabela 7) pri rPE-LD je zelo nizek (0,25 g/10 min), se pa pri dodajanju odpadnih kokosovih vlaken praktično ne spremeni (0,26 g/10 min).
termoplastično matrico (tako rPE-LD, kot PLA) in obenem močno zvišal žilavost dobljenih biokompozitov, smo biokompozitom uspeli dvigniti tako togost kot trdnost, hkrati pa ohraniti žilavost na zelo visokem nivoju.

» Tabela 7: Zbrani rezultati za MFI teste
Indeks tečenja taline za biokompozit iz odpadnih kokosovih vlaken in PLA matrice je visok in znaša 11,2 g/10 min.
4 Sklep
Podjetje KO-SI (ki ima veliko odpadnih kokosovih vlaken) in Fakulteta za tehnologijo polimerov smo skupaj zasnovali dve izvedbi biokompozitov, kjer smo odpadna kokosova vlakna dodali tako recikliranemu termoplastu rPE-LD kot bioosnovanem in biorazgradljivemu PLA. Kokosova vlakna delujejo kot ojačevalo, tako da sta dobljena biokompozita uporabna v številnih aplikacijah. Prve demonstratorje iz odpadnih kokosovih vlaken in PLA matrice smo izdelali v podjetju Uteksol (Slika 3), kjer smo ekstrudirali cevi, druge demonstratorje iz odpadnih kokosovih vlaken in PLA matrice smo izdelali v podjetju MAAR, kjer smo ekstrudirali mrežice (Slika 4).
Zaradi ustreznega kompatibilizatorja, ki je hkrati izboljšal medpovršinske interakcije med odpadnimi kokosovimi vlakni in

Viri:
[1] Mir SS, Hasan M, Hasan SMN, et al. Effect of chemical treatment on the properties of coir fiber reinforced polypropylene and polyethylene composites. Polym Composites 2015; 38(7): 1259–1265.
[2] Guillen-Mallette, J., Valadez-Hozalez, A., Rosado-Sanchez, S. I.: Recycled thermoplastic polyurethane as a coupling agent in automotive polypropylene compounds with coconut fibers, Journal of Thermoplastic Composite Materials (2022), 0(0).
Marec • 147 (3/2024) • Letnik 19 78 n e Kovine
rpe-LD+kokos Ne poči 13,1±0,4 pLA+kokos 11,6±2,0 3,6±0,4
vzorec MFI (g/10 min) rpe-LD 0,25±0,02 rpe-LD+kokos 0,26±0,02 pLA+kokos 11,18±0,60
» Slika 3: Ekstrudirane palice
» Slika 4: Ekstrudirane mrežice
Ultralahki TPE-ji
Kraiburg TPE v sodelovanju z ameriškim podjetjem 3M na trg postavlja ultralahke TPE materiale.


Premišljena kombinacija votlih steklenih kroglic in TPE matrike poleg gostote nižje od 0,9 kg/m3 omogoča tudi izboljšano elastično izravnavanje t. i. »compression set«. Na grafu je prikazana primerjava materiala TL6COW-BLCK s TPE-jem z izboljšanim elastičnim izravnavanjem, TPV in EPDM materialom. Elastično izravnavanje TL6COW-BLCK je primerljivo z EPDM materialom. Nizek temperaturni koeficient raztezka dolžine v območju 1,2-1,4 x10-4 /K in nizek relativni skrček omogočata dimenzijsko stabilen izdelek. Material je s svojimi lastnostmi kot prvo aplikacijo našel tesnilo vrat na električnem avtomobilu.
www.lespatex.si
www.kraiburg-tpe.com
Najširša paleta p oliamidov
Grilon PA6/PA 6 6, Grivor y PPA , Grilamid PA 12, PA GreenLine. Poliamidi, k i jim lahko z aupamo najtežje naloge in obremenit ve.



Marec • 147 (3/2024) • Letnik 19 79 n e Kovine
0 15 30 45 70 °C/24 h Compression Set [%] EPDM TL6OCW-BLCK TPV
TC6CSZ
E MS - GRI VOR Y ww w. l e s p at e x . s i Z astopa in tehnično s vetuje: Pot k sejmišču 30 1231 Ljubljana - Črnuče tel: 01/2565 168 e - mail: info@lespate x . si Masterbatchi Pigmenti Barvila
Toyo – kakovost iz Japonske za novo generacijo električnih brizgalnih strojev sedaj tudi v Sloveniji
Japonski brizgalni stroji Toyo so sedaj na voljo tudi slovenskim plastičarjem. Japonski proizvajalec brizgalk proizvaja popolnoma električne brizgalne stroje v razponu 50 do 1300 ton in je prisoten v Sloveniji s svojo hčerinsko družbo TOYO Europe Slo, d. o. o., s sedežem v Izoli.
Serija brizgalk Si-6S Toyo postavlja nov standard natančnosti in odličnih zmogljivosti z visokim energetskim prihrankom, omogočajoč proizvajalcem dvig standarda brizganja ter doseg visokokakovostnih rezultatov z znatno zmanjšanimi proizvodnimi stroški. Toyo se že več kot 30 let zavzema za preseganje meja tehnološke odličnost, v tem zgodovinskem obdobju, ko se podjetja osredotočajo na raziskovanje, predvsem pa investiranje v brizgalne stroje, ki so natančni, zanesljivi, togi in imajo nizke stroške vzdrževanja, predvsem pa omogočajo nizko porabo električne energije. Tehno-
Partnerstvo FUSO WITTMANN
Joh Fuchs & Sohn GmbH, avstrijsko podjetje za brizganje, se ponaša z dolgo zgodovino zagotavljanja visokokakovostnih plastičnih delov za različne industrije. S poudarkom na trajnosti in stroškovni učinkovitosti podjetje uporablja najsodobnejšo tehnologijo brizganja, vključno s stroji WITTMANN BATTENFELD, s katerimi izpolnjuje stroge zahteve svoje raznolike baze strank. Njihov proizvodni prostor, opremljen z vrsto strojev in sistemov za avtomatizacijo, jim omogoča izdelavo najrazličnejših delov, od mikro komponent do večjih sklopov, ob tem pa ohranja vrhunsko kakovost in zanesljivost.

Partnerstvo med FUSO in WITTMANN BATTENFELD traja štiri desetletja, pri čemer FUSO za svoje delovanje uporablja izključno stroje serije SmartPower. Ti stroji, znani po svoji energetski učinkovitosti in kompaktni zasnovi, so opremljeni z naprednimi krmilnimi sistemi in asistenčnimi funkcijami, kot je sistem HiQ Flow, ki zagotavljajo dosledno kakovost delov tudi pri nihanjih viskoznosti vhodnega materiala. Poleg tega FUSO uporablja celice Insider, ki integrirajo robote in tekoče trakove neposredno v proizvodne celice za prostorsko varčne in stroškovno učinkovite rešitve avtomatizacije.

logija TOYO, FULL ELECTRIC, uporabljena v njihovih strojih, omogoča izpolnitev vseh teh pričakovanj strank, zaradi 30-letnih izkušenj in raziskav v proizvodnji popolnoma električnih brizgalnih strojev, ki so vedno bolj usmerjeni v energetsko učinkovitost. Kar TOYO postavlja na eno izmed vodilnih mest po strokovnosti, izkušnjah in zanesljivosti. Podjetje s ponujanjem rešitev, ki zmanjšujejo okoljski vpliv in maksimizirajo učinkovitost, dokazuje svojo zavezanost bolj trajnostni industrijski prihodnosti. Brizgalni stroji TOYO so zaradi svoje vsestranskosti in kakovosti, uporabni tako pri srednje velikih podjetjih kot tudi pri multinacionalkah, ki delujejo v različnih sektorjih, kot so embalaža, živilska industrija, avtomobilska industrija, medicina, tehnični izdelki, gospodinjski aparati itd.
https://toyo-europe.com

FUSO-jeva zaveza trajnosti presega proizvodnjo in vključuje ekološke prakse, kot sta izraba odpadne toplote in uporaba orodju prijaznih sistemov za hladilno vodo. Ker zahteve strank po kakovosti in zanesljivosti naraščajo, podjetje še naprej vlaga v napredno tehnologijo in poprodajne storitve, da bi izpolnil in presegel pričakovanja. S poudarkom na inovacijah in učinkovitosti ostaja FUSO vodilni v industriji brizganja, ki zagotavlja vrhunske rešitve ob minimalnem vplivu na okolje.
www.robos.si
www.wittmann-group.com


Marec • 147 (3/2024) • Letnik 19 80 n e Kovine
Ultem za razvoj LiDAR senzorjev
Granulat ULTEM™ je imel ključno vlogo pri razvoju Blickfeldovega Qb2, prvega pametnega senzorja LiDAR (ta senzor zagotavlja 3D-pogled okolice v visoki ločljivosti), ki lahko zajema in obdeluje 3D-podatke v eni sami napravi.
Ta inovacija obravnava naraščajoče povpraševanje po kompaktnih in integriranih rešitvah LiDAR v različnih panogah, vključno z varnostjo in industrijskim nadzorom. Granulat je olajšal zasnovo zelo zapletenega optičnega nosilca in ponudil prednosti, kot so zmanjšani stroški materiala in hitrejše povečanje proizvodnje v primerjavi z aluminijem. Material je izpolnjeval stroge zahteve glede


dimenzijske stabilnosti, nizkega lezenja in stroškovne učinkovitosti, kar zagotavlja optimalno delovanje naprave LiDAR. Blickfeldovo uspešno sodelovanje s podjetjem SABIC poudarja pomen naprednih materialov in oblikovalske podpore pri obravnavanju razvijajočih se potreb trga LiDAR.
www.fist.si
www.sabic.com

Marec • 147 (3/2024) • Letnik 19 81 n e Kovine
Podpisana prodaja NETSTAL-a družbi Krones
AG
Podjetje KraussMaffei s sedežem v Münchnu je podpisalo kupoprodajno pogodbo s Krones AG za prodajo svoje švicarske podružnice NETSTAL Maschinen AG za okoli 170 milijonov evrov. Krones AG, dolgoletna stranka NETSTAL-a, je specializirano za proizvodnjo strojev za polnjenje in pakiranje pijač ter tekočih živil.
Prevzem vključuje NETSTAL Maschinen AG, Netstal Deutschland GmbH in enajst drugih prodajnih in servisnih enot po vsem svetu, s približno 530 zaposlenimi. Kljub prodaji bodo ohranjena vsa obstoječa delovna mesta, podjetje pa bo še naprej delovalo samostojno pod vodstvom izvršnega direktorja Renza Davatza. Prodaja omogoča podjetju KraussMaffei, da se osredotoči na svojo osnovno dejavnost in nove rastoče trge, hkrati pa zagotavlja prilagodljivost za nadaljnje naložbe na področjih, kot sta digitalizacija in razvoj novih strojev, je povedal izvršni direktor podjetja KraussMaffei Chi Zhang.
www.kms.si www.kraussmaffeigroup.com
KRAUSSMAFFEI na sejmu NPE
KraussMaffei bo na sejmu NPE predstavil obsežno paleto eksponatov s primarnim poudarkom na trajnosti in zmanjševanju odtisa CO₂ pri proizvodnji plastike. Pod temo »Naredimo plastiko zeleno« podjetje poudarja svojo zavezanost k ponudbi okolju prijaznih rešitev za predelovalno industrijo plastike, ki so usklajene z modelom krožnega gospodarstva.
Razstavni prostor bo prikazoval celotni materialni cikel reciklaže kratkotrajnih vial medicinske krvi v trajne izdelke, kot so odpirači za steklenice. Ključne predstavljene tehnologije vključujejo DCIM (Direct Compounding Injection Molding), ki omogoča precejšnje prihranke materialnih stroškov in ponuja večji nadzor pri razvoju.
Eden od vrhuncev sejma bo predstavitev novega polža za tehnologijo MuCell s 30 % višjo zmogljivostjo plastificiranja, ki prispeva k prihranku materiala in energije. Proizvodnja matričnih leč iz LSR (tekoča silikonska guma) bo prikazovala natančnost in doslednost v postopkih brizganja.
KraussMaffeijevo partnerstvo z NIAR in Univerzo Clemson bo na sejmu prikazalo uporabo proizvodnih tehnologij v avtomobilski industriji in letalstvu. Predstavljene bodo letalske komponente izdelane s tehnologijo FiberForm. Prav tako bo Univerza Clemson predstavila izjemno učinkovito konceptno vozilo brez voznika, zasnovano na trajnosten način, ki uporablja napredne materiale in strokovno znanje o proizvodnji. Poleg tega bo v ZDA prvič predstavljeno kolo narejeno s tehnologijo HP-RTM (High Pressure Resin Transfer Moulding), kar poudarja napredek v tehnologiji kompozitnih koles.

Podjetje bo poudarilo preglednost in učinkovitost s paketom socialProduction, ki omogočajo intuitivno spremljanje strojev za brizganje in optimizacijo procesov. Predstavili pa bodo svoje rešitve za aditivno proizvodnjo na ameriškem trgu, ki vključuje sistem powerPrint LSAM za izdelavo velikih delov s kompleksnimi oblikami. Razstavni prostor vključuje tudi široko paleto partnerjev, ki prikazujejo svoje prispevke k trajnostni proizvodnji in tehnološkemu napredku pri predelavi plastike. Prisotnost podjetja KraussMaffei na NPE poudarja njegovo zavezanost spodbujanju inovacij in trajnosti v industriji.


Marec • 147 (3/2024) • Letnik 19 82 n e Kovine
www.kms.si www.kraussmaffei.com

Moretto DGM GRAVIX
Moretto dozirne enote DGM GRAVIX predstavljajo novo dobo inovacij v industriji plastike. Doziranje, kritična faza v procesu predelave plastike, zahteva natančno mešanje več materialov za proizvodnjo visokokakovostnih izdelkov. Moretto dozirne rešitve, še posebej gravimetrični DGM GRAVIX, odlikujeta natančnost in učinkovitost. Z več kot 10.000 prodanimi enotami popolnoma izpolnjuje zahteve strank.

DGM GRAVIX sestavljajo napredne tehnologije za zagotavljanje dosledne natančnosti doziranja tudi v primeru motenj, kot so vibracije. Inovativni algoritmi, podprti z umetno inteligenco, zagotavljajo stabilnost in natančnost tehtanja. Nedavne izboljšave vključujejo prenovljeno zasnovo lijaka za enakomeren pretok granul, posodobljeno krmilno omarico za boljšo dostopnost in izboljšan uporabniški vmesnik z LED-indikatorji za stanje delovanja. Edinstveni razdelilniki DGM GRAVIX zagotavljajo visoke standarde s hitrimi odzivnimi časi in izjemno vzdržljivostjo. Njegova zasnova brez mehanskih omejitev zagotavlja natančnost tudi v ekstremnih pogojih, podprto z algoritmom Vibration Immunity System (VIS). Poleg tega paleta ponuja vsestranskost z modeli, prilagojenimi za mikrodoziranje, in široko paleto drugih možnosti.
Funkcionalnost Teach-in poenostavi namestitev, lijaki, ki jih je mogoče programirati, pa izboljšajo prilagodljivost spreminjajočim se proizvodnim potrebam. Enote DGM GRAVIX ponujajo celovit nadzor delovanja, možnosti povezljivosti in združljivost s transportnim sistemom Moretto, kar zagotavlja nemoteno integracijo v proizvodni proces.
Morettove dozirne enote DGM GRAVIX tako na novo definirajo odličnost pri mešanju ter utelešajo inovativnost in zanesljivost. Zadovoljujejo najzahtevnejše potrebe strokovnjakov, ponujajo napredno zmogljivost in postavljajo nov standard v industriji.
www.lesnik.si
www.moretto.com
Najmanjši velik sušilnik

Najnižja točka rosišča v industriji (-60 °C). Odprava napak na končnem izdelku.
Sušilni lijak s popolnim masnim tokom. Čas sušenja se v povprečju skrajša za vsaj 38%.
Najnižja poraba energije s pomočjo Morettovega super računalnika. Turbo kompresor ima 82% učinkovitost. Poleg tega se zračni tok v sušilnem lijaku porazdeli tja, kjer je potreben, kar prihrani energijo skozi celoten proces!
Najenostavnejša nastavitev od vseh. Za delovanje sušilnice je treba nastaviti samo dva parametra: material in pretočnost. Več

Marec • 147 (3/2024) • Letnik 19 83
informacij
X COMB
www.moretto.com www.lesnik.si
SCHMIDT® DuplexPress 8 –
nominirana za produkt leta 2024
SCHMIDT Technology, vodilni v tehnologiji inteligentnega spajanja, ima najširšo paleto izdelkov med vsemi proizvajalci. Poleg stiskalnic, varnostna in krmilna tehnologija SCHMIDT® PressesControl postavlja standarde zaradi svoje sistemske filozofije, nadzora sile/hoda in integrirane merilne tehnologije. Stalni nadzor procesa in bistvena dokumentacija, ki je v skladu z ISO, sta orodji za visoko produktivnost današnje učinkovite montaže. Zaradi teh lastnosti delovanja je SCHMIDT Technology nesporen tehnološki vodja na področju tehnologije natančnega spajanja danes.
Ena od izrazitih značilnosti uspešnih podjetij je močan inovacijski potencial, za katerega je značilna vizija. Podjetje SCHMIDT Technology je to prepoznalo že v zgodnji fazi in močno vlagalo v raziskave in razvoj. Tako se danes, v vseh treh divizijah na lokaciji St. Georgen, strokovnjaki posvečajo raziskavam na področju tehničnih rešitev prihodnosti.


SchMIDT® Duplexpress 8
Dosega silo 7 kN z minimalnim naporom in super ergonomskim delovanjem, pri čemer ima hoda kar 140 mm Ročna stiskalnica SCHMIDT® DuplexPress 8 s popolnoma novim principom delovanja orje ledino za znane ročne stiskalnice z vzvodom. Izziv doseganja visokih sil (7 kN) z dolgimi hodi (do 140 mm) ni mogoča niti z običajnimi stiskalnicami z zobato letvijo ali preklopnimi stiskalnicami. Tako novo razvita stiskalnica predstavlja zelo univerzalno rešitev za opravila stiskanja, saj jo je mogoče uporabljati tudi izjemno ergonomsko z nizko silo roke (120 N). prednost delovanja
Leva ročica sproži hitri gib za hitro namestitev bata na obdelovanec. Desna ročica aktivira močan gib kadar koli z malo ročne sile. Prenosno razmerje planetnega reduktorja dosega visoko efektivno

» SCHMIDT Technology, vodilni v tehnologiji inteligentnega spajanja, ima najširšo paleto izdelkov med vsemi proizvajalci.
silo stiska. To je uporabno na primer, ko je treba opraviti dolg hiter hod, preden dosežete komponento, kjer so potrebne visoke sile stiskanja.
Zakaj ima stiskalnica priključek za komprimiran zrak ali rezervoar?
Komprimiran zrak umakne bat nazaj v TDC (zgornjo mrtvo točko) s konstantno silo in hitrostjo. Poleg tega je hitrost mogoče individualno nastavljati z regulatorjem tlaka. Pnevmatski povratni hod poveča ergonomijo v primerjavi z običajno vzmetno rešitvijo. Poleg tega dvokomorna zasnova rezervoarja zagotavlja kompenzacijo teže zgornjega orodja z nastavljivim diferenčnim tlakom. Za samozadostno in maksimalno energetsko varčno delovanje stiskalnice je na voljo izvedba s tlačnim akumulatorjem. Z inteligentnim ponovnim shranjevanjem komprimiranega zraka je izguba le-tega minimalna in zadostuje polnjenje rezervoarja približno enkrat na teden. Alternativno lahko stiskalnico priključite neposredno na dovod komprimiranega zraka.
[ Pripravil: Miha Piščanec, MB-NAKLO, d. o. o. ] www.mb-naklo.si
Marec • 147 (3/2024) • Letnik 19 84 orodjArstvo in strojeGrAdnjA
Zajem in uporaba ogljikovega dioksida (CO₂) s sistemi
OMEGA AIR
V podjetju OMEGA AIR d. o. o. Ljubljana verjamemo v prihodnost sistemov, ki bodo pomagali zmanjšati delež CO₂ v industriji. V ta namen ponujamo CCS/CCU rešitve na ključ za vrednotenje CO₂ (ločevanje, utekočinjanje, stiskanje in čiščenje plina).
Obstajata dva sistema za preprečevanje izpustov CO₂ v ozračje, ki sta dragocena korist za okolje (višja koncentracija CO₂ v ozračju je glavni vzrok globalnega segrevanja) – CCU in CCS sistem. Glavna razlika med procesoma CCU in CCS je v tem, da CCS sistemi ne vključujejo obdelave CO₂ in zato plina pozneje ni mogoče uporabiti.

CCS
Izstop dimnih plinov
Hladilnik za regeneracijo aminov
Grelnik za regeneracijo aminov
Tehnika zajema CO₂, ki ji lahko rečemo tudi »vrednotenje ogljika«, je proces zajemanja plinastega ogljikovega dioksida (CO₂), ki

HRANILNIK PLINA
Separacijska kolona 1
Vstop
Obtočna črpalka aminov
Obtočna črpalka aminov
Separacijska kolona 2
Fermentacijski rezervoarji (pijače)
Marec • 147 (3/2024) • Letnik 19 85 orodjArstvo in strojeGrAdnjA
dimnih plinov
» Slika 3: Shema CCS sistema
» Slika 1: Izpusti CO₂ v ozračje
» Slika 2: Kompaktna kontejnerska izvedba – CO₂ BOX
CCU
HRANILNIK PLINA
Hladilni sistem (hladilnik)
CO₂ kompresor
Sušilnik plina
Hladilnik plina
Jeklenke plina
ČIŠČENJE SHRANJEVANJE UTEKOČINJANJE
Uporablja se za ustvarjanje najboljših pogojev (tlak, čistost in rosišče), ki omogočajo poznejše utekočinjanje.
» Slika 4: Shema CCU sistema
Tekoči CO₂ je varnejši in lažji za rokovanje kot s stisnjen plin pod visokim tlakom.
CO₂ lahko uporabite na kraju samem ali pa ga prodate za nadaljnjo uporabo v drugih procesih.
je prisoten v industrijskem ali kmetijsko-živilskem procesu in njegove nadaljnje obdelave, z namenom ponovne uporabe v lokalnem procesu ali pa nadaljnje prodaje.
Sistem CCU je treba razlikovati od sistemov za zajemanje in shranjevanje ogljika (CCS), ki večinoma zajemajo CO₂ iz procesa (ali celo iz atmosfere) in ga usmerjajo v hranilnike (večinoma pod zemljo).
Oba sistema preprečujeta izpust CO₂ v ozračje in sta zato lahko dragocena korist za okolje (višja koncentracija CO₂ v ozračju je glavni vzrok globalnega segrevanja).
V proizvodnem obratu OMEGA AIR PE Logatec proizvajamo kontejnerske sisteme na ključ CO₂-BOX, ki končnemu uporabniku omogočijo pozitiven vpliv na okolje in hkrati ustvarjanje dobička. Tako pridobljen CO₂ je lahko – odvisno od zahteve kupca in nadaljnje uporabe – v plinastem ali tekočem stanju, ter industrijske ali prehrambne kakovosti.
Zajem cO₂ iz dimnih plinov (slika 3 – levi del) – ccS sistem
Dimni plini vsebujejo relativno visoko koncentracijo CO₂, ki ga je s kombinacijo separacijskih tehnologij možno zajeti. Pri separaciji z organskimi topili (npr. etilenamid) se v prvi separacijski koloni tok dimnih plinov spira s topili, ki nase vežejo CO₂. V naslednji fazi tekočino obogateno s CO₂ regeneriramo (segrejemo) in v drugi separacijski koloni CO₂ v plinasti fazi ločimo iz topila v tekoči fazi. Organsko topilo nato ohladimo in ga ponovno injiciramo v prvo separacijsko kolono, medtem ko se CO₂ v plinasti fazi
hrani v vmesnem zalogovniku, kjer je pripravljen za fazo dodatne obdelave (npr. filtracija, komprimiranje, utekočinjanje).
Zajem cO₂ pri fermentaciji (slika 3 – desni del) - ccS sistem
Alkoholno vrenje ali alkoholna fermentacija je biološki proces, pri katerem se sladkorji, kot so glukoza, fruktoza in saharoza, pretvorijo v energijo v obliki adenozin trifosfata (ATP), pri tem pa nastaneta etanol in ogljikov dioksid (CO₂) kot presnovna odpadna produkta. Na vrhu fermentorjev se zajema CO₂ v visoki koncentraciji in se nato pred fazo nadaljnje obdelave hrani v vmesnem zalogovniku.
ccU sistem
Kadar želimo CO₂ ponovno uporabiti v nekem procesu, ga je treba predhodno dodatno očistiti. Faza čiščenja najpogosteje zajema komprimiranje, filtracijo in sušenje. Ustrezno očiščen CO₂ je primeren za nadaljnjo uporabo v živilski industriji ali različnih industrijskih aplikacijah.
www.omega-air.si
Marec • 147 (3/2024) • Letnik 19 86 orodjArstvo in strojeGrAdnjA
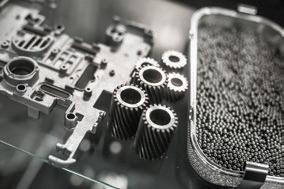
FORUM ZNANJA IN IZKUŠENJ
Predstavitev strokovnih prispevkov
Strokovna razstava
Aktualna okrogla miza
Podelitev priznanja TARAS
Portorož, 10. in 11. junij 2024
Dogodek je namenjen predstavitvi dosežkov in novosti iz industrije, inovacij in inovativnih rešitev iz industrije in za industrijo, primerov prenosa znanja in izkušenj iz industrije v industrijo, uporabe novih zamisli, zasnov, metod tehnologij in orodij v industrijskem okolju, resničnega stanja v industriji ter njenih zahtev in potreb, uspešnih aplikativnih projektov raziskovalnih organizacij, inštitutov in univerz, izvedenih v industrijskem okolju, ter primerov prenosa uporabnega znanja iz znanstveno-raziskovalnega okolja v industrijo.
Dodatne informacije: Industrijski forum IRT, Motnica 7 A, 1236 Trzin I tel.: 01 5800 884 faks: 01 5800 803 | e-pošta: info@forum-irt.si


Priznanje TARAS za najuspešnejše sodelovanje znanstvenoraziskovalnega okolja in gospodarstva na področju inoviranja, razvoja in tehnologij.
www.forum-irt.si
RAZPON TLAKOV
1000 mbar
16 bar, 50 bar
100 bar, 250 bar 420 bar
MEDIJI
stisnjen zrak vakuum
N2, O2 , CNG, dihalni zrak
CO2, H2, He
OMEGA AIR more than air
OMEGA AIR d.o.o. Ljubljana
Cesta Dolomitskega odreda 10 SI-1000 Ljubljana, Slovenija www.omega-air.si
T +386 (0)1 200 68 00 info@omega-air.si





























orodjArstvo in stroje
2024
Izdelano s tehnologijo P3 DLP
Natančnost in kakovost na ravni brizganja pri farmacevtskih
komponentah
Podjetje H&T Presspart, ki se nahaja v španskem mestu L'Arboç, je specializirano za razvoj in proizvodnjo naprav in komponent za farmacevtsko industrijo. Izdelki podjetja so po vsem svetu sinonim za kompetentnost, kakovost in inovativnost, saj v podjetju obvladujejo tehnologije za visokonatančno brizganje plastike, globoki vlek pločevine in visokohitrostno montažo. Izdelki podjetja se uporabljajo za shranjevanje in aplikacijo zdravil na različne načine, vključno z inhalatorji preko dihalnih poti.
Poleg same sestave je shranjevanje in aplikacija zdravil ključnega pomena za kupce s področja farmacije in biotehnologije. Zaradi tega sta absolutna natančnost in zanesljivost ključnega pomena za izdelke in procese podjetja H&T Presspart.
»Vsak dan odkrivamo nove aplikacije in materiale za 3D-tiskalnik Origin One, kar nam omogoča, da smo v ospredju snovanja in razvoja. Danes delamo tisto, kar smo še včeraj mislili, da je nemogoče.« Paloma Herrera, direktorica tehnologije pri podjetju H&T Presspart
Podjetje H&T Presspart je kontaktiralo družbo Excelencia-tech, ki je platinasti partner podjetja Stratasys v Španiji, ko je iskalo tehnologijo, ki bi omogočila natančnost izdelave do 50 mikrometrov, površino izdelkov podobno tisti pri brizganju plastike in možnost 3D-tiskanja širokega nabora materialov, kot sto PP, ABS, elastomeri, prozorni materiali in celo materiali s certificirano biološko kompatibilnostjo.

» V podjetju H&T Presspart so pri iskanju ustrezne proizvodne tehnologije kontaktirali Excelencia-tech, partnerja podjetja Stratasys v Španiji. Vir: Stratasys
V podjetju H&T Presspart so iskali primerno proizvodno tehnologijo za tri področja: izdelavo orodij, prototipiranje in izdelavo adapterjev. Pri orodjih so v podjetju H&T Presspart želeli sami izdelati orodja, ki bi jim pomagala pri procesu montaže in zagotavljanja kakovosti v proizvodnji. Poleg tega so želeli izboljšati funkcionalnost svojih prototipov in izdelati komponente, ki so popolne kot tiste izdelane z brizganjem plastike, vendar brez potrebe po izdelavi orodja za brizganje. Ne nazadnje pa oprema za simulacijo dihanja, ki jo uporabljajo v podjetju H&T Presspart, zahteva uporabo specifičnih adapterjev za simulacijo človeških ust, ki zagotavljajo popolno tesnjenje.

Rešitev za vse to je bila nabava tehnologije P3 DLP podjetja Stratasys, ki podjetju H&T Presspart omogoča lastno izdelavo orodij, kar skrajša čas razvoja orodij, saj ekipa lahko takoj po preizkusu naredi popravke in izboljšave. Tako izdelana orodja, ki se uporabljajo neposredno v proizvodnji, so več kot 50 odstotkov cenejša, medtem ko se v določenih primerih takšna orodja uporabi za validacijo koncepta merjenja ali montaže ter se jih kasneje izdela iz jekla s postopki obdelave. S tem se v podjetju izognejo popravkov orodij ali celo izdelave novih orodij.
Na področju izdelave prototipov 3D-tiskalnik Origin One omogoča podjetju H&T Presspart veliko hitrejšo in cenejšo izdelavo zelo kompleksnih in zelo natančnih geometrij na funkcionalnih


Marec • 147 (3/2024) • Letnik 19 88 orodjArstvo in strojeGrAdnjA
» Izdelki podjetja H&T Presspart so namenjeni za shranjevanje in aplikacijo zdravil, kot so na primer inhalatorji. Vir: Stratasys
prototipih v primerjavi z uporabo prototipnih orodij za brizganje. Slednje se uporabi pri končnem preizkušanju materialov izdelkov, ko se preverja tudi druge materialne lastnosti končnih izdelkov. Običajno so izdelki proizvedeni s 3D-tiskanjem preveč togi in ne omogočajo testiranje mehanskih sponk, vendar tehnologija 3D-tiskanja P3 DLP in uporaba materiala Loctite IND405 veliko izboljša mehanske lastnosti izdelkov, tako da so prototipi primerni za preizkušanje funkcionalnosti, medtem ko se končne izdelke brizga iz polipropilena. Primerni so tudi drugi elastomeri proizvajalca Henkel, kot na primer Loctite IND402 ali P3 Stretch 475. V podjetju H&T Presspart uporabljajo te materiale tudi za simulatorje dihanja, ki zahtevajo uporabo adapterja, ki posnema človeška usta in mora zagotavljati tesnjenje naprave, tako da je vsak adapter poseben.
V preteklosti je bila izdelava takšnih adapterjev zelo dolgotrajna, medtem ko jih sedaj v podjetju H&T Presspart s postopkom 3D-tiskanja izdelajo čez noč. To podjetju omogoča izdelavo adapterjev pri zunanjih ponudnikih ter številne iteracije zasnove naprave, kar je bilo v preteklosti zelo omejeno.
prednosti tehnologije p3 DpL podjetja Stratasys
Tehnologija 3D-tiskanja omogoča podjetju H&T Presspart znižanje stroškov orodij za 50 odstotkov in stroškov adapterjev za 80 odstotkov, medtem ko je vodilni čas izdelave komponent manj kot 24 ur. Poleg tega pa ta tehnologija zagotavlja največjo ponovljivost in natančnost na trgu ter edinstveno doseganje toleranc izdelave.
3D-tiskalnik Origin One proizvajalca Stratasys omogoča masovno proizvodnjo končnih izdelkov iz širokega nabora visokozmo-

» V podjetju H&T Presspart uporabljajo 3D-tiskalnik Origin one proizvajalca Stratasys za izdelavo orodij za montažo in nadzor kakovosti, prototipov in adapterjev, ki simulirajo človeška usta. Vir: Stratasys
gljivih materialov ter izdelavo končnih izdelkov z lastnostmi in kakovostjo površine, ki je primerljiva mehanski obdelavi ali brizganju plastike ob vsemi prednostmi, ki jih pri snovanju in razvoju izdelkov zagotavlja aditivna proizvodnja. 3D-tiskalnik Origin One zahteva minimalne podporne strukture med izdelavo, kar zmanjša skupen obseg dela in porabe materiala. Poleg tega pa omogoča doseganje izjemne natančnosti izdelave, ki je vodilna v industriji, pri čemer se lahko posamezni detajli na izdelkih manjši od 50 μm.
izit.hr www.stratasys.com
STRATASYS® H350™
Izpolnite visoke proizvodne zahteve s 3D-tiskalnikom Stratasys® H350™, ki ga poganja tehnologija SAF
• Povečajte prilagodljivost in produktivnost
• Vrhunska kakovost in ponovljivost
• Materiali za serijsko proizvodnjo funkcionalnih delov – PA11 in PA12


orodjArstvo in strojeGrAdnjA
Izit d.o.o. I Industrijska 3 - Novak 10431 Sveta Nedelja, Hrvaška Tel: +385 1 36 67 029 I info@izit h www.izit.hr
Predstavljamo avtonomne
mobilne robote Omron, novi seriji MD, za srednji obseg nosilnosti
Izboljšana učinkovitost pri prevozu materiala s srednje velikimi nosilnostmi ter integrirano krmilno tehnologijo
Na trg smo lansirali novi seriji Omron avtonomnih mobilnih robotov (AMR), tj. MD-650 in MD-900, s srednjo nosilnostjo (650 kg in 900 kg). Ti modeli širijo Omronovo linijo avtonomnih robotov in tako zadostijo potrebam najrazličnejših aplikacij za prevoz delov in materiala, kar zagotavlja večjo učinkovitost na proizvodnih mestih.
Današnja proizvodna mesta se osredotočajo na produktivnost in kakovost, hkrati pa ustvarjajo delovna mesta, ki zmanjšujejo fizično obremenitev delavcev. V avtomobilski proizvodnji je na primer ključna avtomatizacija prevoza delov in materiala. To vključuje premik težkih elementov v procesu proizvodnje in končnih izdelkov ter pogoste medprocesne prenose majhnih serij WIP (Work In Progress) materiala v proizvodnih sistemih z visoko mešanico materialov in majhnim obsegom. Avtonomni mobilni roboti s pametno programsko opremo za upravljanje voznega parka lahko prevzamejo te težke in ponavljajoče se naloge.
Omronova obstoječa linija mobilnih robotov po nosilnosti sega od 60 do 1500 kg, MD-650 in MD-900 pa ponujata novo možnost srednje vmesne nosilnosti (650 kg / 900 kg). Njihova edinstvena tehnologija krmiljenja omogoča varen in nemoten transport, ki ga je mogoče enostavno izvesti na proizvodnih mestih, kjer ljudje in stroji delajo na istem območju.
Edinstvena programska oprema Omron Fleet Manager omogoča integrirano krmiljenje do 100 mobilnih robotov v enem samem sistemu, odpravlja potrebo po več sistemih za upravljanje voznega parka in samodejno izbere optimalnega mobilnega robota za vsak proces glede na tovor in razpoložljivost.
1. Visoka hitrost in varnost z najvišjo hitrostjo premikanja¹ v srednjem obsegu nosilnosti² in z edinstvenim algoritmom za izogibanje oviram.
MD-serija je rezultat dokazanih izkušenj, saj temelji na implementaciji več tisoč mobilnih robotov na proizvodnih lokacijah po vsem svetu. Nov sistem deluje gladko, tudi v ozkih prehodih, hitro, z največjo hitrostjo 2,2 m/s pri MD-650 in 1,8 m/s pri MD-900, naprednih navigacijskih funkcijah in algoritmih za izogibanje oviram. Poleg tega uvedba napredne baterije in tehnologije polnjenja omogoča 8 ur delovanja s 30-minutnim polnjenjem za MD-650 in 7,5-urnim za MD-900.

2. Integriran nadzor nad vsemi mobilnimi roboti z uporabo lastne programske tehnologije
En sam sistem lahko zagotovi integrirane poti premikov za do 100 mobilnih robotov z različnimi nosilnostmi ter nadzoruje zaporedje premikov v realnem času. Napredna povezava znotraj enega samega sistema omogoča usmerjanje v realnem času, tudi za prenose med procesi pri različnih proizvodnih hitrostih, ter se tako dosežejo učinkoviti premiki z minimalnim zadrževanjem.
3. Visoka stopnja varnosti v skladu z mednarodnim standardom ISO3691-4³
Serija MD je zasnovana v skladu s standardom ISO 3691-4 (uveljavljen leta 2020), najnovejšim varnostnim standardom za industrijska avtonomna vozila za prevoz tovora ter njihove sisteme. Omron bo še naprej razvijal varne in visokokakovostne mobilne robote in lastno programsko opremo za nadzor, ki bo pomagala zmanjšati breme transporta materiala v različnih panogah. CIlj je ustvariti rešitve za avtomatizacijo, ki povečajo vrednost ljudi in prispevajo k uspešni prihodnosti za posameznike, industrijo in okolje.
1 Od junija 2023 po interni raziskavi.
2 Mobilni robot z modelom nosilnosti od 500 do 900 kg
3 Mednarodni varnostni standard, ki velja za AGV (avtomatizirano vodeno vozilo), AMR (avtonomni mobilni robot) in druga vozila in sisteme brez posadke. Določa zahteve za varnostne funkcije in metode potrjevanja avtomatskih funkcij vozila, skladnost s temi zahtevami pa je potrebna za doseganje standarda.
www.miel.si industrial.omron.eu
Marec • 147 (3/2024) • Letnik 19 90 orodjArstvo in strojeGrAdnjA
» Omron mobilni robot serije MD-650 / MD-900
Podjetje Kennametal napovedalo strateško partnerstvo z vodilnim proizvajalcem programske opreme CAM podjetjem ModuleWorks na področju pametnih rešitev za proizvodnjo
Podjetje Kennametal Inc., ki kotira na newyorški borzi, je napovedalo, da se je pridružilo programu strateškega partnerstva podjetja ModuleWorks. Ta program predstavlja kolektivno zavezo k spodbujanju pametnih in integriranih rešitev za digitalno proizvodnjo. Podjetje Kennametal se je tako pridružilo različnim vodilnim industrijskim podjetjem v tem programu, kot so Mitsubishi Electric, AutoDesk, PTC, DMG Mori in drugi.
Pridružitev k programu strateškega partnerstva podpira strateške pobude za rast podjetja Kennametal, predvsem na področju izboljšanja storitev za majhne in srednje ponudnike storitev obdelave ter temelji na zmogljivostih podjetja na področju spletne izbire orodij za odrezavanje, simulacijah in celovitih orodnih rešitvah.
To partnersko sodelovanje združuje temeljito aplikativno znanje in strokovno znanje na področju gradiv podjetja Kennametal z vodilno programsko opremo podjetja ModuleWorks, ki zagotavlja tehnološko napredne in uporabniku prijazne rešitve, s čimer dodatno podpira čedalje večje potrebe uporabnikov, razlaga Sanjay Chowbey, predsednik poslovne enote za odrezavanje kovin pri podjetju Kennametal.
Osredotočenost podjetja Kennametal na trg računalniško podprte obdelave (CAM) med drugim naslavlja tudi izzive, s katerimi se soočajo uporabniki, vključno na področju delovne sile, kar ustvarja večjo potrebo po tehnični podpori, ki uporabnikom pomaga povečati natančnost in učinkovitost obdelave, kar znižuje stroške na učinkovit način.
V podjetju ModuleWorks so z velikim navdušenjem sprejeli podjetje Kennametal v program strateškega partnerstva, ki ponudnikom rešitev zagotavlja vire na področju razvoja programske opreme, ki jih potrebujejo za opolnomočenje svojih strategij digitalizacije in skupnega napredka avtomatizacije v proizvodni industriji. Kennametal predstavlja kot proizvajalec orodij za odrezavanje pomembno razširitev raznolikosti partnerjev programa, kar dodatno poganja pobude za digitalizacijo industrije, dodaja dr. Yavuz Murtezaoglu, ustanovitelj in direktor podjetja ModuleWorks.
cajhen.com
www.kennametal.com
www.moduleworks.com

Podjetje Mapal je vaš partner za trajnostno proizvodnjo
Trajnost in učinkovitost z ustrezno
tehnologijo obdelave
Kombinirana orodja lahko ključno prispevajo k trajnostni proizvodnji. Kombinacija različnih korakov obdelave v enem orodju omogoča bistveno zmanjšanje števila menjav orodij in nepotrebnih gibov stroja. Zaradi tega obdelovalni stroji delajo manj časa, kar omogoča bistvene prihranke energije. Takšen pristop pa omogoča tudi bistveno manjšo porabo materiala za orodja v primerjavi z večjim številom orodij za posamezen korak obdelave.
Tehnologija MQL omogoča ekološko obdelavo z zmanjšano porabo hladilno-mazalne tekočine
Tehnologija obdelav z minimalno količino mazanja (MQL) predstavlja ekološko odgovoren pristop k obdelavi. Ker se v tem primeru ne porabi veliko hladilno-mazalne tekočine, je manjša tudi poraba naravnih virov in potrebne energije za visokotlačne črpalke za hladilno-mazalno tekočino. Vsi ti prihranki imajo zelo pozitiven vpliv na ogljični odtis. Ta tehnologija zmanjša tudi količino odpadkov, ki nastanejo zaradi kontaminacije s hladilno-mazalno tekočino, kar zniža stroške odlaganja in recikliranja. Podjetje Mapal ponuja širok nabor orodij za odrezavanje, ki so primerna za tehnologijo MQL in tako okolju prijazna ter zagotavljajo bolj čisto delovno mesto.

Družbena odgovornost
• Enostavno rokovanje
• Varno delovno okolje
Okolje
• energijski prihranki
• ohranjanje naravnih virov
Tehnologija / Ekonomičnost
• daljša življenjska doba orodja
Tehnologija MQL
• energijski prihranki
• znižani stroški odstranjevanja in recikliranja
• čisto delovno mesto
Kombinirana obdelava
• skrajšani čas izdelave in krajši mrtvi časi
• energijski prihranki

Sistemi izmenljivih glav in rezalne ploščice
• optimalna poraba naravnih virov
Obnova orodij
• trajnostno zaradi daljše življenjske dobe orodij
• ohranjanje naravnih virov
• 100 % učinkovitost
• 10-krat daljši interval servisiranja » ploščice ter obnova orodij veliko prispeva k trajnejši in učinkovitejši proizvodnji. Vir: Mapal
» Hidravlična vpenjalna glava za orodja UNIQ proizvajalca Mapal poveča energijsko učinkovitost in zagotavlja varnejše delovno okolje. Vir: Mapal
»V podjetju Mapal smo osredotočeni na proizvodne procese naših kupcev. Z inovativnimi orodji in vpenjalnimi glavami, ki zagotavljajo energijsko učinkovitost, ohranjanje naravnih virov in varnost v proizvodnji, pomagamo našim kupcem, da so njihove proizvodnje bolj trajnostne.« dr. Jochen Kress, predsednik podjetja Mapal
Sistemi izmenljivih glav in rezalne ploščice s svojo modularnostjo zagotavljajo učinkovito rabo naravnih virov v proizvodnji
Sistemi izmenljivih glav in rezalne ploščice zelo prispevajo k okoljski trajnosti in učinkoviti rabi naravnih virov v proizvodni in-

Marec • 147 (3/2024) • Letnik 19 92 orodjArstvo in strojeGrAdnjA
dustriji. Namesto da se zamenja celotno orodje, se zamenja le glava ali rezalne ploščice, ki se jih lahko večkrat obrne. Na takšen način se prihrani materiale in energijo ter zmanjša količino odpadkov, kar zmanjša vplive na okolje. Modularnost prav tako poenostavi fleksibilnost za različne postopke obdelave, kar poveča učinkovitost delovanja. Sistemi izmenljivih orodnih glav in rezalne ploščice predstavljajo ekološko in ekonomično trajnostno rešitev.
Obnova orodij poveča trajnost saj podaljša življenjsko dobo orodij
Obnova orodij za odrezavanje, kot so orodja iz PKD, karbidnih trdnin in z rezalnimi ploščicami ali elementi ISO, zagotavlja
prednosti vpenjalne glave UNIQ so bistveni prihranki energije, saj odpravi potrebo po energijsko potratnem vpenjanju s krčnim nasedom. Hidravlična vpenjalna glava s svojim popolnoma mehanskim principom vpenjanja orodij drastično zniža stroške energije, kar zmanjša tudi ogljični odtis. Pri hidravličnem vpetju ne prihaja do utrujanja materiala, tako da je življenjska doba vpenjalne glave UNIQ do desetkrat daljša v primerjavi s tradicionalnimi glavami za vpenjanje orodij s krčnim nasedom.
Vpenjalna glava UNIQ zagotavlja še dodatno prednost, saj poveča varnost delovnega okolja. Tradicionalne vpenjalne glave za vpenjanje orodij s krčnim nasedom zahtevajo posebno delovno postajo, kar predstavlja tveganje za poškodbe. S hidravlično vpenjalno glavo to ni več potrebno. Poleg tega pa uporabniki lahko

• Dva revolverja in dve vreteni + konjiček
• Razdalja med vretenoma: 800 mm
• Direktno gnana vretena
• Gnana orodja do 12.000 vrt/min
• Odlitek z visoko maso Stružnica CMZ



• Premer mize: Ø800 mm
• Pomiki (XYZ): 950x850x650 mm
• Volumetrična kompenzacija
• Možnost struženja


orodjArstvo in strojeGrAdnjA
www.estra.si ESTRA d.o.o. Cvetkova ulica 37, 1000 Ljubljana
TTL
5-osni obdelovalni center Hartford 5A-95: 041 627 812 • 031 781 773 tomo@estra.si • filip@estra.si
elesa+Ganter
Visoka mehanska odpornost, trajnost in vsestranskost vpenjalnih spojev
Podjeteje Elesa+Ganter s ponosom predstavlja nagrajeno serijo vpenjalnih spojev. Sistem TCC je prejel nagrado German Design Award 2024 v kategoriji »Excellent Product Design« (odlična zasnova izdelka). Izdelki združujejo visoko mehansko odpornost, trajnost in vsestransko uporabnost.
Enostavnost in robustnost vpenjalnih spojev Elesa+Ganter omogoča stabilne konstrukcije na miznih ploščah, jeklenih ceveh, sistemih ograj in delavniškem pohištvu. Izdelani so iz plastomera, ojačenega s steklenimi vlakni, z maticami in vijaki iz legiranega jekla. Vpenjalni spoji so odporni proti visokim temperaturam in koroziji, hkrati pa so lahki.
Uporabnikom prijazna zasnova vključuje med drugim enostavno čiščenje ter gladke površine brez vogalov in robov. Vpenjalni spoji zagotavljajo dimenzijsko natančnost, vrhunsko obdelavo in z zategovanjem z dovoljenim vrtilnim momentom preprečujejo vrtenje in izvlek cevi.




» Vpenjalni spoji ELESA+GANTER Visually Detectable



» Vpenjalni spoji ELESA+GANTER iz legiranega jekla in aluminija
Izbirate lahko med številnimi možnostmi konfiguracije, kot so križni vpenjalni spoji, vpenjalni spoji z nogami, vpenjalni spoji z objemko ali kotni vpenjalni spoji, vpenjalni spoji z ušescem ali zglobom itd. S standardnimi montažnimi kompleti jih je mogoče kadar koli enostavno in priročno pritrditi, ne da bi za to potrebovali posebno orodje.



Vpenjalni spoji sistema TCC družbe Elesa+Ganter so na voljo v črni in sivi barvi – primerni za aluminijaste konstrukcije. Na voljo so v dveh velikostih (Ø 18 ali 30 mm), odvisno od zahtev. Reducirne puše za druge premere so na voljo kot dodatna oprema. Poleg tega Elesa+Ganter zdaj ponuja tudi izbor vpenjalnih spojev v izvedbi Visually Detectable Design (signalno modra, RAL 5005) iz plastomera (material, primeren za stik z živili v skladu s pravili FDA CRF.21 in EU 10/2011). Nenamerno kontaminacijo živila je mogoče zlahka prepoznati zaradi modre barve. To povečuje varnost pri proizvodnji hrane in je v skladu z mednarodnimi predpisi. Poleg vpenjalnih spojev iz plastomera ima Elesa+Ganter v svoji ponudbi tudi vpenjalne spoje iz aluminija, jekla in legiranega jekla za štirikotne in okrogle cevi. Ponudba vključuje tudi nosilce za monitorje v skladu s standardom VESA, ki jih je mogoče preprosto pritrditi na vpenjalne spoje. To omogoča prilagodljivost možnosti nastavitev za zaslone na dotik, prikazovalnike ali monitorje v proizvodnih strojih.
Ponudbo dopolnjujejo cevi iz aluminija ali legiranega jekla, končni pokrovčki, zaščitni pokrovi in še marsikaj elesa-ganter.si
Marec • 147 (3/2024) • Letnik 19 94 orodjArstvo in strojeGrAdnjA
THOMSON LINEAR: Povečajte
hitrost vaših visoko obremenjenih aplikacij z novo velikostjo krogelnega vretena
Na voljo nova velikost krogelnih vreten za visoke hitrosti
S premerom 50 mm in izjemno velikim korakom 100 mm je bila dodana k družini krogelnih vreten za visoke obremenitve proizvajalca THOMSON LINEAR nova kompaktna in izjemno hitra opcija.
Ta rešitev podpira visoke hitrosti potovanja tudi pri zahtevnih dinamičnih aplikacijah, ki zahtevajo dinamično nosilnost do 202,4 kN. Ta lastnost povečuje zmogljivost in produktivnost stroja. Novo krogelno vreteno v dimenzijah 50 x 100 mm je mogoče uporabiti za optimizacijo gibanja, ki vključujejo dviganje z visoko silo, potiskanje ali vlečenje pri visokih hitrostih. Primerno je za naslednje aplikacije:
• Stroji za navijanje, ki vključujejo hitre premike, ki zagotavljajo tesno navijanje jeklenih žičnih vrvi, velikih kablov ali pločevine.
• Strojna orodja, ki zahtevajo postopke rezanja z visoko hitrostjo.
• Stroji za tlačno brizganje in obdelavo kovin, pri katerih krogelna vretena prenašajo visoke obremenitve preko kratkih hodov.
• Naprave za stiskanje in preoblikovanje kovin, vključno s stiskalnicami za zakovice, servo stiskalnicami, krivljenjem cevi in krivljenjem pločevine.

• Stroji za prebijanje, ki lahko zahtevajo visoko hitrost gibanja. Podobno kot standardna serija krogelnih vreten proizvajalca
THOMSON LINEAR, nova velikost zagotavlja gladko, natančno gibanje in daljšo operativno dobo. Visokohitrostna krogelna vretena so na voljo z enojnimi ali dvojnimi maticami. Prednapete rešitve so na voljo kot možnost, prav tako pa so na voljo prilagoditve glede na edinstvene zahteve aplikacij. Natančnost krogelnih vreten je do ±12 µm/300 mm.
Več informacij proizvajalca THOMSON LINEAR dobite pri podjetju INOTEH.
www.inoteh.si
Zaskočni sornik iz plemenitega jekla GN 814
zaklepni

Zaklepni zaskočni sorniki iz plemenitega jekla GN 814 se uporabljajo, kadar je treba onemogočiti nepooblaščeno aktiviranje.
Odvisno od različice se zaskočni zatič po zaklepanju zavaruje v sprednjem ali zadnjem položaju.

Priloženi ključ lahko izvlečete, ko je ta v končnih položajih. Tako po zaklepanju zaskočnega sornika nenamerno aktiviranje ni mogoče.
Za več informacij Skenirajte
ELESA+GANTER je internacionalno skupno podjetje, ustanovljeno z namenom ponudbe najširše palete standardnih strojnih elementov za industrijo. Izredno zanesljivi izdelki, edinstvenega dizajna predstavljajo kodeks kakovosti ELESA + GANTER.
elesa-ganter.si
Marec • 147 (3/2024) • Letnik 19 95 orodjArstvo in strojeGrAdnjA
» Vir: www.thomsonlinear.com
Uspeh JBO navojnih frezal serije SHARK – odlični odzivi
uporabnikov
JBO (t. i. Johs. Boss) je nemško podjetje z dolgoletnimi izkušnjami izdelave navojnih frezal. S svojim najnovejšim orodjem za izdelavno navojev za frezanje, SHARK, so dosegli visoko povečanje produktivnosti in pri tem še boljšo kakovost. Naš dobavitelj JBO je eden izmed vodilnih proizvajalcev navojnih frezal in že šest generacij nenehno razvija omenjena orodja v tovarni v Albstadtu.
Že več kot sto let se intenzivno ukvarjajo s trdo kovinskimi frezali za izdelavo navojev. Izkušnje in zahteve so implementirane v nov razvoj. Za povsem novo razvito serijo visokozmogljivih navojnih rezkarjev so upoštevali različne razvojne projekte preteklih let in vsa pozitivna odkritja združili v enem orodju.
Navojna frezala SHARK so prestala tako vse interne teste kot tudi teste uporabnikov, ki se ukvarjajo z izdelavo vseh vrst notranjih navojev, z najboljšimi ocenami. Glede na vse večje zahteve po vse boljših in kakovostnejših orodjih, s katerimi se srečujejo industrijski uporabniki, so razvojni inženirji JBO iskali pomemben korak naprej v produktivnosti, hkrati pa morajo orodja ohranjati odpornost na mehansko obrabo. Ta subjektivna percepcija se na koncu odraža v konkretnih parametrih, povezanih s faktorjem produktivnosti.
področja uporabe
Visokozmogljivo navojno frezalo je univerzalno uporabno in primerno za obdelavo najrazličnejših materialov. Od jekla in litega železa, do barvnih kovin in nikljevih zlitin ter nerjavnih jekel. Smer rezanja je desna, navojna frezala pa imajo levo nagnjeno spiralo. Posledica neenakomernega naklona spirale so izjemno nizke vibracije, kar omogoča uporabo v težkih pogojih. Hkrati je visoka kakovost površine dosežena v komponenti zaradi posebne konstrukcijske značilnosti. Veliko število zob in nova progresivna zasnova utorov prispevata tudi k uresničljivemu povečanju produktivnosti.
Karakteristike frezal ShArK
SHARK je navojno frezalo, ki presega vse konvencionalne koncepte orodij v smislu produktivnosti in življenjske dobe. Navojno frezalo z več zobmi je na voljo v treh različicah za široko paleto materialov.
Različica navojnega frezala GF SHARK (levo) za standardne metrične navoje in za globino 2×D. Na voljo so od M3 do M14 in s hladilnim kanalom. GFT SHARK je primeren za standardne metrične navoje na tankostenskih komponentah materialov, majhne dimenzije navojev in za navoje do globine 3×D.
Za navojna frezala SHARK so značilni kratki časi ciklov. Na pri-

» Navojna frezala SHARK so prestala tako vse interne teste kot tudi teste uporabnikov, ki se ukvarjajo z izdelavo vseh vrst notranjih navojev, z najboljšimi ocenami.
mer, v primerjalnih testih strojne obdelave z dvema konkurenčnima navojnima frezaloma je SHARK dosegel precejšnje zmanjšanje časa izdelave za 2,47 s v primerjavi s 3,73 s in 9,50 s. Enako dobre rezultate smo dosegli tudi pri življenjski dobi orodja. Skratka, končne rezultate lahko povzamemo tako: z vsemi tremi preizkušenimi navojnimi frezali (orodji) je SHARK dosegel življenjsko dobo več kot za 7.000 navojev, medtem ko so tri orodja dveh konkurentov dosegla življenjsko dobo orodja le 2.500 ali celo nekaj manj kot 1.000.
Tri osnovne izvedbe (gF, gFM, gFT)
Navojno frezalo je na voljo v treh osnovnih izvedbah. Prva različica je GF Shark, zasnovana za metrične navoje. Ima cilindrično držalo in uporabno delovno dolžino do 2×D. Vse njegove variante (M3 do M14) so dobavljene s hladilnim kanalom. Zaradi svoje posebne zasnove se lahko uporablja tudi za izdelavo finih navojev. Na primer navoj M8×1 ali navoj M12×1 je mogoče izdelati z orodjem GF SHARK M6.
Navojno frezalo GFM SHARK za metrične in fine metrične je primeren za izdelavo navojev v premer izvrtine do 20 mm in za korake navoja 1 mm, 1,5 mm, 2 mm in 3 mm kot standardni program. Druge dimenzije se lahko izdelajo tudi kot specialna orodja.
Marec • 147 (3/2024) • Letnik 19 96 orodjArstvo in strojeGrAdnjA
GFT SHARK se uporablja za izdelavo metričnih navojev pri tankostenskih profilih, za globino navoja do 3×D. Od velikosti navoja M4 naprej so navojna frezala na razpolago s hlajenjem skozi orodje.

» Visokozmogljivo navojno frezalo SHARK je univerzalno uporabno in primerno za obdelavo najrazličnejših materialov. Od jekla in litega železa, do barvnih kovin in nikljevih zlitin ter nerjavnih jekel.
Odzivi uporabnikov
Navojna frezala serije SHARK uporabniku zagotavljajo odlične rezultate. Navajamo nekaj odzivov uporabnikov iz različnih panog:
»Testirali smo navojna frezala serije Shark in smo dosegli neverjetne rezultate! Več kot 38.000 navojev smo izdelali z enim navojnim frezalo, kar občutno zniža naše stroške obdelave.«
Uporaba: precizni valjasti deli, material: 1.4404, navoj: M16x1,5 dolžine 28 mm, koda orodja: 312535, stroj: Hydromat, hlajenje: olje
»Popoln uspeh! Kvaliteta navojnih frezal je veliko boljša v primerjavi z navojnimi frezali, ki smo jih uporabljali prej. S prejšnjimi navojnimi frezali smo izdelali okoli 6.500 navojev in z JBO navojnimi frezali smo zmanjšali stroške na navoj za 0,017 centa. To je prihranek 48 % na cikel in s tem smo pridobili 23 ur obdelave na mesec!«
Uporaba: avtomobilska industrija, material: 42CrMoV4 utrjeno, navoj: M10x1 dolžine 15 mm, koda orodja: 313752, stroj: Emag VL6, hlajenje: hladilno olje
»V primerjavi s konkurenčnimi navojnimi frezali nam je uspelo znižati stroške na navoj za 55 %. Z omenjenim orodjem smo povečali količino obdelanih delov z 2.200 kos na 3.500 kos, kar pomeni veliko zmanjšanje mesečnih stroškov.«
Uporaba: Hidravlična industrija, material: HSX110 specialno jeklo, navoj: UNC ½˝ dolžine 19,05 mm, koda orodja: 313434, hlajenje: hladilno olje.
razvoj in testiranje kot stalen proces
Stalni razvoj je merilo vseh stvari. Dobro poznavanje zahtev kupca, strokovni pristop k rešitvi problema in izbira pravilnega orodja so vedno zagotovila za inovativne in napredne rešitve. Vsi testi novih orodij JBO se izvajajo v Albstadtu na strojih, namenjenih izključno za testiranje. Razvoj novih orodij se dotakne najmanjših podrobnosti in tako je tudi s serijo navojnih frezal Shark. Orodja so v celoti razvita in optimirana v podjetju JBO.
[ Pripravil: Primož Kobilica, MB-NAKLO, d. o. o. ]
www.mb-naklo.si

HITRA DOBAVA Razumemo, kaj potrebujete. VODILNI PROIZVAJALEC REDUKTORJEV Ekonomičnost Učinkovitost Vzdržljivost Kakovost 14 milijonov možnih standardnih konfiguracij izdelkov MB-NAKLO d.o.o. Toma Zupana 16 SI-4202 Naklo T +386 (0)4 277 17 00 E info@mb-naklo.si W www.mb-naklo.si

» Dva enaka obdelovalna centra med delom v oddelku za obdelavo podjetja Prokutec. Dve leti in pol po prihodu prvega obdelovalnega stroja C 22 U so v podjetju naročili še en enak petosni obdelovalni center s sistemom za menjavo palet pri podjetju Hermle. Vir: Hermle
Dva identična obdelovalna stroja za večjo svobodo pri planiranju proizvodnje
Podjetje Prokutec je uspešen dobavitelj na področju kovinskopredelovalne industrije, ki ponuja celovit nabor različnih postopkov obdelave. Največja prednost podjetja je fleksibilnost, poudarja Michael Beyer, direktor podjetja Prokutec, ki ima na voljo zanesljiv strojni park z avtomatizacijo, kar zagotavlja potrebne proizvodne kapacitete, kamor spadata dva identična petosna obdelovalna centra C 22 U in obdelovalni stroj C 12 U proizvajalca Hermle.
Matthias Beyer obožuje gore in smučanje v ZDA, kjer je živel vrsto let, ko je bil zaposlen kot direktor nemškega podjetja. Kmalu po tem se je samozaposlil. Leta 2005 se je vrnil v domači kraj Raubling v predelu Rosenhaima na zgornjem Bavarskem, kjer je kot samozaposlen prevzel ponudnika storitev obdelave Prokutec. Do prevzema je bilo podjetje delniška družba, ki je s 25 zaposlenimi ustvarjala približno dva milijona evrov prometa. Matthias Beyer je videl velik potencial v kupcih in zaposlenih podjetja ter spremenil status v družbo z omejeno odgovornostjo in postal vodilni partner. Takrat je tudi zaznal, da podjetje obdeluje za številne kupce, vendar ne izkorišča vsega potenciala. Danes je podjetje Prokutec GmbH uspešen ponudnik storitev obdelave na področju kovinskopredelovalne industrije s približno 90 zaposlenimi.
Ime podjetja izhaja iz kombinacije nemške besede »Produktion« (proizvodnja) in »Kunststofftechnik« (tehnologija plastike), čeprav je slednje trenutno komaj omembe vredno glede na obseg poslovanja. Leta 1992 so se ustanovitelji podjetja osredotočili na rezanje z abrazivnim vodnim curkom, medtem ko so dve leti kasneje v podjetju vzpostavili frezanje in struženje, da bi si sami izdelali obrabne visokotlačne komponente. Z leti so kupci želeli tudi druge storitve obdelave poleg rezanja z abrazivnim vodnim curkom. Leta 2006 so tako strojnemu parku podjetja dodali dvodimenzionalni sistem za lasersko rezanje. V podjetju so začeli

» Vodja izmene Georg, operaterja obdelave Andreas in Johannes, Michael Beyer, direktor podjetja Prokutec, Dominik Wiedemann, pomočnik vodstva podjetja, operater obdelave Patrik in Robert Obermeier iz podjetja HPV Hermle Vertriebs GmbH. Vir: Hermle
razmišljati, če lahko lasersko režejo pločevino, jo lahko tudi upogibajo in če jo upogibajo, jo lahko tudi varijo, Matthias Beyer pojasnjuje splet dogodkov, ki je omogočil rast ponudbe podjetja. Danes podjetje Prokutec ponuja storitve, ki pokrivajo vsa
Marec • 147 (3/2024) • Letnik 19 98 SIMIN g D.O.O.
področja kovinskopredelovalne industrije od rezanja pločevine z laserjem in abrazivnim vodnim curkom do krivljenja, obdelave, žaganja in varjenja, pa vse do montaže celotnih sestavov. Kupci podjetja se nahajajo blizu in pokrivajo številne industrije, kot so letalska industrija, živilska industrija, medicinska tehnologija, polprevodniška industrija in proizvodnja komercialnih vozil. Idealni kupec podjetja Prokutec se nahaja na zgornjem Bavarskem in je vodilno podjetje na svojem področju.
Obdelovalni stroj za natančno obdelavo
Glede števila zaposlenih je obdelava največji oddelek podjetja Prokutec ter predstavlja oddelek, ki ustvari največ dodane vrednosti. V oddelku obdelave je več obdelovalnih centrov proizvajalca Maschinenfabrik Berthold Hermle AG. Prvi obde-


» Od surovca do končne komponente za letalsko industrijo, pri čemer je najbolj pomembna kakovost obdelave. Vir: Hermle
povečanje proizvodnih kapacitet, kljub pomanjkanju kvalificirane delovne sile, razlaga Matthias Beyer. To bo prvi robot v oddelku obdelave, vendar ne bo prva avtomatizirana rešitev, saj je podjetje Prokutec že leta 2016 investiralo v obdelovalni center C 22 U s sistemom za menjavo palet z obdelovanci PW 150. Takrat so se odločili za to rešitev na predlog strokovnjaka podjetja Hermle, ki je dobro poznal dejavnost podjetja Prokutec. Ta naložba se je zelo obrestovala in Matthias Beyer se je dve leti in pol kasneje odločil za nakup še drugega obdelovalnega centra C 22 U z enako konfiguracijo. Pri tej odločitvi se sploh ni porajalo vprašanje, če rabijo sistem za menjavo palet, saj je obstoječi na prvem stroju C 22 U delal s polno kapaciteto in v podjetju so potrebovali še dodatne kapacitete, razlaga Matthias Beyer. Razlog za to je rast kupcev podjetja Prokutec, ki dvigujejo količine in imajo nove izdelke za obdelavo.
lovalni stroj, ki ga je Matthias Beyer nabavil leta 2015, je bil C 12 U. Letalski inženiring zahteva dele z zelo ozkimi tolerancami in medtem ko so v podjetju iskali obdelovalni stroj, ki bi ustrezal tem zahtevam, so podrobno proučili trg. Na koncu jih je proizvajalec Hermle prepričal z razmerjem med ceno in zmogljivostjo ter servisnimi storitvami, razlaga Matthias Beyer.
Tehniki podjetja Hermle trenutno delajo na petosnem obdelovalnem centru, ki ga v podjetju Prokutec želijo avtomatizirati. To zahteva portfelj izdelkov, ki jih v podjetju obdelujejo, pri čemer je veliko majhnih komponent, ki se v majhnih serijah obdelujejo na stroju C 12 U. Avtomatizacija strege bi podjetju omogočala

Na obeh petosnih obdelovalnih centrih sta zaradi prostorskih omejitev v stari proizvodni hali v Raublingu sistema za menjavo palet PW 150 nameščena ob strani strojev. Leta 2021 se je podjetje preselilo na novo lokacijo v Rosenheimu, kjer podjetje Prokutec trenutno gradi še eno halo za rezanje z abrazivnim vodnim curkom. Vsak sistem za menjavo palet lahko vsebuje do 18 vpenjalnih sistemov, kamor se vpenja obdelovance iz aluminija in jekla, pri čemer obdelava traja 10 do 15 minut. Podjetje Prokutec dobavlja tako obdelane izdelke številnim kupcem.
Zadnji izdelek je tako dober kot prvi
V podjetju Prokutec nimajo vedno zahtev po natančnosti obdelave v območju tisočink milimetra. Včasih predstavljajo izziv tako geometrija izdelka kot tudi hitrost in zanesljivost obdelave. V seriji tisočih obdelanih komponent mora biti vsaka tako dobra kot prva, povzema Matthias Beyer svoja pričakovanja do obdelovalnih strojev proizvajalca Hermle. Poleg tega pa poudarja tudi pomembnost servisa. Dejstvo, da bodo stroji po okvari znova delovali v nekaj urah, je za Matthiasa Beyerja zelo pomembno. Investicije v obdelovalne centre proizvajalca Hermle iz Gosheima so za podjetje Prokutec pomembni tudi zaradi prepoznavnosti proizvajalca obdelovalnih strojev Hermle. Čeprav podjetje zagotavlja kakovost obdelave, proizvodne zmogljivost in pravočasnost dobav, kupce prepriča tudi pogled na strojni park podjetja, poudarja Matthias Beyer. Poleg tega pa kupci cenijo tudi fleksibilnost podjetja Prokutec, še posebej, ko dobijo izdelke pred rokom. Da bi v podjetju imeli svobodo pri planiranju proizvodnje, pa potrebujejo določene kapacitete v proizvodnji, kar omogoča tudi možnost obdelave brez prisotnosti operaterja, zanesljivi obdelovalni stroji, ki imajo zagotovljen servis v primeru okvar, zaključuje Matthias Beyer.
www.siming.si www.hermle.de www.prokutec.de
Marec • 147 (3/2024) • Letnik 19 99 SIMIN g D.O.O.
» Obdelava kompleksnih komponent za letalsko industrijo na obdelovalnem centru C 22 U. Vir: Hermle
» Sistem za menjavo palet PW 150 proizvajalca Hermle lahko shranjuje 18 palet z obdelovanci. Vir: Hermle
Podjetje WFL Millturn technologies odpira svoja vrata za tehnološko srečanje
Dobrodošli v jeklarsko mesto!
Na sedežu podjetja WFL Millturn Technologies v avstrijskem Linzu so od 5. do 7. marca odprli svoja vrata in izrekli dobrodošlico obiskovalcem in razstavljavcem tehnološkega srečanja 2024. Udeleženci dogodka so na več kot štirih tisočih kvadratnih metrov razstavnih prostorov lahko izvedeli več o trenutnih trendih in razvoju na področju obdelave ter iz prve roke bolje spoznali vodilnega proizvajalca obdelovalnih strojev na področju celovite obdelave, avstrijsko podjetje WFL. Tehnološko srečanje je bilo med drugim osredotočeno na predstavitev avtomatiziranih rešitev partnerskega podjetja in podružnice družbe WFL, podjetja FRAI. Obiskovalci so tako lahko odkrili celoten nabor možnosti obdelave med demonstracijo na obdelovalnih strojih vseh velikosti od M20 do M150 Millturn proizvajalca WFL.
V ospredju dogodka je bil M20 Millturn, najnovejši stroj proizvajalca WFL. Z dvema dodatnima razdaljama med konicama dva in tri metre bo ta stroj v prihodnosti na voljo tudi za obdelavo daljših gredi. Področje uporabnosti obdelovalnega stroja M20 je skoraj neomejeno, saj pokriva zahtevne in kompleksne obdelave za letalsko in avtomobilsko industrijo, področje strojništva in industrije plastike. Opcijsko ločeno držalo orodja za struženje na B-osi na spodnjem sistemu je edinstveno, saj ima stroj tako dve B-osi in obdelava se lahko izvaja pod vsem koti na obeh vretenih hkrati. Podobno kot zgornji sistem se tudi spodnje vpetje orodij uporablja na glavnem vretenu in protivretenu. Obe B-osi se lahko med obdelavo nagibata in če je potrebno interpolirata z drugimi osmi. Poleg tega pa sistem enostavno obvladuje tudi petosno interpolacijo.


pametne rešitve obdelave Millturn
Na tehnološkem srečanju je bil predstavljen tudi obdelovalni stroj M80X Millturn z dolžino obdelave 4.500 mm in premerom 1.000 mm, ki je bil opremljen s prizmatičnim orodjem za brušenje in drogom za povrtavanje z dušenjem vibracij Silent Tools Plus. Obiskovalci so si lahko ogledali obdelavo zobate gredi premera 80 mm in dolžine 1.824 mm, pri čemer se je ozobje obdelalo s ciklom WFL Flanx. V srednjem velikostnem razredu je podjetje WFL predstavilo obdelavo generatorske gredi in obdelavo turbinskih lopatic ter obdelavo profilov utorov v obliki obrnjene smreke in generatorske gredi na obdelovalnem stroju M50 Millturn z razdaljo med konicama 3.000 mm. To so še posebej pomembni postopki
Marec • 147 (3/2024) • Letnik 19 100 orodjArstvo in strojeGrAdnjA
» Obdelava zobate gredi premera 800 mm, dolžine 1.824 mm in mase 2.280 kg na obdelovalnem stroju M80X Mullturn z razdaljo med centroma 4.500 mm. Vir: WFL
» Gred za električni generator dolžine 2.355 mm in mase 1.082 kg med obdelavo na obdelovalnem stroju M50 Millturn z dolžino med konicama 3.000 mm. Vir: WFL
obdelave na področju energetike, ki se jih enostavno obvladuje s stroji Millturn.
Od sredine leta 2023 naprej so vsi obdelovalni stroji opremljeni z novim uporabniškim vmesnikom Sinumerik ONE proizvajalca Siemens. Novi krmilniki strojev tako navdušujejo s svojo sodobno in intuitivno zasnovo. Vgrajen SIMATIC S7-1500F PLC omogoča do 10-krat hitrejše cikle PLC v primerjavi s predhodnimi različicami. Krmilnik Sinumerik ONE optimizira hitrost obdelave, natančnost konture in kakovost obdelave z inovativnimi tehnološkimi funkcijami. Zaradi tega so obdelovalni stroji bolj produktivni oziroma hitrejši, bolj fleksibilni in učinkovitejši.
Kaj prinaša avtomatiziran sistem za hitro menjavo?
QuickChange je inovativna rešitev podjetja WFL za celovito horizontalno obdelavo vpetih obdelovancev, ki temelji na visokonatančnem in izjemno spremenljivem vpenjalnem sistemu. Sistem omogoča menjavo vpenjalnih naprav, kot so palete, vpenjalne glave, vpenjalni trni in če je treba tudi čelnih pogonov, ki se popolnoma avtomatizirano izmenjujejo med obdelovalnim strojem, vpenjalno pripravo in mestom za začasno shranjevanje.
S to rešitvijo se vpenjanje in poravnava obdelovanca na vpenjalni paleti izvaja na vertikalni zunanji vpenjalni mizi ali postaji za nastavljanje obdelovancev. Slednja je zasnovana kot stabilna enota s kratkim konusom, ki zagotavlja visoko ponovljivost in je opremljena z enakim vmesnikom kot vpenjalna glava za struženje. Vpenjalna naprava z obdelovancem se lahko zamenja na popol noma avtomatiziran način. Pri uporabi vpenjalnih glav pa lahko robot neposredno prestavlja obdelovanec v vpenjalno glavo ali na

» Flanx-Measure je rešitev na programske opreme za skeniranje in merjenje vseh pomembnih parametrov zobnikov, kot so oblika zob, debelina zob, bočne površine in koncentričnosti neposredno na obdelovalnem stroju Millturn proizvajalca WFL. Vir: WFL
protivreteno, kar omogoča celovito obdelavo iz šestih smeri. Prednosti hitre in natančne menjave, vključno z menjavo obdelovancev, so bile predstavljene na obdelovalnem stroju M80 Millturn.
rešitev za obdelavo ozobij Flanx podjetja WFL
Podjetje WFL ponuja ustrezno tehnološko rešitev za obdelavo katerihkoli zobnikov, od občutljivih notranjih zobnikov z visokimi
Sejem BIAM
Zagreb • 9.–12. april
Vabimo vas, da nas med 9. in 12. aprilom obiščete na sejmu BIAM v Zagrebu. Nahajamo se v hali 8A, št. razstavnega prostora 27
Na sejmu boste imeli priložnost pobližje videti rešitve, ki jih ponujamo in se pogovoriti z našimi strokovnjaki.
Želite izvedeti več?
Obiščite
za




orodjArstvo in strojeGrAdnjA
več informacij
ogromne prednosti. Rešitev za obdelavo ozobij Flanx podjetja WFL zajema razvoj rešitev programske in strojne opreme za integracijo celovite obdelave zobnikov na obdelovalnih strojih proizvajalca WFL. Obiskovalci tehnološkega srečanja so si lahko ogledali cikle programske opreme podjetja WFL za obdelavo ozobij Flanx-Hob, Flanx Spline, Flanx-Large Module, Flanx-Invo, Flanx-Gear Skiving in Flanx-Measure.
Flanx-Measure predstavlja paket ciklov za skeniranje in merjenje vseh pomembnih parametrov, kot so oblika zob, debelina zob, profil in koncentričnost. Ta programska oprema omogoča meritev vseh lastnosti obdelanih ozobij, ki se običajno izvajajo na posebnih strojih za merjenje zobnikov, neposredno na obdelovalnih strojih Millturn proizvajalca WFL. Rezultati meritev so vizualizirani na nadzorni plošči in shranjeni v merilnem poročilu.
Z implementacijo širokega nabora merilnih metod podjetje WFL omogoča zagotavljanje in izboljšanje kakovosti obdelanih komponent. Avtomatizacija vseh merilnih postopkov je ključen korak v smeri vzpostavitve avtonomnega ali delno avtonomnega postopka obdelave. V podjetju WFL so že v preteklosti skenirali profile in analizirali meritve, tako da so sedaj razvili svoje posebne cikle za ozobja, ki se lahko na primer uporabljajo za merjenje bočnega profila zob, medtem ko se rezultati meritev analizirajo kasneje, ki so v skladu s splošnimi industrijskimi standardi in protokoli na področju merjenja zobnikov.

» Avtomatizacija z mobilnim robotom za menjavo orodij in obdelovancev. Vir: WFL
Poleg tega je bila na dogodku predstavljena tehnologija ultrazvočnega merjenja, pri čemer samodejno izmenljivo ultrazvočno tipalo omogoča popolnoma avtomatiziran proces merjenja. Prednosti te metode so velik merilni razpon in avtomatiziran postopek merjenja brez napak. Ultrazvočno merjenje je idealno primerno za določanje in kompenzacijo pri globokih središčnih izvrtinah.
pametne rešitve avtomatizacije
Podjetje FRAI Robotic Technologies, ki je podružnica podjetja WFL, ponuja celovite koncepte z mostovnimi roboti in robotskimi celicami, ki uporabnikom zagotavljajo doseganje najvišje ravni kakovosti. Podjetje FRAI Robotic Technologies je idealen partner od začetnega razvoja koncepta avtomatiziranega sistema, preko izvedbe in postavitve, pa vse do vzdrževanja sistema. Inovativen razvoj jim omogoča doseganje čedalje večjih zahtev uporabnikov s koncepti pametne avtomatizacije. Kombinacija standardnih komponent podjetja FRAI in visokokakovostne nabavljene komponente omogočajo izdelavo fleksibilnih rešitev, ki so primerne tako za majhne serije, kot tudi za visokoserijsko proizvodnjo.
Na tehnološkem srečanju je podjetje WFL predstavilo inovativne robote in robotske celice, ki so eni izmed najbolj prilagodljivih tipov avtomatizacije proizvodnih strojev in procesov. Ne glede na omejeni dostop do obdelovalnega stroja, zaporedja kompleksnih

» Programska oprema myWFL zagotavlja uporabnikom pregled na dogajanjem in omogoča izkoriščanje potenciala optimizacije proizvodnje. Vir: WFL
gibov, kratke čase ciklov in druge naloge, kot so raziglevanje, čiščenje in obračanje obdelovancev, bo robot vedno našel svojo pot, saj s svojo gibčnostjo predstavlja enega izmed najbolj univerzalno uporabnih sistemov za rokovanje pri montaži in obdelavi.
Z osredotočenostjo na avtomatizacijo je na dogodku veliko pozornosti pritegnila predstavitev delovanja mobilnega robota nameščenega na samodejno vodenem vozičku (AGV). Vsi tisti, ki jim ni uspelo obiskati sejma EMO v Hannovru, so si lahko na tehnološkem srečanju podjetja WFL ogledali, kako robot pobira vpete obdelovance in orodja iz zalogovnika in jih postavlja na AVG. Med predstavitvijo so bila uporabljena vpenjala HSK-63 in orodni steber Baruffaldi s sistemom za vpetje orodij Eppinger Quicklock.
Zajem podatkov delovanja z myWFL
Pomemben poudarek na tehnološkem srečanju je bila programska oprema za zajem podatkov delovanja myWFL Cockpit. Programska oprema omogoča spremljanje stanja obdelovalnega stroja in programa obdelave, produktivnosti in razpoložljivosti opreme ter vizualizacijo neposredno na krmilniku stroja ter na osebnem računalniku ali mobilni napravi preko spletnega brskalnika.
Sistem za spremljanje porabe električne energije myWFL Energy je prav tako integriran v programski opremi myWFL Cockpit ter spremlja podatke o zmogljivosti ter porabo električne energije in komprimiranega zraka na obdelovanec. Aplikacija Condition Monitoring Cycle nenehno beleži stanje osi in vreten med ciklom merjenja. Ti podatki so shranjeni na krmilniku stroja ter omogočajo enostavno zaznavanje sprememb delovanja, ki so priročno prikazane z aplikacijo Condition Monitoring Viewer.
Najnovejše orodje v programski opremi je myWFL Health Check, ki spremlja geometrijo obdelovalnega stroja z uporabo delno avtomatiziranih meritev B-osi in konjička ter glavnega in pomožnega vretena. Programska oprema vsebuje tudi cikle za testiranje opreme za merjenje in zapis podatkov o geometriji. Aplikacijo myWFL Health Check se lahko uporablja in naknadno vgradi na vseh tipih krmilnikov in obdelovalnih strojev proizvajalca WFL, ne glede na to, ali je stroj opremljen z zalogovnikom za obdelovance, sistemom za menjavo prizmatičnih orodij ali samodejnim nadzorom orodij. Celoten program se izvede v približno 25 minutah, medtem ko integriran zajem izmerjenih podatkov omogoča odkrivanje dolgoročnih trendov.
Programska oprema myWFL omogoča, da imajo uporabniki vedno vpogled v širšo sliko glede dogajanja na stroju ter tako lahko izkoristijo potencial optimizacije v okviru pametne tovarne. Vsi podatki v proizvodnem okolju se zbirajo in analizirajo za doseganje večje produktivnosti. Krajši časi proizvodnje so tako povezani z bolj učinkovito organizacijo procesov v pametni tovarni, kar predstavlja pomembno prednost.
www.wfl.at
Marec • 147 (3/2024) • Letnik 19 102 orodjArstvo in strojeGrAdnjA



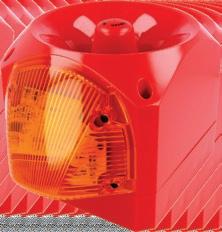

Marec • 147 (3/2024) • Letnik 19 103 orodjArstvo in strojeGrAdnjA
Štirje novi stereolitografski 3D-tiskalniki proizvajalca Stratasys za nemškega ponudnika storitev aditivne proizvodnje
Podjetje PartsToGo je povečalo
svoje zmogljivosti aditivne proizvodnje
Nemško razvojno podjetje PartsToGo je pri proizvajalcu Stratasys nabavilo štiri nove stereolitografske (SLA) 3D-tiskalnike za svoj nov proizvodni obrat, kar bo omogočalo doseganje vse večjih potreb kupcev po industrijskem prototipiranju, preizkušanju izdelkov in izdelavi visokokakovostnih končnih izdelkov. V podjetju PartsToGo so se odločili za tri 3D-tiskalnike Neo800 in enega Neo450, ki bodo tako dopolnili svoja dva obstoječa 3D-tiskalnika Neo800 in Neo450. S to razširitvijo bodo tako proizvajali visokokakovostne, natančne in ponovljive izdelke za potrebe industrijskih aplikacij svojih kupcev. Z najnovejšo investicijo ima podjetje PartToGo sedaj šest 3D-tiskalnikov serije Neo, medtem ko se jim bo v kratkem pridružil še sedmi 3D-tiskalnik serije Neo proizvajalca Stratasys.
3D-tiskalniki Neo bodo imeli vodilno vlogo v novem obratu, ki ga je podjetje PartsToGo postavilo na območju Schwarzwalda. Obrat, ki je svoja vrata odprl v začetku letošnjega leta, ponuja neprekinjeno proizvodnjo 24/7 in vsebuje posodobljene logistične zmogljivosti, namenski razstavni prostor ter dve avtomatizirani celici za povečanje kapacitet 3D-tiskanja.
Podjetje PartsToGo se je razvilo iz majhnega podjetja, ki je kupcem prikazovalo zmogljivosti tehnologije 3D-tiskanja v razvojno podjetje, ki svojim strankam ponuja storitve aditivne proizvodnje. Razvoj podjetja je spodbudilo povečano povpraševanje po izdelkih proizvedenih z aditivno proizvodnjo pri strankah, ki nimajo strokovnega znanja s področja tehnologije aditivne proizvodnje ali ne potrebujejo toliko takšnih izdelkov, da bi upravičili investicijo v svoj 3D-tiskalnik.
Možnost izdelavi velikih visokokakovostnih izdelkov iz različnih materialov na 3D-tiskalnikih Neo proizvajalca Stratasys, je podjetju PartsToGo odprlo številne nove poslovne priložnosti, razlaga Tobias Röcker, direktor podjetja PartsToGo. Dodatni 3D-tiskalniki bodo podjetju omogočali povečanje obsega proizvodnje in doseganje hitro rastočih potreb trga, medtem ko bodo v podjetju učinkovito obvladovali stroške delovanja. Tehnologija uporabe smole na podlagi stereolitografije pri 3D-tiskalnikih Neo je ključnega pomena za izdelavo visokokakovostnih izdelkov na ponovljiv način, kar pričakujejo kupci, dodaja Tobias Röcker.
Večji delež kupcev podjetja PartsToGo prihaja iz avtomobilske industrije, področje, kjer so natančnost, zanesljivost in ponovljivost ključnega pomena. Investicija v natančne in visokokakovostne sisteme, kot so 3D-tiskalniki proizvajalca Stratasys, ki delujejo na

podlagi stereolitografije (SLA), omogoča podjetju PartsToGo povečanje svojih kapacitet na področju 3D-tiskanja, kar je omogočila ustanovitev samostojne poslovne enote podjetja. Poleg avtomobilske industrije, podjetje PartsToGo sodeluje tudi s številnimi kupci iz drugih industrijskih področij, med katerimi so tudi področja pakiranja in električnih aplikacij. Svojim kupcem tako zagotavlja-

Marec • 147 (3/2024) • Letnik 19 104 orodjArstvo in strojeGrAdnjA
» V novem obratu podjetja PartsToGo bo skupaj postavljenih šest 3D-tiskalnikov Neo proizvajalca Stratasys, medtem ko se jim bo kmalu pridružil še sedmi. Vir: Stratasys

» Podjetje PartsToGo, ki je na začetku svojega delovanja uporabnikom predstavljajo zmogljivosti tehnologije 3D-tiskanja, je sedaj razvojno podjetje, ki ponuja storitve aditivne proizvodnje kupcem iz vse Evrope. Vir: Stratasys

jo majhne proizvodne serije za prototipiranje in preizkušanje ter izdelavo različnih vpenjal in priprav.
Podjetje PartsToGo lahko ponuja visokokakovostne modele iz smole po zaslugi materialov podjetja Stratasys, kot so SomosWaterShed XC 11122 in Somos WaterShed Black. To so vsestranske smole, ki omogočajo izdelavo delov s finimi podrobnostmi, medtem ko imajo tako izdelane komponente gladko površino in so odporni na vodo, kar pohitri čas preizkušanja pri razvoju novih izdelkov. V podjetju PartsToGo uporabljajo tudi material Somos PerFORM pri aplikacijah, ki zahtevajo trdnejši material z visoko odpornostjo na toploto, kot so električna ohišja.
Vrhunska kakovost in ponovljivost izdelave, ki jo ponujajo 3D-tiskalniki Neo proizvajalca Stratasys, ni ostala neopažena pri kupcih podjetja PartsToGo, ki so se zelo pozitivno odzvali. V številnih primerih so v podjetju PartsToGo lahko celo prepričali uporabnike, ki so v preteklosti imeli druge dobavitelje storitev na področju aditivne proizvodnje, zaključuje Tobias Röcker.
Podjetje PartsToGo uživa maksimalno fleksibilnost pri izbiri materialov, ki jo omogoča odprt materialni sistem 3D-tiskalnikov serije Neo, medtem ko je končna obdelava zmanjšana za 50 odstotkov zaradi kakovosti, hitrosti in podrobnosti, ki jih zagotavlja proizvodnja visokonatančnih in ponovljivih izdelkov.

Marec • 147 (3/2024) • Letnik 19
orodjArstvo in strojeGrAdnjA
izit.hr www.stratasys.com production-to-go.com MIEL d.o.o. Ulica svežih idej 4A 3320 Velenje Avtomatizirajte in robotizirajte vaše proizvodne in intralogistične procese z našimi tehnološkimi rešitvami OMRON
Jianing Wu
Okrepitev industrije elektromobilnosti z obdelovalnimi centri in
tehnologijami podjetja LiCON
Skupina Tuopu je tehnološko vodilni dobavitelj avtomobilski industriji, ki izkorišča zmogljivosti inovativne proizvodnje za izdelavo sistemov za podvozja električnih vozil, notranjih in zunanjih sistemov ter pametnih sistemov za nadzor vožnje. Podjetje Tuopu je bilo ustanovljeno leta 1983 in od samega začetka predano odlični kakovosti in storitvam. S svojo strategijo in močnim predvidevanjem razvoja industrije elektromobilnosti je podjetje hitro zraslo v glavnega dobavitelja proizvajalcev električnih vozil na Kitajskem, ZDA in Evropi, kot so Geely, BYD, Li, NIO, Hiphi, Rivian, Lucid, Volvo in drugi.
Za hiter razvoj sklopov in podsestavov skupaj s svojimi kupci so se v podjetju Tuopu odločili, da vnaprej investirajo v zanesljive obdelovalne centre in najnovejše tehnologije, pri čemer je bil proizvajalec obdelovalnih strojev LiCON očitna izbira v tem strateškem trenutku, pojasnjuje vodstvo podjetja Tuopu. Takoj po pregledu trga in obisku referenčnih uporabnikov so leta 2018 v podjetju Tuopu naročili prvih deset obdelovalnih strojev proizvajalca LiCON.

Po uspešnem zagonu proizvodnje zglobov na širšem območju Šanghaja je podjetje Tuopu v zadnjih treh letih nabavilo še dodatnih devetnajst obdelovalnih strojev proizvajalca LiCON za obdelavo različnih sklopov električnih vozil. Prednosti obdelovalnih strojev proizvajalca LiCON so tako velike, da se je njihova uporaba zelo razširila v kitajski industriji elektromobilnosti.
celovita obdelava v le enem vpetju
Podjetje LiCON je med kitajskimi kupci dobro poznano kot eden izmed petih najboljših proizvajalcev obdelovalnih strojev. Celovita

obdelava kompleksnih strukturnih delov podvozij ne zahteva le obdelovalnih strojev, temveč tudi vpenjala za obdelovance ter procesno znanje in izkušnje, kar so glavne kompetence podjetja LiCON. Leta 2018, ko je podjetje Tuopu vstopilo na področje proizvodnje lahkih strukturnih delov za avtomobilsko industrijo, so se v podjetju obrnili na ekspertizo podjetja LiCON. Za obdelavo zglobe iz aluminija je podjetje LiCON zagotovilo rešitev za obdelavo z dvema vretenoma in sistemom za menjavo palet, ki omogoča strego vzporedno z obdelavo ter celovito obdelavo levih in desnih komponent na vsakem obdelovalnem stroju. Vsa vpenjala in orodja so dobro zasnovana, da ustrezajo enemu konceptu vpenjanja obdelovancev.
Za obdelavo podsestavov izdelanih z visokotlačnim litjem podjetje LiCON zagotavlja rešitve za obdelavo z enim direktno gnanim vretenom, ki zagotavlja vmesniški premer 1.600 mm v A- in B-osi. Takšna zasnova omogoča vertikalno vpenjanje obdelovancev na
Marec • 147 (3/2024) • Letnik 19 106 orodjArstvo in strojeGrAdnjA
» Obdelovalni centri proizvajalca LiCON v proizvodnji podjetja Tuopu. Vir: LiCON
» Sedež podjetja Tuopu v kitajskem mestu Ningbo. Vir: LiCON
most, ki je namensko prilagojen v ozko različico. Takšna izjemna kombinacija omogoča šeststransko obdelavo kompleksnih podsklopov v enem vpetju. Digitalno razvita vpenjala so bila zasnovana in izdelana v podjetju LiCON v Nemčiji ter odlično delujejo glede togosti, lahke zasnove, dinamičnega balansiranja, enostavne dostopnosti in skritih povezav. Nabava celotnega paketa pri dobavitelju LiCON je bila zelo pomembna odločitev pri tem projektu, ki je podjetju Tuopu zagotovila velik uspeh pri obdelavi podsestavov za električna vozila. Na podlagi znanja, pridobljenega od podjetja LiCON, lahko v podjetju Tuopu sedaj razvijejo en koncept vpetja za druge strukturne komponente, potrjuje Jun Zhao, direktor operacij razvoja in snovanja sistemov za podvozja pri podjetju Tuopu.

Okolju prijazne tehnologije
Cilj podjetja Tuopu je zagotavljanje bolj varnih, udobnih in okolju prijaznih tehnologij in izdelkov za avtomobile. Zaradi tega v podjetju vedno iščejo zelene proizvodne tehnologije in proizvajalec obdelovalnih strojev je popoln strateški partner na tem področju, razlaga XinXin Li, direktor poslovne enote za podsestave. Vseh 29 obdelovalnih strojev v podjetju Tuopu je opremljeno s sistemom za minimalno uporabo hladilno-mazalne tekočine (MQL) in načinom delovanja ECO podjetja LiCON, ki podjetju Tuopu pomaga, da prihrani približno 40 odstotkov energije. Za razliko od konvencionalnega mazanja z emulzijo se lahko suhe odrezke, ki nastanejo pri obdelavi z MQL, enostavno reciklira brez potrebe po čiščenju in sušenju odrezkov. Poleg tega pa odpade tudi filtracija in odlaganje ostankov emulzije.
Pri obdelavi z MQL so proizvodni prostori zelo čisti in suhi, kljub triizmenskemu delu sedem dni na teden, tako da je proizvodnja razstavni prostor podjetja Tuopu. Tudi ekipa podjetja Tuopu, ki skrbi za okolje ter zdravje in varnost na delovnem mestu, je zelo navdušena, potrjuje XinXin Li.
Najvišja kakovost obdelave in zmogljivost v proizvodnji
Podjetje LiCON je že več kot 60 let poznano po svojem inženirskem razvoju in proizvodnji, ki poteka v Nemčiji. V podjetju Tuopu verjamejo v filozofijo podjetja LiCON, ki temelji na načelu »Made in Germany«. Kakovost obdelave ter stabilnost procesa sta na visoki ravni od samega začetka. S tem ko se na širšem območju Šanghaja uporablja čedalje več obdelovalnih strojev in avtomatiziranih linij za obdelavo komponent avtomobilskih podvozij in karoserij, so v podjetju Tuopu prišli do zaključka, da obdelovalni stroji

proizvajalca LiCON izstopajo med mednarodnimi in domačimi proizvajalci strojev glede kakovosti obdelave, skupne učinkovitosti opreme (OEE) in povprečnega časa med ustavitvami obdelave. Poleg tega pa so obdelovalni stroji proizvajalca LiCON zelo enostavni za uporabo, tako v ročnem načinu kot tudi v sklopu avtomatiziranih proizvodnih linij, kar je za podjetje Tuopu zelo pomembno, saj razvojni dobavitelj avtomobilski industriji ne izvaja le serijske proizvodnje, temveč tudi manjše poskusne serije obdelavo, ki zahtevajo ročno upravljanje obdelovalnih strojev. Zmogljivosti obdelovalnih strojev proizvajalca LiCON so omogočile podjetju Tuopu povečati proizvodne kapacitete za skoraj 50 odstotkov. Stroji proizvajalca LiCON zagotavljajo večjo natančnost obdelave in zmanjšajo količino izmeta med proizvodnjo, kar se odraža v izdelkih višje kakovosti, krajših dobavnih časih in ne nazadnje v večji dobičkonosnosti poslovanja. Čeprav so obdelovalni stroji proizvajalca LiCON med najdražjimi na trgu, so v podjetju Tuopu pripravljeni plačati več za vrhunsko kakovost, je bilo slišati od vodstvene ekipe podjetja Tuopu na konferenci ključnih dobaviteljev avgusta 2022.

Lokalne podružnice podjetja LicON na Kitajskem
V podjetju LiCON se dobro zavedajo, kako pomembno je, da svojim kupcem na Kitajskem zagotavljajo izjemne servisne storitve, kar je vodilo do ustanovitve lokalnih podružnic v Šanghaju, Pekingu in Changchunu, ki zagotavljajo hitro in učinkovito podporo svojim kupcem.
Za potrebe podjetja Tuopu je LiCON ustanovil lokalno podružnico v Šanghaju. Ekipa inženirjev podjetja LiCON je na voljo za
Marec • 147 (3/2024) • Letnik 19 107 orodjArstvo in strojeGrAdnjA
» Vpenjalo za obdelavo podsklopa avtomobilskega podvozja. Vir: LiCON
» Linija z obdelovalnimi centri proizvajalca LiCON za obdelavo podsklopov v proizvodnji podjetja Tuopu. Vir: LiCON
» Eden izmed devetindvajsetih obdelovalnih centrov LiFLEX I 12126 proizvajalca LiCON, ki jih je nabavilo podjetje Tuopu. Vir: LiCON
zagotavljanje storitev tehnične podpore, vzdrževanja in popravil njihovih obdelovalnih strojev. Podjetje LiCON ponuja tudi programe usposabljanja za zaposlene v podjetju Tuopu, kar zagotavlja zaposlenim, da v celoti izkoristijo ves potencial obdelovalnih strojev. Podjetju Tuopu pa to omogoča maksimalno povečanje produktivnosti in hitro vračanje investicije v obdelovalne stroje proizvajalca LiCON.
Poleg nudenja vseh teh storitev, v podjetju LiCON zelo resno jemljejo tudi vse povratne informacije, ki jih dobijo od podjetja Tuopu. Velikokrat komunicirajo s podjetjem Tuopu, da bi bolje ra-
zumeli njihove potrebe glede obdelovalnih strojev, razlaga Knet Ke, direktor operacij poslovne enote podsestavov pri podjetju Tuopu.
Takšen način poslovanja pomaga podjetju LiCON, da še naprej inovira in izboljšuje svoje izdelke, da bi bolje služili kupcem po vsem svetu. Podjetje LiCON je predano k zagotavljanju izjemnih storitev svojim uporabnikom in podjetje Tuopu je odličen primer, kako podjetje LiCON presega le zagotavljanje zadovoljstva svojih odjemalcev.
www.licon.com
www.tuopu.com
»Cenovno ugodna odličnost z avtomatizacijo«
Zmogljiv paket po konkurenčni ceni, ki vsebuje stružnico in inovativno robotsko rešitev
Podjetje Okuma Europe širi svojo akcijo »Cenovno ugodna odličnost z avtomatizacijo«. Podjetje do konca marca 2024 ponuja stružnico GENOS L2000-e v kombinaciji z inovativno rešitvijo avtomatizacije Okuma Robot Cell (ORC) Minitend po zelo privlačni ceni, kar omogoča enostaven in stroškovno učinkovit vstop na področje avtomatizirane proizvodnje.
celovita strojna oprema za odlične rezultate obdelave
Stružnica GENOS L2000-e zagotavlja izjemno natančnost obdelave. S svojim vgrajenim vretenom, ploščatimi in zelo togimi vodili omogoča izjemno zmogljivost obdelave širokega nabora različnih materialov. Stružnica GENOS L2000-e se glede na želje uporabnikov lahko opremi tudi z gnanimi orodji in dodatno Y-osjo. Obdelovalni stroj je v osnovni izvedbi opremljen z dobro uveljavljenim sistemom »Thermo-Friendly Concept«, ki zagotavlja optimalno kakovost obdelave tudi pri temperaturnih nihanjih. Stružnica ima vgrajen tudi lastno razvit krmilnik OSP podjetja Okuma, ki skrajša čas nastavitev in bistveno izboljša učinkovitost.
Nova rešitev avtomatizacije poveča produktivnost
Brezhibna integracija inovativne rešitve za avtomatizacijo Okuma Robot Cell (ORC) Minitend omogoča dvig produktivnosti na popolnoma novo raven. Paket avtomatizacije, razvit v podjetju Okuma, je pripravljen za takojšnjo uporabo, enostaven za upravljanje in ima uporabniku izjemno prijazen vmesnik. Uporabljen robot IRB1300-12 omogoča varno in natančno strego obdelovancev mase do 7 kg in premera do 120 mm, kar omogoča izpolnjevanje številnih zahtev proizvodnje. Paket, ki vsebuje stružnico GENOS L2000-e in rešitev za avtomatizacijo Okuma Robot Cell (ORC) Minitend, omogoča uporabnikom, da v celoti izkoristijo ta zmogljiv obdelovalni center, pri čemer lahko izkoristijo prednosti hitre strege.

Visoka zmogljivost po dostopni ceni
Da bi podjetjem pomagali pri vstopu na področje avtomatizacije proizvodnje, ponuja podjetje Okuma rešitve po izjemno konkurenčni ceni do 31. marca 2024 v okviru svoje akcije »Cenovno ugodna odličnost z avtomatizacijo«. Več področnih informacij o različnih modelih in cenah je na voljo na spletni strani: https://promo.okuma.eu/genos-l-orc-minitend/.
www.celadagroup.com
www.okuma.eu

Marec • 147 (3/2024) • Letnik 19 108
Arstvo in strojeGrAdnjA
orodj
» Stružnica GENOS L2000-e v kombinaciji z inovativno rešitvijo avtomatizacije Okuma Robot Cell (ORC) Minitend. Vir: Okuma



Marec • 147 (3/2024) • Letnik 19 109 orodjArstvo in strojeGrAdnjA c r e a t e y o u r f u tu r e Ži čna er ozija z l in e arni mi moto rnimi pogoni Kontaktne informacije: CELADA d.o.o., Cvetkova ulica 35, Ljubljana VN400Q/VN600Q
Inženirski izdelki voestalpine –nova generacija nožev za rezalne sklede
V podjetju voestalpine združujemo vrhunsko znanje o materialih s prilagojenimi zahtevami uporabe. Rezultat so prvovrstne, visoko zmogljive rešitve, ki so pripravljene za uporabo v industrijski predelavi hrane.
Korenine družbe voestalpine High Performance Metals International segajo na področje orodnega jekla. Kot vodilni na trgu na tem področju, pa tudi na področju hitroreznih jekel, posebnih materialov in drugih storitev z dodano vrednostjo, kot so strojna obdelava, toplotna obdelava, PVD-prevleke in 3D-tiskanje kovin, nam je v zadnjih letih uspelo zbrati strokovno znanje, da bi lahko še naprej rasli. Usklajevanje z oblikovalci, izdelovalci in uporabniki orodij nam omogoča, da strankam predstavimo celovite rešitve.

dobo nožev in s tem zmanjšajo izpade proizvodnje. Naši inženirski izdelki, izdelani iz naših najtrdnejših materialov v kombinaciji z ustrezno toplotno obdelavo in PVD-prevleko ali teksturiranjem, bodo z daljšo življenjsko dobo, večjo učinkovitostjo, manjšo pora bo energije in manjšimi izpadi proizvodnje v veliki meri zmanjšali vaše obratovalne stroške.
Vsi noži za rezalne sklede niso enaki
voestalpine in živilska industrija
Pot se nadaljuje. Kakovost je še posebej pomembna v živilski industriji. Kakovostnejši materiali lahko podaljšajo življenjsko
Razlika med standardnimi noži in voestalpinovimi noži za visoko zmogljive rezalne sklede je še posebej pomembna, ko gre za proizvodnjo mesa za klobase. Preizkusi v avstrijskem partner skem podjetju so pokazali do 1000-odstotno izboljšanje življenjske dobe – noži tako zdržijo desetkrat dlje, preden jih je treba znova nabrusiti. To pomeni manj izpadov proizvodnje in nižje stroške brušenja. Nože je mogoče kupiti kot rezervne dele in so na voljo za vse običajne vrste strojev.
www.voestalpine.com

Marec • 147 (3/2024) • Letnik 19 110 orodjArstvo in strojeGrAdnjA
Dosežena zmogljivost [v 1.000 kg] na cikel ponovnega brušenja industrki standard voestalpine noži za rezalne sklede 50 0 10 20 30 40 50 5

orodjArstvo in strojeGrAdnjA
Rekordna štiriletna garancija na kable igus
Za še bolj predvidljivo in varno planiranje: v podjetju igus so garancijsko dobo za celoten asortiment kablov chainflex podaljšali s 36 mesecev na 4 leta.
Če se kabel poškoduje, pride do ustavitve strojev in sistemov. Vendar pa uporabniki ne vedo, kako dolgo bo kabel zdržal, zato so v igusu poiskali rešitev za to težavo: pred desetimi leti so kot prvo industrijsko podjetje na svetu predstavili 36-mesečno garancijo na gibljive kable. Ravno v času za sejem avtomatizacije SPS2023 je igus, specialist za gibljivo plastiko, podaljšal garancijsko dobo za celoten asortiment kablov za še 12 mesecev, torej skupno na štiri leta. To uporabnikom omogoča še več varnosti in predvidljivosti pri načrtovanju. Garancija, ki je za to panogo edinstvena, je mogoča po zaslugi več kot tisoč novih aplikacij in več kot 20 milijard testnih ciklov v lastnem chainflex laboratoriju, izvedenih v zadnjih desetih letih.

Kateri kabli so dovolj robustni, da lahko zagotovijo visoko stopnjo zanesljivosti in vzdržljivosti? To vprašanje se pojavi pogosto, saj veliko proizvajalcev ne more zagotoviti točne informacije o življenjski dobi. »Tej negotovosti smo želeli narediti konec. Strankam zato že deset let dajemo 36-mesečno garancijo na vse izdelke chainflex, kar je v tej panogi izjema,« pravi Rainer Rössel, vodja oddelka za kable chainflex v podjetju igus. Ta zaveza je certificirana s strani ameriškega inštituta »Underwriters Laboratories« (UL). »V preteklem desetletju smo pridobili številne dragocene izkušnje, zato smo na podlagi tega našo garancijo lahko podaljšali na polna štiri leta. To uporabnikom omogoča še večjo zagotovitev varnosti in predvidljivosti pri načrtovanju,« poudari Rössel.
Več kot 2 milijardi testnih ciklov na leto
To izjemno dolgo garancijsko dobo lahko zagotovijo po zaslugi največjega testnega laboratorija za energijske verige v celotni industriji, s katerim v podjetju igus, specialistu za gibljivo plastiko, upravljajo na sedežu podjetja v Kölnu. Tam strokovnjaki testirajo kable chainflex v različnih praktičnih testih z več kot dvema milijardama testnih ciklov letno. Podatki, ki jih pridobijo z izvedenimi testi, so tudi podlaga za spletni kalkulator življenjske dobe. Vanj

» Na podlagi več kot 20 milijard dodatnih testnih ciklov v lastnem laboratoriju v preteklem desetletju, igus sedaj ponuja rekordno dolgo štiriletno garancijo za celoten asortiment kablov chainflex. Vir: igus
stranka vnese želene parametre za svojo aplikacijo, kot so temperatura, upogibni radij in dolžina hoda. Življenjsko dobo kabla je nato mogoče izračunati s samo nekaj kliki. »Do sedaj smo pridobili že toliko izkušenj z različnimi zasnovami kablov, testi, spletnimi orodji in izkušnjami naših strank, da lahko z vedno večjo gotovostjo najdemo pravi kabel za vsako specifično aplikacijo,« še pove Rössel. Če se kabel znotraj garancijske dobe vseeno pokvari (kar je sicer malo verjetno), vam igus v najkrajšem možnem času kabel brezplačno zamenja, da je čas nedelovanja aplikacije čim krajši.
podaljšana garancija prispeva k trajnostni strategiji
Glavni razlog podaljšanja garancijske dobe sta želja in prizadevanje po izdelovanju kar se da trajnostnih izdelkov. »Vsakič, ko se kabel pokvari, je treba izdelati novega, pri čemer nastanejo med proizvodnim procesom dodatni izpusti ogljikovega dioksida,« poudari Rössel. To tudi pomeni, da izdelki, ki jih lahko uporabljamo dlje časa, prihranijo več CO₂. »S tem razlogom se neprestano trudimo izboljšati naše kable in jih želimo prilagoditi za čim širši spekter aplikacij.« Danes asortiment kablov chainflex obsega več kot 1.350 različnih tipov kablov: tako cenovno ugodnejše kot visoko zmogljive, vključno z bus, motornimi in servo kabli, pa tudi kable za robote in merilne sisteme. Ključ do dolge življenjske dobe kablov chainflex je v idealni kombinaciji materialov. Večletni testi v realnem življenju so že dokazali njihovo ustreznost. Izdelke uporabljajo po vsem svetu: v skladiščnih sistemih, v žerjavih, dvigalih in na ploščadih.
www.hennlich.si

Marec • 147 (3/2024) • Letnik 19 112 orodjArstvo in strojeGrAdnjA







Kjer koli se nahajate na Vaši poti, od majhnega start-up podjetja, do dobavitelja aerospace segmentu bo Mazak podpiral vaš razvoj. Od enostavnih stružnic do kompleksnih 5-osnih multitasking strojev uporabniki po celem svetu izbirajo Mazak kot svojega partnerja.
www.mazakeu.si


centri
5-osni
NEO INTEGREX i-200H S INTEGREX e-1250V/8 AG
3015 NEO Avtomatizacija
+ MA-20/400
TURN 200MSY
HCN-6800
OPTIPLEX
CV5-500
QUICK
VCN-700
i-800 NEO CNC-PRO, d.o.o. Pos l ovn a C on a B20 420 8 Š e n č u r Gregor Jerala T: 04 1 3 3 4 8 5 9 E: i nfo@ c n c- pr o .s i
Č REŠITEV ZA PROIZVODNJO
VARIAXIS
ODKRIJTE VE
Vertikalni centri
CNC Stružnice Horizontalni centri Laserji MultiTasking stroji
Pozabite na vezice, Elektrospoji predstavljamo nove
Hook-and-loop trakove
Predstavljamo inovativno alternativo kabelskim vezicami, Hook-and-loop velcro trakove, ki omogočajo čvrsto pritrjevanje kablov in drugih komponent. Večkratna uporabnost je njihova glavna prednost. Za razliko od vezic je Hook-and-loop trakove ali ježke moč na hitro večkrat odpreti in znova zapreti.
Zaradi omenjene lastnosti ježki predstavljajo vse pogostejšo zamenjavo običajnim kabelskim vezicam. Velcro trakovi oz. ježki so narejeni iz mehkega materiala, kar zmanjšuje verjetnost za nastanek poškodb na kablih, sploh tam, kjer so prisotne vibracije. Na voljo so v različnih dimenzijah in tako zadostujejo za raznolike aplikacije.
Poleg Hook-and-loop trakov je na voljo tudi celotna serija nosilcev za nove velcro trakove, ki omogočajo enostavno namestitev na različne profile. Od univerzalnih s klasično vijačno montažo do posebnih različic za profile drugih proizvajalcev. Ne glede na izbor nosilca, je montažo, demontažo, naknadno opremljanje in servisiranje možno izvesti hitro in enostavno.
V Elektrospojih so na voljo naslednji nosilci za Hook-and-loop trakove:
• Vijačni nosilec trakov → Univerzalna namestitev z vijaki M5
• Nosilec trakov za DIN letve širine 35 mm → Namestitev s pritrdilnimi čepi
• Nosilec trakov za C-sekcijske letve C30
• Nosilec trakov za Rittal profile → Montaža z 90° vrtljivim zaklepom na perforirane odseke Rittal VX25 / AX ter 23 x 23 mm montažne letve
• Nosilec trakov za MiniTec profile → Montaža z 90° vrtljivim zaklepom na MiniTec profilnih stebričkov z utorom širine 8 mm





• Nosilec trakov za Bosch Rexroth profile → Montaža z 90° vrtljivim zaklepom na Bosch Rexroth profilne stebričke z utorom širine 8 / 10 mm
• Nosilec trakov za MayTec profile → montaža z 90° vrtljivim zaklepom na MayTec profilne stebričke PG40 z utorom širine 8 mm
Elektrospoji smo zanesljiv dobavitelj profesionalnih izdelkov in rešitev za kupce na področju industrijske in procesne avtomatizacije, OEM strojegradnje in elektronskih naprav, elektroenergetike OVE ter pametne infrastrukture. Naše osnovno vodilo je partnersko sodelovanje na dolgi rok. Pri sodelovanju s svojimi partnerji imamo standardizirane poslovne procese, ki jamčijo najboljše in najhitrejše odzive za dnevne ali projektne tehnične potrebe. Med svoje reference štejemo vsa najpomembnejša izvozno usmerjena, inovativna slovenska podjetja ter najpomembnejše predstavnike v slovenski elektroenergetiki.
www.elektrospoji.si
Marec • 147 (3/2024) • Letnik 19 114 orodjArstvo in strojeGrAdnjA
Skenirajte spodnjo QR kodo in spoznajte nas in našo ponudbo




orodjArstvo in strojeGrAdnjA
Ročaj M.2000-SWM podjetja
ELESA je bil nominiran za
ADI Design Index
V Milanu je bil predstavljen ožji izbor ADI Design Index 2023 za nagrado Compasso d'Oro (zlati kompas), najprestižnejšo in najstarejšo italijansko nagrado za oblikovanje (ki jo organizira združenje ADI, Association for Industrial Design). elesa+Ganter
V muzeju oblikovanja ADI s sedežem v Milanu je na ogled stalna razstava zbirke nagrad Compasso d'Oro, ki sega daleč v preteklost. Tam sta predstavljena tudi dva izdelka podjetja ELESA, ki sta nagrado prejela leta 1994. Zbirka je del italijanske nacionalne kulturne dediščine, ministrstvo za kulturno dediščino pa jo priznava zaradi izjemnega umetniškega in zgodovinskega pomena.
Permanent Design Observatory, ustanova združenja ADI, ki jo sestavlja več strokovnih organov, delujočih po vsej Italiji, vsako leto pregleda italijanske oblikovalske izdelke, ki jih oceni strokovna žirija. Izbrani so izdelki, ki jih odlikujejo edinstvenost ter funkcionalna in tipološka inovativnost. Upoštevajo se tudi proizvodni postopki in uporabljeni materiali. Posebna pozornost je namenjena izdelkom, za katere so značilni prijaznost do uporabnika, prijaznost do okolja, družbena dodana vrednost in izjemno oblikovanje.
Med 219 izdelki in storitvami, ki jih je združenje ADI Permanent Observatory izbralo v 14 različnih kategorijah, je tudi ročaj M.2000-SWM z monostabilno stikalno funkcijo in prikazom LED podjetja ELESA. Nagrajen je bil v kategoriji »Oblikovanje na delovnem mestu«.
Ta nova in pomembna nagrada potrjuje visoko kakovost tehničnih rešitev družbe ELESA, ki jih odlikujejo unikatno oblikovanje in inovativne rešitve izdelkov. Ročaj M.2000-SWM so že nagradile priznane žirije, kot sta LEAP Design Award (ZDA, 2022) in IF Hannover (Nemčija, 2023).
Ročaj iz podjetja ELESA je bil vključen tudi v natečaj Lombardy Excellence of Design 2023. Ta pobuda regije Lombardija v sodelovanju z ADI LOMBARDIA potrjuje pomen oblikovanja v najbolj industrializirani italijanski regiji kot gonilo novih naložb ter pri spodbujanju trajnostnega razvoja in turizma.
Izbor ADI Design Index je bil do začetka decembra na ogled tudi v WeGil Space v Rimu.
en ročaj, veliko funkcij
Ročaj M.2000-SWM je popolna kombinacija ergonomije, funkcionalnosti in kompaktnosti v sodobni obliki. Ročaj uporabniku omogoča ergonomski in varen oprijem, tudi če nosi delovne roka-





vice. Gladka površina omogoča enostavno čiščenje ročaja. Ročaj je izdelan iz samougasljivega termoplasta, UL-94 V0, z gumbom z mikrostikalom; difuzor svetlobe LED je izdelan iz samougasljivega polikarbonata opalne barve.
Ročaji M.2000-SWM se navadno uporabljajo na strojih ali zaščitnih napravah. Poleg svoje funkcije kot ročaj v enem samem izdelku združuje še funkciji signalne lučke in stikalne omarice z delovnimi ali izklopnimi kontakti. S pritiskom gumba lahko upravljavec s pomočjo zunanje logike zahteva dostop do zaščitenega območja ali ponovno aktivira stroj po prekinitvi delovanja.
Stikalo s pozitivnim delovanjem (izklopni kontakt, NC) poskrbi za to, da se ustrezno prekine tokokrog.
Z ustreznim električnim priključkom lahko barvo traku LED nastavite tako, da označuje trenutno stanje zaščitne naprave.
Paleta izdelkov vključuje tudi sorodni ročaj M.2000 brez stikalne funkcije.
elesa-ganter.si

Marec • 147 (3/2024) • Letnik 19 116 orodjArstvo in strojeGrAdnjA

Naprava za optično 3D-merjenje dimenzij, položaja, oblike in hrapavosti
Predstavljajte si sistem, ki reši vse vaše naloge merjenja – napravo, ki meri dimenzije, položaj, obliko in natančnost z visoko resolucijo, sledljivostjo in visoko ponovljivostjo – z enim optičnim senzorjem.
Raziščite FocusX – najbolj vsestransko in najhitrejšo optično 3D-merilno napravo v svojem razredu. Možnosti uporabe FocusX so neomejene, od visoko odbojnih površin, do strmih površin in kompleksnih oblik. Majhni radiji, ostri koti in ozke tolerance ne predstavljajo izziva za FocusX, tudi pri velikih količinah.


Uporaba FocusX je tako enostavna, kot je tudi učinkovita: uporabniki s samo enim klikom izvedejo meritve hrapavosti v skladu s standardi ISO hitro in brez naporov – vse brez potrebe po strokovnem znanju.
Potrebujete visoko resolucijo in natančnost pri merjenju vaših geometrij, vendar nimate časa za čakanje na rezultate meritev? FocusX zagotavlja zajem milijonov merilnih točk v nekaj sekundah.
FocusX zagotavlja izjemno zmogljivost merjenja v pametnem in dostopnem paketu – dobrodošli v novo obdobje natančnih meritev.

Marec • 147 (3/2024) • Letnik 19 117 EMUS d.o.o. • Oreškovićeva 1A, 10000 Zagreb, Hrvaška www.emus.hr • products@emus.hr
Sistem za ročno menjavo
Enostavne menjave orodij v nekaj
sekundah
Podjetje SCHUNK ponuja nov uporabniku prijazen sistem CMS za hitro ročno menjavo komponent. Poleg enostavnega in priročnega delovanja sistema CMS, zelo navdušuje tudi obsežen nabor opcijskih modulov in komplementarnih naprav in orodij za namestitev na konec robotske roke.
Nov sistem za ročno menjavo CMS podjetja SCHUNK predstavlja optimalni dodatek za fleksibilne naloge na področju proizvodnje, tehnologije rokovanja ali pri delovnih postajah za montažo. Sistem omogoča hitre in procesno zanesljive menjave tako na koncu robotske roke kot tudi na stacionarnih sistemih, kot so na primer vpenjalne priprave. Ročno delujoč sistem sestavlja izmenljiva glava CMS-K in izmenljiv vmesnik CMS-A ter omogoča obremenitve do 58 kg. Sistem se lahko fleksibilno kombinira s komponentami za rokovanje ali obdelavo iz široke ponudbe podjetja SCHUNK, od prijemal do orodij za obdelavo serije R-EMENDO, ki se na primer uporabljajo za avtomatizirano raziglevanje, poliranje ali piljenje.
Sistem CMS predstavlja nadaljnji razvoj sistema menjave SHS, ki je že dobro uveljavljen del ponudbe podjetja SCHUNK in se ga lahko neposredno zamenja, saj je enake velikosti in ima enako razporeditev pritrdilnih vijakov. Ta naslednja različica sedaj ponuja pomembne optimizacije glede delovanja, zasnove, procesne zanesljivosti in možnosti uporabe.
hitre in procesno zanesljive menjave
Preverjena in testirana tehnologija potisne ročice zagotavlja izjemno enostavno in priročno delovanje sistema CMS. Izmenljiva glava se lahko ročno priklopi z izmenljivim vmesnikov brez uporabe kakršnihkoli dodatnih orodij. Ročen priklop je podprt z vgrajenim dovodom komprimiranega zraka skozi tesnjene priključke s cilindričnimi tesnili, tako da je potrebna uporaba minimalne sile. Poleg tega pa ima potisna ročica novo ukrivljeno obliko, ki ne predstavlja nikakršne ovire za številne povezave. To pomeni, da se vse povezave sistema sedaj lahko uporabljajo tudi v radialni smeri. Dodatno varnost delovanja zagotavlja vzmetni zaklepni zatič, ki pritrdi ročico na ohišje in preprečuje odklop sistema med delovanjem. Vgrajen senzorski sistem za spremljanje delovanja, ki omogoča induktivno spremljanje stanja priklopa in prisotnosti kalupa pa z opcijskimi senzorji zagotavlja dodatno varnost delovanja, kar predstavlja prednost glede zanesljivosti procesa. ISO oblika prirobnice pa omogoča namestitev sistema CMS na vse splošne tipe robotov brez potrebe po dodatni vmesniški plošči.

» Uporabniku prijazen sistem za ročno menjavo CMS se lahko enostavno in priročno priklopi in odklopi brez uporabe kakršnihkoli dodatnih orodij. Vir: SCHUNK
Širok nabor opcijskih modulov ter naprav in orodij za namestitev na konec robotske roke
Širok nabor različnih naprav in orodij za namestitev na konce robotske roke, kot so prijemala ali orodja za obdelavo se lahko napaja preko vgrajenega dovoda za komprimiran zrak ali vakuum. Poleg tega je sedaj možen tudi neposreden dovod energije preko privijačenih električnih, pnevmatskih ali fluidnih modulov, kar zmanjša težo in prostor. Poleg tega pa podjetje SCHUNK ponuja tudi alternativno nizkocenovno različico CMS-B, ki je identično zasnovana kot osnovna različica, vendar brez vgrajenega skoznjega dovoda za komprimiran zrak.
Sistem za ročno menjavo CMS je na voljo v šestih velikostih od 40 do 125. Poleg širokega nabora kombinacij in možnosti aplikacij, imajo uporabniki veliko koristi od obsežnega znanja in izkušenj glede aplikacij dobavitelja celotnega nabora izdelkov za avtomatizacijo.
schunk.com www.mb-naklo.si


Marec • 147 (3/2024) • Letnik 19 118 orodjArstvo in strojeGrAdnjA
Zero Clamp in Hoffmann Group –15 let uspešnega partnerstva.
PRIPRAVIM VAM PONUDBO, KI JE NE MORETE ZAVRNITI.

DO 31. 5. 2024


15 % POPUSTA NA VSE!


Marec • 147 (3/2024) • Letnik 19 119
Rokovanje z izdelki na višji ravni
V sodobnih proizvodnih obratih prijemala izvajajo različne naloge rokovanja. Pri tem pa različni obdelovanci postavljajo različne zahteve tehnologiji prijemanja. Najnovejša generacija prijemal proizvajalca SCHUNK izpolnjuje ter zahteve po fleksibilnosti z načini prijemanja, ki se lahko prilagodijo parametrom obdelovancev. V ta namen je specialist za avtomatizacijo razvil novo platformo elektronike in programske opreme, ki se nenehno razvija.
To je izjemna platforma za prihodnost, ki jo sedaj predstavlja tehnološko vodilno podjetje iz Lauffna: različni načini prijemanja istega prijemala za različne naloge rokovanja. Uporabniki lahko parametrizirajo ta načela prijemanja glede na posamezne zahteve. V ospredju načinov prijemanja je nova platforma elektronike in programske opreme, ki jo podjetje SCHUNK nenehno razvija in glede na izkušnje iz terena, se obstoječe metode prijemanja izboljšujejo, medtem ko se razvijajo nove možnosti. To pomeni, da stranke, ki uporabljajo trenutno generacijo prijemal, bodo tudi lahko izkoristili prednosti prihodnjih prilagoditev in posodobitev programske opreme. Podjetje SCHUNK tako optimalno izkorišča potencial programske opreme pri komponentah za avtomatizacijo glede fleksibilnosti, prilagodljivosti in ne nazadnje trajnosti, zaradi česar so ta prijemala primerna za prihodnost.
Nova serija prijemal s skupno platformo programske opreme

» Zanesljivo rokovanje predvsem težkih delov, kot so ročične gredi ne predstavlja težavo za EGU, ki z načinom delovanja StrongGrip ustvarja večje sile prijemanja od imenskih.
Podjetje SCHUNK je leta 2022 predstavilo dve seriji prijemal EGU IN EGK. Univerzalno električno prijemalo EGU je še posebej primerno za fleksibilno strego obdelovalnih strojev in velja za zanesljivo vsestransko rešitev za katerokoli nalogo rokovanja. Prijemalo za manjše komponente EGK pa je po drugi strani zasnovano za rokovanje občutljivih obdelovancev, ki se lahko poškodujejo ter je zasnovano za zahtevne in raznolike naloge v laboratorijski industriji ali pri proizvodnji elektronike. Skupaj s tema dvema serijama prijemal je podjetje SCHUNK razvilo platformo programske opreme in elektronike, tako da obe serije prijemal delita enako elektroniko in skupno programsko opremo. Uporabnik, ki na primer uporablja obe seriji prijemal, lahko izkorišča prednosti dosledne namestitve in programiranja obeh tipov prijemal. To pa prihrani čas, saj se operaterju ni treba več ukvarjati z nadzorom novega tipa prijemala. Ta medserijski in poenoten koncept delovanja zagotavlja uporabnikom pomembno dodano vrednost.

Trenutni načini prijemanja v delovanju: Basicgrip, Softgrip, Stronggrip
Podjetje SCHUNK je z novo platformo programske opreme najprej ustvarilo tri različne načine prijemanja: BasicGrip, SoftGrip and StrongGrip. Te različne metode prijemanja odpirajo nove dimenzije uporabnikom za različno rokovanje različnih izdelkov,
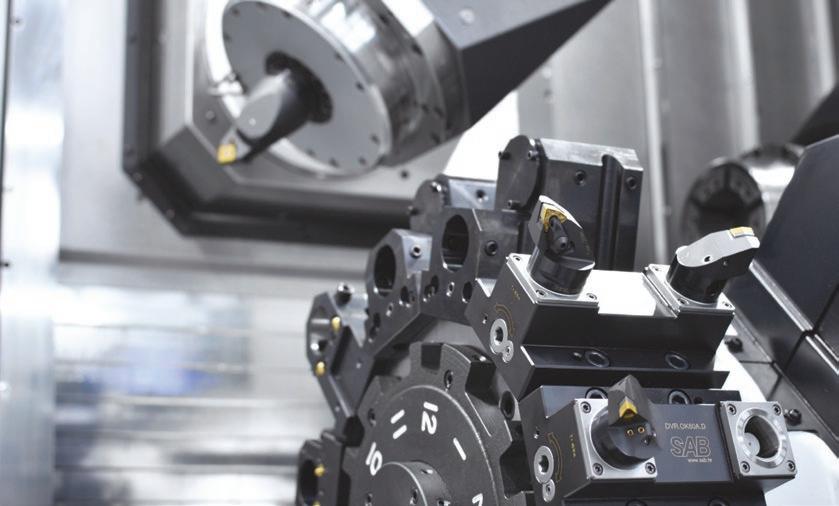
Marec • 147 (3/2024) • Letnik 19 120 orodjArstvo in strojeGrAdnjA
» Robustno in vsestransko: univerzalno električno prijemalo EGU je konfigurirano kot dvojno prijemalo, ki je primerno za fleksibilno strego obdelovalnih strojev.
ki so prilagojene aplikaciji. V preteklosti splošno uporabljen navaden način prijemanja BasicGrip je metoda prijemanja s časovno optimiziranim zaporedjem procesa, kar pomeni, da je proces prijemanja čim hitrejši in omogoča visoko pretočnost. Ta način je kompatibilen tako z EGU kot tudi z EGK. Elektromotor je stalno pod napetostjo in prijem se nenehno znova nastavlja z elektromotorjem, kar je posebej pomembno za zaznavanje izgube obdelovanca. Prijemalo samodejno spreminja hitrost prijemanja, kar je odvisno od nastavljene sile prijemanja.
Kljub temu pa pride do sunka sile med prijemanjem in čeprav traja le nekaj milisekund, predstavlja pomanjkljivost pri občutljivih komponentah, saj se lahko poškodujejo. To je še posebej pomembno v industriji elektronike, kjer se na primer rokuje občutljive elektronske komponente na stroju za montažo. Med kratko konico sile, ki nastane med prijemanjem, na komponento deluje prevelika sila, kar lahko povzroči upogibanje tiskanih vezij, nastanek mikro razpok ali celo prekinitev posameznih vodnikov. Podoben scenarij občutljivosti se lahko pojavi na laboratorijskem področju, saj če je sila prijemanja epruvet ali drugih občutljivih elementov prevelika, lahko pride do razpok ali porušitve, kar ima lahko nepredvidljive posledice zaradi kontaminacije. Za upoštevanje vseh teh zahtev posameznih aplikacij, so v podjetju SCHUNK razvili različne načine prijemanja.
Način Softgrip: kompatibilen z egK za nežno rokovanje
Način prijemanja SoftGrip je primeren za rokovanje občutljivih in krhkih obdelovancev, ki so dovzetni za porušitev, kot na primer
Greifkraft
200 %
Visokonatančna orodna držala za večopravilne stroje:
• hitromenjalna orodna držala PSC za revolverje
• hitromenjalni adapterji PSC
• poligonska držala PSC za rezkalne glave
www.sab.hr
StrongGrip
100 %
BasicGrip
%
» Za prijemala EGU sta na voljo načina prijemanja BasicGrip in StrongGrip. Za obdelovance različnih tež se sila prijemanja lahko poveča do 200 % brez potrebe po uporabi drugega prijemala.
elektronika, steklo in keramika. Zaradi nižje skupne hitrosti prijemanja, so konice sile skoraj odpravljene. Uporabniki lahko nastavijo odprtje prijemala z maksimalno hitrostjo do desetinke milimetra natančno pred dotikom obdelovanca ter nato sprožijo ukaz za prijemanje. Taka vnaprejšnja nastavitev kompenzira za del časa cikla in je pomembna za vse principe prijemanja. Celo pri načinu SoftGrip se prijemalo nenehno prilagaja preko elektromo-
P. Preradovića 110
Daruvar - Hrvaška sab@sab.hr / www.sab.hr
Popolna rešitev za učinkovito proizvodnjo:





orodjArstvo in strojeGrAdnjA
[N]
0
SAB d.o.o - Proizvodnja in prodaja visokonatančnih orodnih držal za obdelovalne stroje
torja. Ta metoda deluje pri imenskih silah prijemanja v območju 50 do 100 odstotkov in je na voljo pri prijemalu za majhne dele EGK, ki se uporablja za rokovanje krhkih komponent.
rokovanje težkih delov z načinom Stronggrip: več dobiti kot vložiti
Univerzalno prijemalo EGU se uporablja za industrijsko rokovanje težkih, robustnih in neobčutljivih komponent, kot na primer pri avtomatizirani stregi strojev. Pri tem je običajno potrebno veliko prijemalne sile. Strokovnjak za tehnologijo prijemanja je za te scenarije aplikacij razvil način StrongGrip, ki zagotavlja več moči prijemanja, ko je videti na prvi pogled. Ta posebna lastnost temelji na posebnem triku snovanja. Uporablja se brezkrtačni enosmerni elektromotor, magnetna zavora, enkoderski sistem na glavni gredi za zaznavanje položaja in čelnim zobnikom. Razvojni inženirji podjetja SCHUNK so sedaj vstavili fleksibilno parkljasto sklopko med zgornji čelni zobnik in izhodni pastorek. Ta element zagotavlja zadrževanje sile prijemanja in hkratno uporabo funkcije StrongGrip. Med procesom prijemanja je elektromotor najprej za kratek čas izpostavljen, medtem ko se prime obdelovanec, tako da nastopi večja sila prijemanja zaradi relativno visokega vnosa energije, ki je večja od imenske sile prijemanja, Po procesu prijemanja se vključi zavora, ki zadrži elastično deformacijo parkljastega elementa. Sledi izklop elektromotorja, da se ga toplotno ne preobremeni, medtem ko je hkrati višja sila prijemanja shranjena v sistemu praktično brez izgub.

» Podjetje SCHUNK je razvilo prijemalo za majhne komponente EGK, ki je primerno za rokovanje občutljivih obdelovancev, ki so dovzetni za porušitev. Svoje prednosti izkazuje pri zahtevnih in spreminjajočih naloga na področju laboratorijske industrije ali proizvodnje elektronike. Način prijemanja SoftGrip zagotavlja rokovanje delov na zanesljiv način.
elastomer shranjuje visoko silo prijemanja
Modul iz elastomera omogoča pridobiti večjo silo prijemalnega sistema, kot bi bilo dejansko mogoče glede na imensko moč. Zaradi izklopa elektromotorja ni potrebne zunanje energije po prijemu, kljub temu pa visoka sila prijemanja deluje učinkovito in omogoča rokovanje težkih obdelovancev. Uporabo zavore elektromotorja se lahko časovno nastavi, vendar se mora sprožiti najmanj po dveh sekundah, ta se elektromotor toplotno ne preobremeni. V načinu StrongGrip se lahko uporabi maksimalno silo prijemanja, medtem ko hitrost prijemanja ostane konstantna med celotnim procesom. Kljub temu da nenehno delovanje v načinu StrongGrip lahko povzroči večjo obrabo mehanskih komponent, je treba poudariti, da je v tem načinu delovanja, med dvema cikloma prijemanja potreben premor. Premor desetih sekund je na primer priporočen za cikel prijemanja z maksimalno silo prijemanja ter čas premora dveh sekund po prijemanju pri temperaturi okolice 20 stopinj Celzija.

» Primer aplikacije prijemala za majhne komponente EGK v laboratorijski avtomatizacijo za nežno rokovanje posodic z reagenti – še posebej pomembno, če so izdelani iz stekla.
Inovacije v 2023: izdaja programske opreme prinaša povečanje zmogljivosti
Novi prijemali EGU in EGK sta bili predstavljeni konec leta 2022 in pred tem opravila obsežne preizkuse vzdržljivosti in dolgoročna testiranja preden so bila sproščena za prodajo. Poleg tega je podjetje SCHUNK pridobilo veliko informacij od nadaljnjih raziskav in neprekinjenega delovanja v praksi, kar je omogočalo dodatno raziskovanje mej sistema. Obstoječa oprema lahko s prilagoditvami programske opreme tako nadoknadi na področju zmogljivosti. Po zaslugi izdaje programske opreme se dosegljiva sila prijemanja v načinu StrongGrip na prijemalih EGU lahko znova poveča iz predhodnih 150 odstotkov na 200 odstotkov imenske sile, razen na modelu EGU 70. S podvojeno silo prijemanja, uporabniki lahko izkoristijo prednosti dejanskega povečanja zmogljivosti.
Izkoriščanje vsega potenciala na podlagi uporabe programske opreme omogoča uporabnikom polno fleksibilnost pri različnih nalogah rokovanja in to z enim in istim prijemalom. »Način delovanja StrongGrip se lahko uporabi kadarkoli,« razlaga Benjamin Schell, produktni vodja pri podjetju SCHUNK. »Uporabnik lahko določi, da se po prijemanju v načinu BasicGrip, uporabi zavoro in izklopi napajanje elektromotorja. To prinaša prednost delovanja prijemala v nekakšnem ekološkem načinu, saj je poraba energije zelo zmanjšana,« dodaja produktni vodja. Ta posebna lastnost –visoka sila prijemanja brez napajanja elektromotorja – je edinstvena funkcija in podpira proizvodna podjetja pri implementaciji energijsko varčnih procesov.
programska oprema podpira kupce preko fleksibilnosti in pripravljenosti na prihodnost
Poleg nove fleksibilnosti pridobljene z načini delovanja za uporabnike predstavlja pomembno prednost možnost uporabe splošno uporabljenih komunikacijskih vmesnikov, vključno s PROFINET, EtherNet/IP, EtherCAT in IO-Link ter dosleden nadzorni protokol za izmenjavo podatkov. »Ne glede na to, kateri vmesnik se uporabi, delovanje je vedno enako,« dodatno pojasnjuje Benjamin Schell. »Tudi pri uporabi drugega prijemala se bo uporabnik vedno znašel. V prihodnosti bodo vsa mehatronska prijemala proizvajalca SCHUNK temeljila na tej novi platformi programske opreme, tako da bodo sistemi pri kupcih pripravljeni na prihodnost, konsistentni, trajnostni in zmogljivi.« Podjetje SCHUNK zagotavlja, da bodo zahteve kupcev in povratne informacije s trga vedno upoštevane pri nadaljnjem razvoju platforme programske opreme.
schunk.com www.mb-naklo.si
Marec • 147 (3/2024) • Letnik 19 122 orodjArstvo in strojeGrAdnjA
r h . t u ch e t . w w w

TEH-CUT d.o.o. Samoborska cesta 145, Zag r eb, H r v aška, tc.mold@teh-cut.h r , +385 1 3440 900
orodjArstvo in strojeGrAdnjA
Vsestransko varnostno stikalo
AZM201
Uporabniku prijazno Schmersalovo varnostno stikalo z zaklepanjem se ponaša s številnimi konfiguracijami. Lahko ga uporabite v okoljih z visokimi varnostnimi zahtevami, kjer z naprednimi diagnostičnimi funkcijami pomaga skrajšati čas izpada v proizvodnji.
Izkoristite raznoliko uporabo in konfiguracijo
Schmersalovo varnostno stikalo AZM201 združuje elektromehansko stikalo in elektronski varnostni senzor, ki mu je dodan aktivator z vratno kljuko. Na račun raznolike konfiguracije je vsestransko uporaben, ozko ohišje pa je prilagojeno za montažo na profile 40 mm.
To stikalo z zaklepanjem lahko v kombinaciji s širokim naborom različnih aktivatorjev uporabite tako za tečajna kot tudi drsna vrata. Ker je aktivator možno vstaviti z leve in desne strani, smer odpiranja vrat ni omejujoča.
Serijska vezava AZM201 s samonadzorom lahko vključuje do 31 senzorjev. Stikalo je opremljeno s tremi LED-lučkami za prikaz statusa delovanja. Tako je stikalo primerno tudi za okolja z najstrožjimi varnostnimi zahtevami.

Namestite stikalo hitro in brez težav
Upravljanje varnostnega stikala je preprosto in intuitivno, ob montaži dodatni ročaji za vrata niso potrebni. Brezhibno prileganje aktivatorja ohišju stikala preprečuje tveganje za okvare in poškodbe.
V stikalo vgrajeni senzorji zaznajo zapiranje vrat, tehnologija



RFID pa aktivator. Stikalo je na ta način možno zakleniti šele, ko so vrata zaprta. Tehnologija RFID omogoča izbiro različnih nivojev kodiranja in uporabo izvedb z nizko in visoko stopnjo kodiranja glede na specifične zahteve aplikacije.
Izberite iz širokega nabora aktivatorjev
Za tečajna vrata je najprimernejši aktivator B30 z vgrajeno vratno kljuko. Na voljo je tudi dodaten vratni zapah za večjo stabilnost, kar pride prav predvsem pri velikih vratih (do višine 2,5 m). Kot alternativa je za tečajna vrata primeren tudi aktivator B40, ki je od različice B30 učinkovitejši predvsem pri tečajnih vratih s prekrivajočimi se utori.
Obe različici sta izbirno na voljo z vrtljivim gumbom namesto vratne kljuke. Poleg tega ju je možno kombinirati z notranjo kljuko za zasilni izhod, ki operaterju omogoči odpiranje vrat od znotraj. Za drsna vrata je na voljo kompaktnejši aktivator B1, z ali brez notranjega zasilnega izhoda.
Ne ostanite zaklenjeni
Različni nastavki na varnostnem stikalu preprečujejo, da bi se vzdrževalci med delom nenamerno zaklenili. S pritrditvijo obe-

Marec • 147 (3/2024) • Letnik 19 124 orodjArstvo in strojeGrAdnjA
šanke na nastavek, ostanejo vrata ob vstopu v nevarno območje odprta, kar preprečuje nevaren nenameren zagon stroja.
Aktivatorja B30 in B40 imata priključke za odklepanje v sili že integrirane, na voljo pa sta še dve dodatni različici. Ena je kompaktna struktura, ki poteka skozi odprtino aktivatorja, druga pa se namesti zgoraj na aktivator in v celoti pokrije odprtino. Varnostno stikalo AZM201 je na voljo v izvedbah z mehanskim ali električnim zaklepanjem, priklop pa je možen preko konektorja ali z vzmetnimi ali vijačnimi sponkami.
povečajte varnost in zmanjšajte izpad
AZM201 je primeren za aplikacije z zahtevano varnostno zaščito do stopnje SIL3 v skladu z mednarodnim standardom EN 62061















ali stopnje PL-e v skladu z mednarodnim standardom EN ISO 13849-1.
Zaradi širokega temperaturnega območja uporabe (od -25 °C do +60 °C) ter nabora aktivatorjev in dodatne opreme je to varnostno stikalo uporabno na najrazličnejših področjih. Najpogostejše aplikacije vključujejo: robotske celice, stroje za predelavo hrane, farmacevtske stroje, medicinske aplikacije, stroje za pakiranje, opremo za kemično obdelavo, razne stiskalnice, stroje za brizganje, paletizerje ipd.
S svojimi naprednimi diagnostičnimi funkcijami vam inteligentno varnostno stikalo pomaga povečati varnost in zmanjšati čas izpadov v proizvodnji.
www.tipteh.com/si






Marec • 147 (3/2024) • Letnik 19 125 orodjArstvo in strojeGrAdnjA
Večja produktivnost v družbi
Walter z zeleno energijo
Predstavljamo prvo zgodbo naše kampanje »Ustvarimo spremembo«, v kateri predstavljamo zgodbe o uspehu iz vsega sveta Walter. Potekajo številne pobude, ki se osredotočajo na zmanjševanje emisij, večjo uporabo zelene energije in učinkovitejšo proizvodnjo. Ponosni smo, da lahko z vami delimo naše trajnostno potovanje!
Naša pobuda »Zelena energija« – zakaj nam je to pomembno
Kot globalni proizvajalec rezalnih orodij za obdelavo kovin družba Walter zaposluje 3.800 ljudi, hkrati pa potrebuje veliko energije za proizvodnjo, upravljanje in distribucijo izdelkov svojim strankam. Zato je izjemno pomembno, da optimiziramo, od kod pridobivamo energijo in koliko je porabimo vsak dan v letu.
Pobuda »zelena energija« je ključni element, s katerim želi družba Walter ne le zmanjšati emisije ogljikovega dioksida, temveč tudi poskrbeti za bolj učinkovito rabo energije. Zato družba Walter kupuje zeleno energijo neposredno od vetrnih elektrarn in solarnih sistemov za različne lokacije, tudi za nekatere proizvodne enote v ZDA in na Kitajskem. Kot prehodni ukrep družba Walter kupuje energijo, ki ima potrdila o izvoru energije, s čimer podpiramo povečevanje proizvodnje sončne, vetrne in vodne energije zunaj kraja nastanka.
Walter proizvaja lastno energijo
Na različnih lokacijah po vsem svetu delamo tudi na vrsti projektov, s katerimi proizvajamo energijo ali spodbujamo učinkovitost.
Ti projekti vključujejo namestitev več kot 1000 sončnih panelov na obrate v Tübingenu, Müsingenu in Zellu, montažo LED-svetil v številnih stavbah družbe Walter in rekuperacijo, ki zajema odpadno toploto iz proizvodnih enot in jo uporabi drugje.
Z novim sistemom krožnega filtriranja olja v proizvodni enoti Walter v Soultzu v Franciji prihranimo 1,5 milijona kWh električne energije na leto. Ta pobuda za brušenje trdega karbida ni le zmanjšala emisij in porabila 38.000 litrov manj rezalnega olja, temveč je zagotovila tudi bolj stabilno delovanje in povečala hitrost brušenja za 10 odstotkov.
Naša pobuda vključuje tudi zagotavljanje električnih vozil ustreznemu prodajnemu osebju v državah, kjer obstaja infrastruktura, preizkušanje možnosti nadomeščanja nafte in plina z vodikom, bioplinom in sončno energijo in stalni razvoj hranilnikov električne in toplotne energije.

Družba Walter se za ničelno neto porabo zavzema že od leta 2013. Hkrati pa se zavedamo, da je pot do naših ciljev še dolga, zato se bomo še naprej zavzemali za to, da bomo postali aktiven in vodilni akter na področju trajnosti v obdelovalni industriji.
Družba Walter se je zavezala k pobudi Science
Based Targets (SBTi)
Znanstveno utemeljeni cilji podjetjem začrtajo jasno opredeljeno pot za zmanjšanje emisij v skladu s cilji Pariškega sporazuma. Več kot 4.000 podjetij po vsem svetu je že prevzelo pobudo Science Based Targets (SBTi).
Cilj je do leta 2030 prepoloviti emisije CO₂ za obseg 1 (neposredne emisije) in obseg 2 (posredne emisije) v primerjavi z ravnijo iz leta 2019. Obseg 3 (druge posredne emisije v dobavni verigi) naj bi se v istem časovnem okviru zmanjšal za 30 odstotkov. Ta zajema naše notranje procese in procese naših strank ter dobaviteljev. V sklopu obsega 3 pobude SBTi ugotavljamo tudi, kako lahko naše stranke z našimi izdelki zmanjšajo emisije in porabo energije. To vključuje obnovo rezalnih orodij, recikliranje izdelkov v okviru sistema odkupa in aditivne proizvodnje.
www.walter-tools.com
Marec • 147 (3/2024) • Letnik 19 126 orodjArstvo in strojeGrAdnjA
Preizkušanje baterijskih celic
Univerzalni stroj za preizkušanje
komponent v elektro industriji
Baterijske celice so ključne komponente električnih vozil. V vsakodnevni uporabi so izpostavljene širokemu naboru elektromehanskih, toplotnih in mehanskih obremenitev. Za preprečevanje nevarnosti in zagotavljanje kakovosti, funkcionalnosti in vzdržljivosti baterijskih celic so njihove komponente preizkušene s kompleksnimi preizkusnimi postopki.
Podjetje Hegewald & Peschke ponuja sistem za preizkušanje baterijskih celic, ki poleg univerzalnega stroja za preizkušanje inspekt 100 kN zajema posebno temperaturno komoro za simulacijo pogojev okolice. Stroj za preizkušanje se uporablja za izvajanje tlačnih preizkusov, ki simulirajo mehanske obremenitve baterijskih celic, ki jih povzročajo toplotni učinki in način vgradnje celic, pri čemer tlačne plošče simulirajo obremenitve v sistemu za preizkušanje. Konični ležaj zagotavlja prilagajanje zgornje tlačne plošče na preizkušanec, pri čemer se zgornjo ploščo lahko tudi fiksira v želeni položaj. Sistem za preizkušanje je zasnovan tako, da omogoča tlačno obremenitev baterijskih celic do 100 kN, medtem ko se lahko doseže tudi večje obremenitve z uporabo različnih strojev za preizkušanje.
pomembni postopki preizkušanja baterijskih celic in njihova implementacija v sistemu za preizkušanje
Sistem za preizkušanje ponuja možnost izvajanja treh različnih obremenitev na baterijske celice, in sicer toplotno preko temperaturne komore, mehansko preko stroja za preizkušanje in električno preko polnjenja in praznjenja baterijskih celic. S spreminjanjem posameznih obremenitev se lahko izvajajo različni postopki preizkušanja.
Na začetku postopka preizkušanja se baterijo lahko predobremeni z določeno silo v stroju za preizkušanje, medtem ko temperaturna komora vzpostavi programsko nastavljeno temperaturo. Sledijo številni zaporedni cikli polnjenja baterij. Baterija je tako na primer desetkrat napolnjena in izpraznjena ob enaki obremenitvi in temperaturi, kar se ponovi pri drugi temperaturi in/ali obremenitvi.
Mehanske obremenitve med preizkusi se lahko vzpostavijo na tri različne načine. Ena možnost je zadrževanje položaja tlačnih plošč, pri čemer se sila veča ob širjenju celic in manjša ob krčenju celic. Pri drugi nastavitvi preizkušanja pa stroj vzdržuje konstantno silo, tako da je mehanska obremenitev baterije ves čas enaka.
Pri namestitvi baterijskih celic v vozila se velikokrat uporabijo vzmeti za kompenzacijo sil, ki se pojavijo. Za upoštevanje tega med preizkušanjem, se v sistemu za preizkušanje lahko simulira učinek delovanja vzmeti. V tem primeru programska oprema LabMaster simulira delovanje vzmeti z določeno koeficientom na stroju za

» Stroj za preizkušanje inspekt 100 kN s temperaturno komoro in tlačnimi ploščami. Vir: Hegewald & Peschke
preizkušanje, kar pomeni, da učinek na baterijsko celico ustreza razmeram vgradnje v vozilo z uporabo okvirja z vzmetmi.
Pri vseh postopkih preizkušanja se vedno preverjajo interakcija temperature, stanja polnjenja in obremenitve ter njihovi medsebojni vplivi.
programska oprema za preizkušanje baterijskih celic
Programska oprema LabMaster za preizkušanje materiala in komponent ponuja fleksibilnost za doseganje širokega nabora zahtev med postopkom preizkušanja, kar zagotavlja zanesljivo in ponovljivo izvajanje preizkusov baterijskih celic, pri čemer so postavljene zelo visoke zahteve.
Vsi parametri sistema so nadzorovani preko posebej nastavljenega osrednjega blokovnega programa. Izmerjene zunanje vrednosti, kot so napetost polnjenja in temperatura celice, so zajete preko analognega signala in na voljo za vrednotenje v programski opremi
Marec • 147 (3/2024) • Letnik 19 128 orodjArstvo in strojeGrAdnjA
za preizkušanje. Prav tako so zajeta stanja napak, pri čemer je odziv stroja na napake med postopkom preizkušanja nadzorovan.
Posamezni koraki postopka preizkušanja se lahko zelo fleksibilno konfigurirajo v blokovnem programu ter se lahko kombinirajo v številna zaporedja z različnimi parametri. Prav tako se lahko določijo posamezni kriteriji za vsak korak glede na spremljane parametre.
Za izvajanje dolgoročnih preizkusov, ki trajajo več dni, programska oprema LabMaster ponuja različne možnosti za učinkovito zmanjševanje obsega podatkov. Programska oprema zajema vse podatke meritev iz vseh povezanih sistemov vsakih 20 milisekund. Med dolgotrajnim preizkušanjem pa to ustvari veliko količino podatkov, ki se jih težko obvladuje. Zaradi tega se ti podatki meritev zmanjšajo na razumen obseg s filtracijo redundantnih vrednosti, pri čemer se kriterij lahko prilagodi ločeno za vsak korak preizkusa, kar zagotavlja shranjevanje le tistih podatkov, ki so pomembni za nadaljnjo vrednotenje.
celovit varnostni koncept za preizkušanje baterij
Zaradi povečanega tveganja tvorjenja plinov ali izhajanja kislin med preizkušanjem baterijskih celic, ki predstavlja stopnjo tveganja 6 v skladu s smernicami EUCAR, morajo biti sprejeti posebni varnostni ukrepi. Temperaturna komora, ki lahko vzpostavi temperaturo med -40 °C in +120 °C, je zaradi tega opremljena tudi s senzorji za zaznavanje plinov, kot so O₂, H₂S, SO₂, CO in H₂. Prikazovalni zaslon s signalnim stebrom neprekinjeno zagotavlja informacijo o pogojih atmosfere v temperaturni komori.
Temperaturna komora je opremljena s petslojnim oknom z mre-
žno zaščito, medtem ko sprostitvena zaslonka zagotavlja zaščito pred povišanim tlakom in izenačitev nadtlaka v primeru nesreče. Poleg tega pa povezava s sistemom za odsesavanje in električno zaklepanje vrat komore preprečuje dodatna tveganja.
Takšen celovit varnostni koncept varuje pred nevarnostmi, kot so poškodbe, požar, leteči deli in izguba elektrolita v skladu stopnjo tveganja 6.
rešitev za preizkušanje baterijskih celic in njihovih komponent
Sistem za preizkušanje omogoča preizkušanje posameznih baterijskih celic in sestavov baterijskih celic, ki vsebujejo do 10 kWh električne energije. Podjetje Hegewald & Peschke ponuja tudi druge rešitve za preizkušanje različnih komponent in materialov, ki se uporabljajo za izdelavo baterijskih celic. Univerzalni stroj za preizkušanje, ki je opremljen za specifične postopke preizkušanja, omogoča izvajanje nateznih preizkusov in preizkusov prebijanja elektrodnih folij in preizkušanje adhezije elektrodnih prevlek.
TOpOMATIKA d.o.o. je generalni zastopnik za hegewald & peschke Mess- und prueftechnik gmbh.
Za nakup opreme stopite v kontakt z nami na telefon +385 1 3496 010 ali e-naslov: info@topomatika.si
www.topomatika.si
www.hegewald-peschke.com

ATO S 5
Visokohitrostni 3D-skener
Največja kakovost podatkov in kratek čas meritev
Natančne meritve kompleksnih geometrij
Samodejna digitalizacija za velike komponente
Dogovorite se za demonstracijo delovanja –pošljite sporočilo na naslov: info@topomatika.hr
Marec • 147 (3/2024) • Letnik 19 129 orodjArstvo in strojeGrAdnjA
Android in Windows tablice 5G z
možnostjo
polnjenja v nevarnih
območjih
Podjetje i.safe Mobile predstavlja novi Android in Windows tablici 5G za eksplozijsko območje 1/21 z možnostjo polnjenja v nevarnih okoljih. Tablici IS940.1 in IS945.2 z 10,1-inčnim zaslonom sta bili prvič predstavljeni na sejmu SPS.
Inovativno podjetje i.safe Mobile je vodilni svetovni proizvajalec mobilnih naprav in rešitev, ki so primerne za uporabo v eksplozivnih okoljih. Svoj najnovejši razvoj tabličnih računalnikov je predstavilo na lanskem sejmu SPS, ki je potekal od 14. do 16. novembra v Nürnbergu. Poleg tablice IS940.1, ki uporablja operacijski sistem Android, je podjetje razvilo tudi tablico IS945.1, ki uporablja operacijski sistem Windows. Prva tablica 5G za uporabo v območju 1/21 je skupaj s pametnim telefonom IS540.1 idealen dodatek ponudbi opreme za strokovnjake s področja prediktivnega vzdrževanja in procesne industrije.
Uporabniki imajo sedaj na voljo tablico za podatkovno komunikacijo z dvema operacijskima sistemoma Android in Windows, ki jo lahko uporabljajo v nevarnih območjih 1/21 in so idealno primerne za integracijo v obstoječa sistemska okolja in infrastrukturo z omrežji 4G/5G ali Wi-Fi 6. Obe različici energijsko učinkovitih tablic sta opremljeni z zmogljivim naborom čipov QCM6490 proizvajalca Qualcomm Technologies optimiziranih za IIoT ter imajo 11,1-inčni zaslon full HD in 16-pinski vmesnik ISM za varno povezavo odobrenih naprav. Te prve naprave na svetu, ki omogočajo polnjenje v nevarnih območjih, ponujajo uporabnikom širok nabor možnosti uporabe. Kljub svoji robustni zasnovi so tablice zelo lahke in enostavne za uporabo, podpirajo komunikacijske protokole Wi-Fi 6, Bluetooth 5.2 in NFC ter imajo nastavljive tipke. Celoten paket zaokrožuje zmogljiva izmenljiva baterija ter glavna kamera in kamera na sprednji strani.
potencial inovacij tehnologije 5g
Standard 5G ponuja velik potencial v nevarnih industrijskih področjih, kot so kemična, farmacevtska, naftna in procesna industrija, saj omogoča varno integracijo in konsolidacijo kompleksnih delovnih tokov in povezovanje zaposlenih, strojev in procesov. Naloge vzdrževanja, spremljanje na daljavo in vrednotenje procesnih podatkov v industrijskih okoljih zahteva hiter prenos in obdelavo podatkov. V omrežju 5G se podatki lahko velikokrat hitreje prenašajo, v primerjavi s tem, kar omogočajo omrežja 4G. Ponudba izdelkov podjetja i.safe Mobile na področju tehnologije 5G je popolnoma usklajena z digitalnimi procesi v proizvodni strukturi z omrežjem 5G in je bila razvita za podporo na daljavo, obogateno resničnost, usposabljanje na daljavo in vizualizacijo podatkov stro-

jev na mobilnih napravah v nevarnih eksplozijskih okoljih 1/21. Visoka razpoložljiva pasovna širina omrežja 5G omogoča prenos podatkov z najmanjšo zakasnitvijo, kar je še posebej koristno pri vzdrževanju ali presojah na daljavo.
Svetovna novost, ki jo je podjetje i.safe Mobile prvič predstavilo na sejmu SPS, je možnost polnjenja tablic v nevarnih območjih, tako da se lahko na primer preko posebnega vmesnika vzpostavi povezavo z omrežjem Ethernet. Na področju avtomatizacije se tablica polni na polnilni postaji, ki je varna za uporabo v eksplozivnih okoljih, neposredno v območju 1/21, pri čemer se lahko uporablja tudi kot operativna postaja za nadzorne sisteme procesov ali kot sistem za upravljanje proizvodnje (MES). Vse to uporabnikom zagotavlja skoraj neomejene možnosti aplikacij za uporabo v potencialno eksplozivnih okoljih.
Tablica IS940.1 bo na voljo v sredini leta 2024, medtem ko bo tablica IS945.1 na voljo v dveh različicah, samo za uporabo v omrežjih Wi-Fi 6 prav tako sredi leta 2024 in za uporabo v omrežjih 4G/5G z Wi-Fi 6 v zadnjem četrtletju leta 2024.
www.isafe-mobile.com
Marec • 147 (3/2024) • Letnik 19 130 orodjArstvo in strojeGrAdnjA
» Nove tablice 5G z operacijskim sistemom Android in Windows za uporabo v nevarnih okoljih proizvajalca i.safe Mobile. Vir: i.safe MOBILE
Eden za vse:
Modlight60 Pro-RGB
Signalni stolp IO-Link Modlight60 Pro-RGB podjetja Murrelektronik je vsestranska, prilagodljiva in stroškovno učinkovita rešitev za uporabe, ki zahtevajo jasno in zanesljivo signalizacijo.
Signalni stolp Modlight60 Pro-RGB IO-Link podjetja Murrelektronik z 20 RGB LED-ploščami, 21 nastavljivimi barvami in desetimi različnimi svetlobnimi vzorci ponuja prilagodljive možnosti za jasno in privlačno signalizacijo z optično ločitvijo posameznih RGB LED-plošč – tudi v zahtevnih okoljih. Svetlost LED-diode je mogoče prilagoditi, z načinom eko, ki zmanjša svetlost za 50 odstotkov, pa je signalni stolp energetsko učinkovit. Ena različica stebra ima brenčalo, ki ponuja osem različnih tonov, s čimer omogoča prilagojeno zvočno signalizacijo.
Nastavitev signalnega stolpa, z zaščito IP65 pred prahom in brizganjem vode, je preprosta in ne zahteva obsežne konfiguracije. Priključite ga lahko s kablom M12 brez oklopa in začnete uporabljati brez IODD (opis VI naprave). Dva različna IODD omogočata individualno upravljanje RGB LED-plošč glede barv, vzorcev utripanja in animacij prek procesnih podatkov.
en steber, več vrst signalov
Signalni stolp ponuja različne načine delovanja, tako da lahko uporabniki z enim samim signalnim stolpom uresničijo več vrst signalov. V načinu Stack Mode je mogoče posamezne LED-plošče razdeliti v največ pet enot in tako prikazati klasični signalni stolp. Velikost in barve segmentov je mogoče poljubno prilagoditi. Funkcija Autoscale omogoča samodejno in simetrično razdelitev LED-plošč za signalizacijo po celotni površini za največjo vidljivost. Uporabniki lahko dostopajo do načina Level Mode

» Signalni stolp IO-Link Modlight60 Pro-RGB podjetja Murrelektronik omogoča jasno in zanesljivo signalizacijo. Slika: Murrelektronik GmbH
za natančen prikaz delovnih procesov v odstotkih, na primer za prikaz poteka proizvodnje ali stopnje napolnjenosti. V načinu Slice Mode lahko vsako posamezno LED-ploščo individualno upravljate glede barve, svetlobnega vzorca in animacije.
Modlight60 Pro-RGB ima dovoljenje cURus za ameriški in kanadski trg, uporablja pa se lahko v številnih panogah, kot so avtomobilska industrija, intralogistika, strojna orodja, embalaža in polprevodniki.
www.murrelektronik.si
Konektorji so junaki avtomatizacije. Povezana proizvodnja, notranja logistika, predelovalna industrija in pakiranje ne morejo delovati brez konektorjev. Njihova zmogljivost pogosto odloča o tem, ali bo digitalizacija uspela. Svet avtomatizacije je torej odvisen od kakovosti konektorjev. Povezujejo vse skupaj, omogočajo pretok signalov, podatkov in tokov, zagotavljajo varnost, nemoteno delovanje in namestitev brez napak. Pravi junaki povezovanja – Connectivity Heroes made by Murrelektronik
131
MURRELEKTRONIK PONOSNO PREDSTAVLJA
Zakaj za 3D-tiskanje kovin izbrati
tehnologijo metal binder jetting
V tem članku bodo predstavljene prednosti, zmogljivosti in prihranki pri stroških, ki jih prinaša tehnologija binder jetting.
Kot prva sistema aditivne proizvodnje, ki ponujata prednosti, kot so serijska proizvodnja izdelkov za končno uporabo, množična prilagoditev izdelkov, proizvodnja brez orodja in še več, sta Shop System in Production System pripravljena zagnati revolucijo v proizvodnji, kar Desktop Metal imenuje Additive Proizvodnja 2.0.
Prednost obeh sistemov je tehnologija 3D-tiskanja metal binder jetting (z brizganjem veziva), ki omogoča aditivni proizvodnji, da tekmuje s tradicionalnimi metodami množične proizvodnje z zagotavljanjem množice prednosti – glavna med njimi je hitrost.
Ker je glavni sestavni del teh tiskalnikov brizgalna tiskalna glava – iste vrste tiskalnih glav najdemo v milijonih domačih tiskalnikov – lahko binder jetting tiskalniki izdelajo dele kar 100-krat hitreje kot sistemi s prašno posteljo z laserskim pretaljevanjem.
Medtem ko ta hitrost omogoča tiskalnikom s tehnologijo binder jetting, da zagotavljajo izdelke s stroški, ki se lahko kosajo s tradicionalnimi postopki, kot sta litje in kovanje, je hitrost le ena od številnih prednosti.
» Z neverjetno finimi podrobnostmi s Shop System natisnejno rezilo strižnika.
Tehnologija binder jetting ponuja tudi številne prednosti tradicionalnega 3D-tiskanja – vse od zmožnosti ustvarjanja kompleksne geometrije, vključno z notranjimi funkcijami in kanali, do prilagojene oblike za zmanjšanje mase izdelka ali za zmanjšanje števila delov in več.
Poleg tega, da so hitri in zmožni izdelave kompleksnih oblik, so sistemi na binder jetting tudi neverjetno natančni.

Shop System je, z izvorno ločljivostjo 1200 dpi, binder jetting sistem z največjo resolucijo 3D-tiska pri enem prehodu, ki je trenutno dobavljiv na trgu in lahko proizvede kar 670 milijonov kapljic veziva vsako sekundo. Ta preciznost olajša gradnjo izdelkov – kot je na primer rezilo strižnika – ki imajo neverjetno fine podrobnosti, ki bi običajno zahtevale izdelavo z zelo dragimi orodji.
Production System pa medtem združuje ločljivost 1200 dpi in višine plasti 50 µm z edinstvenim sistemom brizganja z enim prehodom, ki uporabi vsak premik tiskalne glave za izdelavo izdelkov. Rezultat je sistem, ki ni le dovolj natančen za tisk okvirja ročne ure z natančnimi detajli okoli roba, ampak je tudi dovolj hiter, da jih izdela kar 1200 v enem samem delovnem volumnu 3D-tiskalnika po ceni pod 2 evra.
Tako kot tudi drugi postopki 3D-tiskanja tudi postopek binder jetting omogoča enostavno prilagajanje dizajnov, saj za izdelavo ne potrebujemo nobenih prilagojenih orodij.
Za razliko od drugih pristopov pa binder jetting omogoča tudi serijsko proizvodnjo, kar pomeni, da lahko proizvajalci izdelajo več različic enega izdelka v enem tisku, kar na koncu pomaga zmanjšati stroške delov.
Eno od drugih ključnih področij, kjer se odlikujejo sistemi binder jetting, je povezano s tem, kaj se zgodi po končanem tisku izdelkov. Pri številnih sistemih, ki temeljijo na laserju, je prvi korak po tiskanju večurna naknadna obdelava, da strojno odstranimo pod-
Marec • 147 (3/2024) • Letnik 19 132 orodjArstvo in strojeGrAdnjA
porne strukture in proste dele, ki so bili med izdelavo privarjeni na gradbeno ploščo 3D-tiskalnika.
Izdelki iz binder jetting sistemov so, za primerjavo, podprti z razsutim prahom v delovni komori, kar odpravlja potrebo po zamudni naknadni obdelavi. Ne poraba podporne strukture prav tako omogoča, da so deli zelo gosto ugnezdeni, kar poveča število proizvedenih izdelkov na gradnjo in na koncu pomaga znižati stroške na kos.
Sistemi binder jetting lahko v celoti ponovno uporabijo nestrjen prah, saj ta ni bil toplotno obremenjen – Production System omogoča reciklažo do kar 99 odstotkov neuporabljenega prahu – kar ima za posledico manj odpadkov in večjo stroškovno učinkovitost. Med najpomembnejšimi značilnostmi teh izdelkov je dejstvo, da so izdelki narejeni s tehnologijo binder jetting izotropni oziroma imajo enake mehanske lastnosti v vseh smereh.
To ni vedno veljalo za 3D-natisnjene dele. Ker so zgrajeni plast za plastjo, so lahko nekateri izdelki – odvisno od načina tiskanja –trdnejši v eni smeri kot v drugi. Da bi kompenzirali razliko, so bili oblikovalci prisiljeni prilagoditi 3D-modele izdelkov za tiskanje, da bi zagotovili mehanske napetosti vzdolž njihove najmočnejše osi.
Izdelki, narejeni s tehnologijo binder jetting, izstopijo iz peči popolnoma zgoščeni, kar pomeni, da so enako trdni v vseh smereh, kar daje oblikovalcem in inženirjem več svobode pri oblikovanju in tiskanju izdelkov na način, ki najbolj ustreza njihovim potrebam.
Ker so hitrejši in bolj produktivni, lahko sistemi binder jet pomagajo znižati te stroške opreme, saj proizvajalcem omogočajo hitrejšo amortizacijo stroškov opreme z večjimi količinami proizvodnje. Na strani stroškov dela pa se pričakuje znižanje stroškov z razvojem avtomatizacije.

» 3D natisnjen okvirja ročne ure z natančnimi detajli okoli roba po ceni pod 2 evra.
Z naložbo v sisteme binder jetting lahko proizvajalci kovinskih delov končno pričakujejo različne prihranke – začetne prihranke zaradi nižjih stroškov materiala ter proizvodne učinkovitosti in hitrosti ter kasnejše prihranke zaradi zmanjšanja stroškov dela.
Vendar pa se zdi, da bo vpliv tehnologije binder jetting verjetno segel dlje od proizvodnega prostora.
Podjetje Solid World, d. o. o., ki je zastopnik podjetja Desktop Metal, vam poleg prodaje strojev nudi tudi storitve 3D-tiskanja kovinskih izdelkov. V primeru vprašanj nas kontaktirajte na e-mail additive@solidworld.si.
www.solidworld.si
www.desktopmetal.com

Boljši pretok hladilne tekočine. Boljši izdelek.


orodjArstvo in strojeGrAdnjA
SECO TOOLS SI D.O.O.. TEL +386 2 450 23 40 FAX +386 2 450 23 41 EMAIL: SECO.SI@SECOTOOLS.COM
Podjetji Stäubli in Mag autoblok tecnomagnete predstavljata nov magnetni sistem za vpetje orodij QMC123
Ko nekaj znanega sreča
prihodnost
Čeprav so osnovni principi brizganja plastike že vrsto let nespremenjeni, je to področje v zadnjih letih zelo napredovalo z razvojem novih polimerov in termoplastov, razpoložljivostjo čedalje bolj učinkovitih strojev za brizganje, zmogljivostjo izdelave kompleksnih večgnezdnih orodij, ki omogočajo proizvodnjo visokonatančnih plastičnih komponent in ne nazadnje uvajanjem avtomatizacije na številnih področjih. Hitrost razvoja na tem področju še nikoli ni bila tako visoka, kot je v trenutno zelo konkurenčnem okolju, kjer podjetja nenehno iščejo večjo fleksibilnost, kakovost in produktivnost.
Ena izmed velikih prednosti postopka brizganja plastike je zmogljivost strojev za brizganje, ki lahko proizvajajo različne izdelke z menjavo orodij, kar pa je hkrati tudi pomanjkljivost, saj menjava orodij predstavlja neproduktivni čas. Tradicionalne metode vpetja orodij na stroju zajemajo uporabo vijakov ali mehanskih vpenjal, kar še vedno uporabljajo številna podjetja. Takšna metoda vpetja pa je dolgotrajna in predstavlja varnostna tveganja za operaterje, saj je postopek menjave orodij precej kompliciran.
Potreba po proizvodnji ob pravem času (just in time), predvsem na področju avtomobilske industrije, je bilo eno od gonil razvoja alternativnih rešitev vpetja orodij, ki lahko skrajšajo čas menjave orodij in povečajo čas proizvodnje. Na začetku so bile rešitve hitre menjave orodij z uporabo hidravlike strojev za brizganje videti kot možna rešitev, vendar imajo hidravlični sistemi tudi svoje pomanjkljivosti, vključno z visoko porabo energije in manj čistim delovnim okoljem. Prihodnost hitre menjave orodij na strojih za brizganje je tako v drugi tehnologiji, in sicer v magnetnem vpenjanju.
Sistemi za magnetno pridržanje in vpenjanje, ki jih delujejo na podlagi tehnologije permanentnih elektro magnetov, so se najprej uporabljali za vpenjanje obdelovancev. Patentirana rešitev za magnetno pridrževanje in vpenjanje, ki jo je zasnovalo italijansko podjetje Mag Autoblok Tecnomagnete, se je uveljavila na številnih industrijskih področjih. V zgodnjih devetdesetih letih prejšnjega stoletja je podjetje razvilo tudi posebne rešitve za vpenjanje orodij pri brizganju plastike. Ta rešitev zagotavlja enostavnejšo, čistejšo in bolj učinkovito rešitev za hitro menjavo orodij, ob tem se čedalje bolj uporablja v podjetjih, ki brizgajo plastiko, predvsem v primerih, ko podjetja uporabljajo električne stroje za brizganje plastike. Podjetje Stäubli že več kot dvajset let ponuja rešitve za magnetno vpenjanje orodij na področju brizganja plastike, pri čemer je razvoj podjetja glede prikazovanja in varnosti sile vpetja veliko prispevalo k strateškemu partnerskemu sodelovanju s podjetjem Mag Autoblok Tecnomagnete. Združeno znanje in izkušnje obeh podjetij je dvignilo zmogljivosti tehnologije magnetnega vpenjanja na novo raven z izboljšavami na številnih ključnih področjih. Podjetje Stäubli je bilo vedno zelo povezano z industrijo brizganja plastike


preko svoje divizije konektorjev za fluide, ki snuje, proizvaja in distribuira širok nabor rešitev za hitro menjavo orodij od rešitev za menjavo in vpenjanje orodij pa vse do rešitev za energetske povezave in robotske sisteme, ki pomagajo uporabnikom po vsem svetu. Podjetje Stäubli ponuja celovit pristop enega dobavitelja področju brizganja plastike s svojimi rešitvami, ki so zasnovane za povečanje učinkovitosti procesa, skrajšanje časov menjave orodij in povečanje varnosti delovanja. Vse te rešitve so mednarodno prepoznane po njihovi kakovosti, zanesljivosti in zmogljivosti.

Marec • 147 (3/2024) • Letnik 19 134 orodjArstvo in strojeGrAdnjA
» Nov sistem za magnetno vpenjanje orodij QMC123 na področju brizganja plastike je rezultat strateškega partnerskega sodelovanja med podjetjema Stäubli in Mag Autoblok Tecnomagnete. Vir: Stäubli
Novi elementi in funkcionalnosti v kombinaciji s poznanim
Ključen del procesa skupnega razvoja rešitve QMC123, ki predstavlja najnovejšo različico te tehnologije, je zagotavljanje, da ta nova rešitev ne bo ohranila le robustnosti in zanesljivosti prejšnjih različic, temveč bo obstoječim uporabnikom zagotovila tudi poznano delovanje trenutnega sistema, ki se uporablja od leta 2010 naprej. Nov sistem za magnetno vpetje orodij QMC123 zagotavlja večjo raven informacij z nadzorno ploščo podjetja Stäubli ter ponuja nov in enostavnejši način uporabe preko uporabniškega vmesnika z zaslonom na dotik.
Vse te novosti zagotavljajo validacijo različnih varnostnih točk med procesom menjave orodij. Programska oprema IMAG-Editor omogoča izračun sile vpetja vsakega orodja pred montažo na podlagi stroja, kjer se bo uporabilo orodje. Ta informacija poudari vsakršno potencialno težavo pred začetkom brizganja. Poleg tega pa je operaterju zagotovljeno intuitivno vodenje, tako med nastavitvami kot tudi med delovanjem, saj zagotavlja bolj podrobne informacije za diagnosticiranje opozoril ali napak ter njihovo hitrejše odpravljanje.
Proces izdelave magnetne vpenjalne plošče QMC123 je bil na novo zasnovan, kar zagotavlja večjo natančnost merjenja magnetnih sil vpenjanja. Sistem lahko sedaj zazna tudi spremembe magnetnega polja pred dejanskim premikom orodja, kar dodatno poveča raven varnosti. Nova tehnologija sistema QMC123 tako uteleša uspešno uveljavljen princip delovanja z naborom novih izboljšav, ki so nastale z razvojem sistema. Kombinacija povečane
interaktivnosti z operaterjem, natančne meritve vpenjalnih sil in izboljšana varnost sistema zagotavlja novo raven funkcionalnosti, ki je rezultat inovativnega pristopa pri rešitev podjetja Stäubli. Rešitev za magnetno vpenjanje QMC123 bo imela pomembno vlogo tudi v strategiji hitre menjave orodij SMED (Single Minute Exchange of Die), saj bo skrajšala čas med zadnjim dobrim izdelkom proizvedenim s prejšnjim orodjem in prvim dobrim izdelkom proizvedenim z novim orodjem. Poleg tega pa je ta tehnologija nove generacije s svojimi zmogljivostmi zajema podatkov kompatibilna s principi Industrije 4.0.
Predstavitev nove rešitve QMC123 je rezultat obsežnega razvoja izdelka v obeh podjetjih, čemur je sledilo obsežno preizkušanje na terenu za vrednotenje zmogljivosti in zanesljivosti v številnih proizvodnih okoljih. Rešitev za magnetno vpetje orodij QMC123 je kompatibilna s stroji za brizganje velikosti 50 ton do 4.000 ton, tako da bo brez dvoma uporabna za širok nabor novih aplikacij.
Nova rešitev za magnetno vpetje orodij QMC123 je del celovitega nabora inovativnih izdelkov, ki so namenjeni področju brizganja plastike, ki med drugim zajemajo povezave orodij, menjavo in vpenjanje orodij, pregledovanje in robotsko menjavo orodij, ki so uporabnikom na voljo pri enem dobavitelju. Podjetje Stäubli nudi podporo za vse svoje izdelke po vsem svetu preko svoje globalne mreže. Tehnična podpora in poprodajne aktivnosti so tako na voljo uporabnikom, ki delujejo na več lokacijah, kar zajema servisiranje, postavitev opreme in usposabljanje operaterjev.
www.staubli.com
www.mag-tecnomagnete.com






Marec • 147 (3/2024) • Letnik 19 orodjArstvo in strojeGrAdnjA
Tehnološke rešitve na najvišji ravni na področju laserske obdelave površin, laserskega graviranja in 3D-tiskalnikov www.tehnoprogres.hr Tehnoprogres d.o.o. Industrijska 3 10431 Sv.Nedelja – Novaki Hrvaška Tel: +385 1 3737 688 E-pošta: prodaja@tehnoprogres.hr Lasersko graviranje
tiskalniki Elektroerozija
3D
Predstavljamo Omron K7DD-PQ, novo serijo naprednih naprav za nadzor stanja elektromotorja
Preprečevanje nepričakovanih okvar opreme s spremljanjem težko merljivih načinov okvar, vključno s pogostimi spremembami hitrosti na motorjih s hitro spreminjajočimi se obremenitvami
Na trg smo lansirali novo serijo nadzornih naprav Omron K7DD-PQ, napredno napravo za spremljanje stanja motorja, zasnovano za avtomatizirano odkrivanje nepravilnosti delovanja elektromotorjev v proizvodnih obratih. K7DD se popolnoma ujema z našim pogledom na pametno vzdrževanje: z zbiranjem, spremljanjem in analiziranjem podatkov v živo zagotavljamo rešitve, ki uporabnikom omogočajo analizo teh podatkov za sprejemanje ustreznih odločitev.
Z analizo več kot 400 vrst podatkov*, pridobljenih iz meritev toka in napetosti, lahko K7DD-PQ zazna posebne vzroke okvar, kot so obrabljena rezila, zapletanje odrezkov ali izrabljeni ležaji v motorjih na vretenih obdelovalnih strojev. Ta avtomatizacija odpravlja človeško zanašanje na izkušnje in čute kvalificiranih delavcev, zmanjšuje napor pri preventivnih vzdrževalnih pregledih in preprečuje nepričakovane okvare strojne opreme.
K7DD-PQ zagotavlja natančno in celovito obdelavo podatkov. Opremljen je s hitro tehnologijo vzorčenja (2,5 μs), ki zajame tudi najbolj bežne anomalije, in 6-kanalno zmogljivostjo hkratnega/ neprekinjenega delovanja, ki obdeluje podatke brez izpustitve ali odstopanja. Učinkovito lahko nadzoruje servomotorje in indukcijske motorje ter zazna nepravilnosti, ki jih povzročajo vrzeli med rotorjem in statorjem, ali morebitne spremembe navora na osi motorja. Naprava ponuja samostojno spremljanje stanja znotraj proizvodnega mesta, kar odpravlja potrebo po zapletenih namestitvah ali sistemih v oblaku. Z enostavno naknadno vgradnjo naprave postaneta lokalno spremljanje delovanja motorja in takojšnje odkrivanje nepravilnosti pri delovanju preprosti in brez težav.
K7DD-PQ, ki deluje s hitrostjo 50 ms, lahko sledi napravam s spremenljivo hitrostjo, kar v veliki meri zmanjša potreben čas za kontinuirani pregled delovanja oz. nadzor delovanja naprav. Poenostavi analizo podatkov s samodejnim izbiranjem efektivnih električnih veličin ter nastavitvijo mejnih vrednosti (pragov), kar omogoča prepoznavanje različnih načinov okvar in njihovih temeljnih vzrokov. To zagotavlja zanesljive rezultate in povečuje splošno učinkovitost vgrajene opreme.

S splošnim pomanjkanjem delovne sile ter potrebami po učinkovitih vzdrževalnih praksah Omronova serija K7DD-PQ prispeva k avtomatizaciji in optimizaciji nalog vzdrževanja, s čimer preprečujemo nepričakovane okvare opreme in izboljšamo produktivnost v proizvodnih procesih.
OMRON K7DD – Naprave za nadzor kakovosti električne energije: https://industrial.omron.eu/en/news-events/news/ k7dd#video-XAiziv_3rko
* Podatki: izmerjene ali izračunane vrednosti, pridobljene iz meritev toka in napetosti na električnem dovodu motorja. Te vrednosti se uporabljajo za raziskovanje korelacije med temi podatki in spremembami pogojev delovanja elektro motorja. www.miel.si industrial.omron.eu
Marec • 147 (3/2024) • Letnik 19 136 orodjArstvo in strojeGrAdnjA
» Omron K7DD-PQ, nova serija naprednih naprav za nadzor stanja elektro motorja
Novi prisesek BXP 45 mm sedaj dopolnjujeta še različici
65 in 90 mm
Nedavno predstavljen 45 mm prisesek iz družine sesalnih gum BXP zdaj dopolnjujeta še različici s premerom 65 in 90 mm. Tako kot prejšnja novost in njegovi standardni produkti bodo tudi novi priseski popolnoma nastavljivi.
Pred časom je bil predstavljen 45 mm prisesek, ki dopolnjuje naše dobro priznane priseske BXP. Serija, razvita posebej za pobiranje in dvigovanje predmetov z neravnimi ali poroznimi površinami, kot je karton.
PIAB je naredil naslednji korak z dokončanjem razpona rešitev od 10 do 110 mm z različicama 65 in 90 mm. Tako kot njegovi standardni produkti so tudi novi priseski izdelani iz materiala
DURAFLEX® in jih je mogoče popolnoma konfigurirati.
Opis izdelka
Prisesek BXP je bil razvit za pobiranje predmetov s posebej poroznimi površinami. Izdelan je iz posebej razvitega materiala
DURAFLEX®, ki združuje elastičnost gume in odpornost proti obrabi poliuretana ter ne pušča sledi. Velikosti segajo od 10 do 110 mm premera.
Koristi za stranke
• Na voljo z vsemi standardnimi priključki iz industrije.
• Primerno za omejeno nastavitev višine z dobro stabilnostjo
• Odličen oprijem na valovitih in poroznih predmetih ali tesnih predmetih, kot so karton, teksturirana plastika in kompozitni


material (surova površina).
• Dvobarvni priseski vsebujejo meh in tesnilne ustnice različnih trdot, ki omogočajo trdnost in stabilnost z ohranjeno mehkobo in prožnostjo pri pospeševanju in hitrem rokovanju.
• Material DURAFLEX® ne pušča sledi.
ciljne aplikacije
• Logistika
• Embalaža
• Hrana in pijača
• Avtomatizacija
• Plastika
www.inoteh.si
Marec • 147 (3/2024) • Letnik 19 137 orodjArstvo in strojeGrAdnjA
PIaB
ZOLLER »smile« za ekonomično in v prihodnost usmerjeno nastavljanje in merjenje orodij
ZOLLER s serijo naprav »smile« ponuja proizvodnim podjetjem tehnično in ekonomsko optimalno rešitev za nastavljanje in merjenje orodij.
S četrto generacijo naprav za nastavljanje in merjenje orodij iz uspešne serije »smile« lahko proizvodna podjetja delajo hitro, zanesljivo in udobno ter ostanejo pripravljena na izzive prihodnosti. Za to serijo opreme sta značilni inovativnost in visoka kakovost ob nizkih investicijskih stroških. Naprave so zato še posebej primerne tako za mala in srednje velika podjetja v kovinskopredelovalni, lesni in plastičarski industriji kot tudi za izobraževalne ustanove.
»smile« 320 | 420 | 620 – v vsakem primeru dobra rešitev
Naprave za nastavljanje in merjenje »smile« so na voljo v različnih velikostih in izvedbah, zato jih je mogoče prilagoditi individualnim zahtevam uporabnikov. Navdušujejo s svojo konstrukcijo in brezkompromisno kakovostjo – njihova dovršena zasnova ustvarja pravo dodano vrednost.
Odvisno od različice lahko naprave za nastavljanje orodij »smile« merijo orodja za vrtanje, rezkanje in struženje do dolžine 800 mm in premera 620 mm. Ker imajo zelo uravnoteženo razmerje med ceno in zmogljivostjo, so primerne kot osnovna oprema za vsako proizvodno podjetje, tudi če v njem obratuje samo en NC-stroj.


Natančna, modularna in visokokakovostna izvedba
Vse različice naprav za nastavljanje orodij iz serije »smile« so zgrajene modularno iz visokokakovostnih in vzdržljivih preciznih komponent. To velja tako za njihovo mehaniko kot tudi za elektriko, optiko, pogonsko in krmilno tehniko. Naprave merijo z mikrometrsko natančnostjo, zanesljivo ter z razpoložljivimi opcijami predstavljajo ekonomično rešitev za številne aplikacije. Zaradi kompaktne zasnove jih je mogoče enostavno vključiti v vsako proizvodno okolje. To pomeni, da so lahko naprave postavljene tako v osrednjem prostoru za pripravo orodja kot tudi neposredno ob stroju. Kakor pri vseh merilnih, kontrolnih in nastavitvenih sistemih ZOLLER tudi ergonomska zasnova teh naprav zagotavlja udobno, hitro in neutrujajoče delo. Naprave za nastavljanje orodij iz serije »smile« tako prispevajo k največji produktivnosti, prilagodljivosti in ekonomičnosti.
Marec • 147 (3/2024) • Letnik 19 138 orodjArstvo in strojeGrAdnjA
»smile« z zmogljivimi paketi strojne in programske opreme »pilot« – ne glede na izbrano različico je mogoče poljubno kombinirati merilne razpone in elektroniko »pilotStarter«, »pilot 1.0« in »pilot 4.0«, ki so odprti za digitalizacijo.
Z natančnimi optičnimi meritvami in obdelavo slik že »pilotStarter« jamči za hitre in zanesljive postopke priprave orodij. Preprost, pregleden in razumljiv uporabniški vmesnik poleg tega omogoča hitro usposabljanje. Operaterji si lahko ogledujejo merjeno orodje na zaslonu v odlični kakovosti in ločljivosti, zato lahko prepoznajo tudi krušenje in obrabo rezalnih robov.
Če je treba meriti in nastavljati kompleksnejša orodja, je smiselna naložba v različici »smile/pilot 1.0« ali »smile/ pilot 4.0«, ki proizvodnim podjetjem omogočata še večjo prilagodljivost pri merjenju in nastavljanju. Vse izvedbe naprav ZOLLER »smile« je mogoče brez težav uporabljati tudi za hitro ter zanesljivo merjenje in nastavljanje večrezilnih orodij, saj omogočajo nastavljanje posameznih rezalnih robov na orodjih za izstruževanje, vrtalnih glavah in glavah za fino vrtanje. Programska oprema samodejno prepozna razlike med rezalnimi robovi ter izpiše informacije za natančno nastavitev posameznih robov. Programska

oprema vključuje tudi množico oblik rezalnih robov za samodejno merjenje orodij vseh vrst. S funkcijo »elephant« lahko operater izbere orodje za merjenje z grafičnimi simboli, programska oprema pa samodejno prepozna merjene parametre in prenese merilne podatke v ustrezna podatkovna polja.
Varen in učinkovit prenos podatkov o orodjih v krmilnik stroja – nepogrešljiv prispevek k industriji 4.0 in pomemben korak k digitalni proizvodnji v smislu pametnih tovarn
Poleg nastavljanja in merjenja orodij z mikrometrsko natančnostjo je brezhiben in hiter prenos podatkov o orodjih v krmilnik CNC-stroja ključni dejavnik za skrajšanje časa priprave in takojšnji začetek obdelave.
Rešitve za prenos podatkov uspešno uporabljajo v številnih proizvodnih obratih in so se izkazale v praksi. Ko so orodja pravilno sestavljena ter natančno nastavljena



















Nepogrešljiv mini pomočnik za profesionalne nastavitve in meritve orodij




Zoller Austria GmbH
Einstell- und Messgeräte
A-4910 Ried/I.
E-mail: office@zoller-a.at
Marec • 147 (3/2024) • Letnik 19 139 orodjArstvo in strojeGrAdnjA
www.zol le r- a .a t Odpiramo nove perspektive »smileCompact«
in izmerjena, morajo na stroj prispeti ne le fizično, temveč tudi v digitalni obliki – hitro in zanesljivo.
Različni koncepti rešitev ZOLLER Solutions lahko v veliki meri izboljšajo učinkovitost, zanesljivost procesov in produktivnost v proizvodnih podjetjih vseh velikosti – od malih do velikih.
Za to je na voljo več možnosti: etikete z identifikacijsko kodo ZOLLER »zidCode«, čipi RFID, oznake idLabel ali postprocesor. Pri vsakem od teh načinov se pripravijo podatki o aktualnem orodju za krmilnik CNC-stroja in zanesljivo prenesejo vanj.
procesno zanesljiv prenos podatkov: identifikacijska koda ZOLLer »zidcode«
»zidCode« je preprosta in stroškovno učinkovita nalepka s QR-kodami, ki se preberejo v krmilnik CNC-stroja s povezanim čitalnikom. Ta izjemno učinkovita rešitev ne zahteva omrežne povezave za identifikacijo orodij in prenos podatkov, saj so kompletni podatki shranjeni v obliki QR-kode.
Postopek je zelo preprost: orodja se nastavijo in izmerijo na napravi za nastavljanje in merjenje ZOLLER, vsi zbrani podatki se zajamejo v QR-kodi na natisnjeni nalepki, nato pa se preprosto preberejo s čitalnikom na stroju in samodejno prenesejo v ustrezna podatkovna polja krmilnika stroja CNC. Tipkarske napake zaradi ročnega vnosa podatkov so tako odpravljene za največjo zanesljivost procesa.

Specialna frezala
DIETERLE – prilagojena vašim zahtevam
Dieterle nudi hitro izdelavo in dobavo široke palete specialnih frezal, prilagojenih po vaši risbi.
Izkoristite tudi njihov servis oplaščenja in brušenja za optimalno življenjsko dobo orodij. Nudijo tudi storitev brušenja vašega rabljenega orodja. Ta storitev je na voljo tudi za orodja, ki ne prihajajo iz njihove proizvodnje.
• Za vse vrste materialov
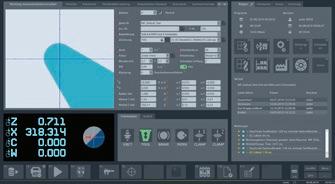
Različica prenosa podatkov z identifikacijsko kodo ZOLLER »zidCode« je zelo ekonomična rešitev zlasti za podjetja, ki svojih strojev sicer niso povezala v omrežje, vendar želijo vanje zanesljivo prenašati podatke o aktualnih orodjih. »zidCode« ne zahteva nameščanja programske opreme v krmilja strojev, implementacija pa je preprosta. »zidCode« se vključi v proizvodni proces brez visokih investicijskih stroškov ali zahtevnih sistemov za vodenje podatkov o orodjih ter je podlaga za digitalno komunikacijo med napravo za nastavljanje in merjenje orodij ter krmilnikom obdelovalnega stroja.
Procesno zanesljiv prenos podatkov z »zidCode« je na voljo že pri seriji nastavitvenih naprav »smile« v kombinaciji z osnovno elektroniko »pilot 1.0«, dograditi pa ga je mogoče tudi naknadno.
Touch and go: samodejni prenos podatkov –preprosto, hitro in zanesljivo
Ko je naprava za nastavljanje in merjenje s krmilno programsko opremo »pilot 4.0« integrirana v omrežje, lahko izmerjene podatke o aktualnem orodju in druge pomembne podatke prenesete v CNC-krmilnik z dotikom ali na klik s pomočjo postprocesorja –preprosto, hitro in zanesljivo. Tako je zagotovljena natančnost pred strojem in na njem. ZOLLER ima obsežno knjižnico formatov in zato je prenos podatkov mogoč na praktično vseh današnjih obdelovalnih strojih.
»Vrhunska kakovost in visokokakovostne komponente blagovne znamke zagotavljajo trajno natančnost ter so ključni dejavnik trajnosti in zanesljivosti izdelkov ZOLLER.« Wolfgang Huemer, direktor podjetja ZOLLER Austria GmbH, s temi besedami povzema ZOLLER-jevo filozofijo: »Uspeh je merljiv.«
www.zoller.info

• Natančna izdelava kontur
• Za ozke tolerance
• Na voljo v različnih materialih, HSS, HSCo in ASP
• Prevleka za optimalno življenjsko dobo orodja
www.mb-naklo.si
Marec • 147 (3/2024) • Letnik 19 140 orodjArstvo in strojeGrAdnjA

Vodilna tehnologija v industriji in prvorazredne storitve.
Na področju brizganja plastike, predstavlja skrajšanje časa menjave orodij ključni dejavnik pri doseganju produktivnosti.
Novi magnetni sistem za vpenjanje orodij QMC 123 se odlikuje z izjemno enostavnostjo uporabe, varnostjo in zanesljivostjo pri hitri menjavi orodij, medtem ko ga podpira globalna servisna mreža podjetja Stäubli.
Uporabniku prijazen zaslon na dotik IMAG, kratek čas vpenjanja in natančno silo zaklepanja, ki jo zagotavlja sistem, dopolnjujejo namestitev, usposabljanje in podpora pri uporabniku s strani podjetja Stäubli.
www.staubli.com
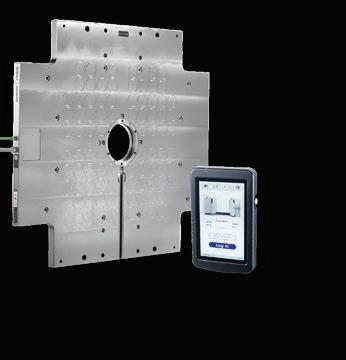
Novi QMC 123
Marec • 147 (3/2024) • Letnik 19 141 orodjArstvo in strojeGrAdnjA
MAGNETNI VPENJALNI SISTEM ZA ORODJA
Zagotavljanje kakovosti brez porušitvenih preizkusov
Kontrola natančnosti ujema zama škov na plastenkah s sistemom CT pri razvoju
plastenk PET
Plastenke izdelane iz polietilen tereftalata oziroma plastenke PET predstavljajo najbolj uporabljeno embalažo za pijače. Za približno eno tretjino vseh pijač na svetu se uporablja plastenke PET, medtem ko je steklo drugi najbolj uporabljen material, ki pa predstavlja le približno eno šestino trenutno uporabljene embalaže. Oblika plastenk PET se je od začetka njihove uporabe v osemdesetih letih prejšnjega stoletja velikokrat spremenila in postaja čedalje bolj raznolika. Napredek na področju proizvodnih tehnologij je omogočil bistveno zmanjšanje mase plastenk in količine porabljenih materialov. Prilagojene oblike so proizvajalcem pijač pomagale pri umeščanju svojih izdelkov na trge.
Merjenje pomembnih delov
Zamašek je še posebej kritičen del pri razvoju nove oblike plastenk, saj ima ključno vlogo pri funkcionalnosti in varnosti plastenke PET. Za preprečevanje puščanja tekočine iz plastenke in vstopa mikroorganizmov, ki lahko povzročajo bolezni v plastenke, je treba zagotoviti neprepustnost na zamaških.
Dodatna varnostna lastnost zamaškov je vidni obroček, ki je tako zasnovan, da se loči od zamaška, ko se ta odvije. To pa uporabnikom zagotavlja, da vedo, če je bila plastenka odprta po polnjenju.

Konvencionalen pregled
Če ni na voljo sistema za računalniško tomografijo (CT), predstavljajo porušitvene metode standardni postopek za preverjanje natančnosti ujema tesnila in plastenke. Del okoli zamaška na zatesnjeni plastenki se zalije s smolo in ko se smola utrdi daje brizgani plastiki stabilnost, ki je potrebna, da prepreči deformacije me razrezom tega dela.
Ko se del plastenke z zamaškom razreže na več delov, se prerezi vizualno preverijo, s čimer se zagotavlja, da je stik med zamaškom in plastenko brez napak.

Marec • 147 (3/2024) • Letnik 19 142 orodjArstvo in strojeGrAdnjA
» Najboljše ujemanje podatkov meritev CT (modro) in podatkov geometrije CAD (sivo). Izmerjene vrednosti izven tolerance označene z rdečo. Vir: Zeiss
» Zamaški plastenk PET imajo pomembno funkcijsko in varnostno vlogo, saj morajo preprečevati puščanje iz zaprte plastenke in vstop škodljivih mikroorganizmov v plastenko PET. Vir: Zeiss
pomanjkljivosti porušitvenih preizkusov
Največja pomanjkljivost opisane metode je zelo dolg čas, ki je potreben za izvedbo tega porušitvenega preizkusa. Poleg tega pa je kontrola s porušitvenimi preizkusi vedno nepopolna, saj prikaže le tiste napake, ki so prisotne na mestu prereza, medtem ko napake med mesti prereza ostanejo skrite.
Čeprav ravni rezi omogočijo enostavno iskanje napak, ni informacij o prostorski dimenziji napak. S temi informacijami ni možno določiti, na katerih mestih in kako je treba popraviti orodje brez dodatnih korakov. Poleg tega pa pri tej metodi lahko pride do segrevanja smole med utrjevanjem, kar lahko deformira plastenko. Posledično so rezultati pregleda lahko popačeni, saj vnos toplote lahko spoji dele plastenke in zamaška, ki dejansko niso spojeni.
pregled s cT Metrotom proizvajalca Zeiss
Sistem za računalniško tomografijo (CT) Metrotom proizvajalca Zeiss omogoča preverjanje kakovosti in funkcionalnosti zamaška v izvirnem privitem stanju brez potrebe po rezanju plastenke in zamaška. Uporaba podatkov pridobljenih z računalniško tomografijo omogoča poljubno število prerezov z uporabo programske opreme NEO insights podjetja Zeiss, tako da je analiza zelo popolna, pri čemer prosto vrtljiv polprosojni tridimenzionalni pogled poenostavi interpretacijo rezultatov preizkusa.
Različni gostoti materialov zamaškov in plastenk se lahko uporabijo za barvno upodobitev, kar dodatno poenostavi analizo

» Za barvni prikaz plastenke in zamaška se uporabljajo različne gostote materiala. Vir: Zeiss
Vpenjalna tehnika in Avtomatizacija
• Pnevmatska in hidravlična vpenjala, podporni elementi, vpenjala na luknje
• Elementi za pozicioniranje
• Avtomatizacija (izmenjevalci orodij, prijemala)
• Sklopke za olje/vodo/zrak
TOpOMATIKA d.o.o. prodaja ZeISS cT
Če želite ponudbo za katero koli od storitev Laboratorija za meritve TOPOMATIKA ali nasvet o storitvi, ki vam je potrebna, pokličite nas na telefon: +385 1 3496 010 ali nam pišite na e-naslov: info@topomatika.si.

» Če želite odkriti mehurčke in druge morebitne napake v globini izdelka, torej da je vaš izdelek brez napak, se dogovorite za demonstracijsko meritev ali storitev CT meritev v laboratoriju TOPOMATIKA, kjer bosta merila izkušena strokovnjaka Josip Kos in Luka Kurtalj. Pokličite nas na telefon: +385 1 3496 010 ali na e-naslov: info@topomatika.si
rezultatov. Celovita tridimenzionalna upodobitev omogoča, da se poiščejo vsi deli navoja med zamaškom in plastenko, ki niso v stiku in lahko predstavljajo vzrok potencialnega puščanja. Poleg tega pa različni formati prikaza omogoča, da se določi, katere dele orodij, ki dajejo obliko navoja zamaška ali plastenke, je treba popraviti.
Obiščite nas na sejmu
BIAM 2024
9.–12. 4. 2024, Zagreb
www.topomatika.si www.zeiss.com





Marec • 147 (3/2024) • Letnik 19 143 orodjArstvo in strojeGrAdnjA
RD PICTA tehnologije d.o.o. Žolgarjeva ulica 2, 2310 Slovenska Bistrica +386 59 969 117 • info@picta.si www.picta.si
KOMPAKTNI, ZANESLJIVI, UČINKOVITI, EKONOMIČNI IN INOVATIVNI PRODUKTI
Obnašanje obdelovancev pod silo vpenjanja je preprosto in ga je mogoče razumeti v nekaj minutah
Podjetji ROEMHELD in
Meshparts sta ekskluzivno sodelovala na sejmu EMO
Podjetji ROEMHELD iz Laubacha, kot specialist za tehnologijo vpenjanja in strokovnjaki za simulacijo iz podjetja Meshparts iz Štutgarta, sta na sejmu EMO 2023 v Hannovru ekskluzivno sodelovali. To sodelovanje omogoča njunim strankam možnost, da enostavno simulirajo obnašanje obdelovancev v vpenjalnih napravah pod silo v le nekaj minutah. To uporabnikom omogoča, da vnaprej in v najkrajšem možnem času prepoznajo eventuelne napake v vpenjalnih napravah in jih optimizirajo. Edina zahteva je uporaba vpenjalnih elementov ROEMHELD.
e-mobilnost postavlja proizvajalce vpenjalnih priprav pred nove izzive
Zlasti e-mobilnost vodi do vse večjega povpraševanja po ustreznih ponudbah, pojasnjuje Andreas Lotz, mednarodni vodja prodaje pri ROEMHELD: »Naraščajoča kompleksnost in velikost komponent za e-mobilnost zahteva več simulacij. Celo proizvajalci vpenjalnih priprav z bogatimi izkušnjami, vse pogosteje uporabljajo ta orodja.« ROEMHELD že več let uspešno sodeluje s podjetjem Meshparts, ki se je izkazalo kot podporni partner,« pravi vodja prodaje.
»Proizvodnja novih, občutljivih in tankostenskih komponent zahteva inovativne in praktične pristope pri konstruiranju vpe-
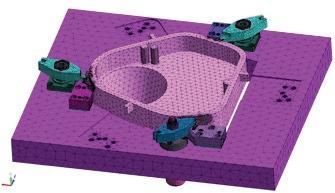

njalnih priprav. Naša programska oprema za končne elemente je popolna rešitev,« poudarjata Alexandru Dadalau in Timo Ziegler, ustanovitelja in generalna direktorja podjetja Meshparts.
programska oprema z obsežno knjižnico vpenjalnih elementov
Programska oprema, ki so jo razvili v podjetju Meshparts, omogoča neposredno razumevanje obnašanja vpenjalnih priprav in ob-
Marec • 147 (3/2024) • Letnik 19 144 orodjArstvo in strojeGrAdnjA
» Na EMO 2023 so sklenili sodelovanje: Andreas Lotz, vodja mednarodne prodaje pri ROEMHELD, generalni direktor ROEMHELD Nico Hanke, Timo Ziegler, generalni direktor, in Alexander Hölscher, projektni inženir FEA, oba Meshparts (Slika: ROEMHELD).
» Programska oprema, ki jo je razvilo podjetje Meshparts, omogoča simulacijo obnašanja vpenjalnih priprav in obdelovancev med postopkom vpenjanja in obdelave (Slika: Meshparts).
01

» Programska knjižnica Meshparts vsebuje obsežno knjižnico vpenjalnih naprav podjetja ROEMHELD, na sliki zasučno vpenjalo (Slika: Meshparts).
02

orodjArstvo in strojeGrAdnjA
delovancev med postopkom vpenjanja in obdelave. Za proizvajalce vpenjalnih priprav in druge uporabnike orodje vsebuje obsežno knjižnico vpenjalnih elementov podjetja ROEMHELD. Trenutna ponudba okoli 300 izdelkov se trenutno postopoma širi na ciljno velikost nekaj tisoč elementov.
Opazna dodana vrednost za stranke
Za simulacijo mora stranka poslati CAD podatke svojih vpenjalnih priprav podjetju Meshparts. Programska oprema nato samodejno vstavi podatke uporabljenih vpenjalnih elementov podjetja ROEMHELD iz svoje knjižnice elementov. V nekaj minutah je učinek vpenjalnih in obdelovalnih sil na obdelovanec nato sledljiv in preverjen za odstopanja od toleranc. Po potrebi potem podjetje Meshparts uporabniku da predloge za izboljšanje njihove zasnove. Generalni direktor podjetja ROEMHELD Nico Hanke poudarja, da sodelovanje strankam prinaša oprijemljivo dodano vrednost: »Združuje nas cilj napredka strojne industrije s pomočjo visokokakovostne vpenjalne tehnologije v povezavi z naprednimi simulacijami. Prepričani smo, da bo naše sodelovanje pomagalo premagati produktivne izzive e-mobilnosti.«
[ Prevod in priredba: Halder d.o.o. ]
www.halder.si
03




Marec • 147 (3/2024) • Letnik 19 145
Vpenjalna tehnika
Avtomatizacija, manipulacija in strega
Standardni elementi
uporaba frezal za visoko stopnjo odnašanja materiala proizvajalca Mapal v podjetju bavius
Nove dimenzije obdelave aluminija
Proizvajalec obdelovalnih strojev bavius technologie GmbH je na svojem novem vrhunskem modelu obdelovalnega stroja HBZ AeroCell 160 z uporabo nove generacije frezal za obdelavo aluminija proizvajalca Mapal dosegel izjemno visoko stopnjo odnašanja materiala, ki je znašala več kot 20 litrov na minuto. Rezultati tega uspešnega sodelovanja med podjetjema Mapal in bavius so prišli ob ravno pravem času za letalsko industrijo, ki se znova pobira po padcu, ki ga je povzročila pandemija koronavirusa.
Proizvajalec obdelovalnih strojev, ki je nastal iz skupine Handtmann, deluje od menedžerskega odkupa leta 2017 kot samostojno podjetje pod imenom bavius technologie GmbB s sedežem v nemškem mestu Baienfurt. Kljub vsem spremembam ostaja področje poslovanja nespremenjeno že skoraj štiri desetletja. Podjetje tako razvija in izdeluje obdelovalne centre za natančno visokohitrostno obdelavo velikih obdelovancev iz aluminija.
Podjetje bavius ustvari več kot 80 odstotkov prometa na področju letalske industrije, kjer se njihovi obdelovalni stroji AeroCell uporabljajo predvsem za obdelavo velikih strukturnih delov, razlaga Amit Paranjape, direktor prodaje pri podjetju bavius. Kupci podjetja so proizvajalci letal in njihovi dobavitelji, pri čemer so


» S frezali OptiMill-Alu-Wave in NeoMill-Alu-QBig je podjetje Mapal na sejmu EMO 2023 predstavilo celoten razpon orodij za obdelavo aluminija z visoko stopnjo odnašanja materiala. Vir: Mapal
obdelovalni stroji proizvajalca bavius najbolj izkoriščeni pri velikih količinah. Trenutno sta na voljo dve liniji obdelovalnih strojev proizvajalca iz Baienfurta, to so obdelovalni centri za profile PBZ, ki se med drugim uporabljajo za obdelavo vodil za pritrditev letalskih sedežev in horizontalni obdelovalni centri HBZ, ki se uporabljajo za obdelavo velikih strukturnih delov iz polnih surovcev. Na teh obdelovalnih strojih se obdeluje vse, kar je dolgo in široko, razlaga Amit Paranjape in dodaja, da uporabniki lahko obdelujejo vse dele ogrodja letala na obdelovalnih strojih proizvajalca bavius. Ti obdelovalni stroji omogočajo ekstremne stopnje odnašanja materiala, kar kaže tudi primer uporabnika obdelovalnih strojev proizvajalca bavius, ki s frezanjem izdela končno komponento mase 35 kilogramov iz surovca, ki tehta 1,3 tone.
Marec • 147 (3/2024) • Letnik 19 146 orodjArstvo in strojeGrAdnjA
» Horizontalni obdelovalni center AeroCell 160 proizvajalca bavius za visokohitrostno obdelavo strukturnih delov iz aluminija velikosti do 1.600 x 4.000 mm. Vir: bavius
Trendi v smeri uporabe horizontalne obdelave
V letalski industriji poteka preobrazba na področju konceptov uporabljenih obdelovalnih strojev. Po desetletjih uporabe portalnih obdelovalnih strojev ali vertikalnih obdelovalnih centrov se pri novih investicijah čedalje bolj nabavljajo horizontalni obdelovalni stroji, kjer je obdelovanec vpet v pokončnem položaju, medtem ko se vreteno premika horizontalno. Glavna prednost horizontalne zasnove obdelovalnih strojev je v enostavnejšem odstranjevanju velikih količin odrezkov, ki praktično sami padejo na transportni trak za odstranjevanje odrezkov.

» V podjetju bavius uporabljajo za preizkušanje svojih obdelovalnih strojev velike plošče iz aluminija. Najvišji možni parametri obdelave se določijo na podlagi frezanja utorov. Vir: bavius

» Tesno sodelovanje omogoča doseganje najboljših rezultatov pri obdelavi aluminija. Od leve proti desni: Thomas Jungbeck, tehnični svetovalec pri podjetju Mapal, Tim Rohmer, produktni vodja za frezala iz karbidne trdnine pri podjetju Mapal in Stefan Diem, aplikativni inženir pri podjetju bavius. Vir: bavius
V podjetju bavius se zavedajo, da se je letalska industrija pobrala iz krize, ki jo je povzročila pandemija koronavirusa. Število letalskih potnikov se je že vrnilo na raven izpred pandemije in se nenehno veča. Posledica tega je, da je na trgu znova povpraševanje po novih letalih, tako da so kapacitete proizvajalcev obdelovalnih strojev zasedene. Povpraševanje v Nemčiji, Franciji, Španiji in drugih državah kaže, da bo v Evropi znova veliko investicij na področju



















Več kot 100.000 standardiziranih kvalitetnih proizvodov naredi HASCO najbolj zanesljivega celostnega ponudnika za sodobno izdelavo orodij.
Enostavno - Spletno - Naročanje www.hasco.com








Marec • 147 (3/2024) • Letnik 19 147 orodjArstvo in strojeGrAdnjA
Sajam Tehnike Belgrad, 21. - 25.05. 2024 Hala 1, no. 1409 Natančnost pri izdelavi orodij.
kapacitet obdelave v letalski industriji, kjer se povprašuje predvsem po dinamičnih obdelovalnih strojih z vreteni velikih moči. Podjetje bavius trenutno širi novo serijo vrhunskih obdelovalnih strojev HBZ AeroCell z novim strojem AeroCell 160, pri čemer bo s številnimi mehanskimi spremembami dosežena še večja dinamičnost stroja, medtem ko bodo spremembe pri avtomatiziranem delovanju skrajšale neproduktivne čase. Namesto uporabe hidravličnih rok ima nov stroj električne pogone. Postaja za nastavljanje, ki se nahaja pred strojem, omogoča celotno menjavo palet v dveh do treh minutah in če je obdelovanec že na paleti, menjava traja manj kot eno minuto. Prav tako je bil optimiziran sistem za menjavo orodja, ki sedaj omogoča doseganje mrtvega časa le 12 sekund med menjavo orodja
Do meja in čez
Obdelovalni stroj AeroCell 160 je zasnovan za doseganje maksimalne stopnje odnašanja materiala pri obdelavi aluminija. Zmogljiv curek hladilno-mazalne tekočine in razširjen transportni trak za odstranjevanje odrezkov preprečuje, da se delci odrezkov kjerkoli nabirajo. Koncept obdelovalnih strojev proizvajalca bavius preprečuje nastajanje težav, ki se pojavijo pri portalnih obdelovalnih strojih, kar omogoča uporabo sodobnih orodij za odrezavanje, razlaga Stefan Diem, aplikativni inženir pri podjetju bavius. Za preizkušanje novega obdelovalnega stroja ter hkrati zagotavljanje referenčnih podatkov uporabnikom, so v podjetju bavius nov obdelovalni stroj preizkusili do meja zmogljivosti in čez. Veliko kupcev želi namreč videti dokaz o zmogljivosti obdelovalnega stroja, preden se odloči za nakup, dodaja Stefan Diem.

» OptiMill-Alu-Wave je nova in izboljšana različica frezala iz karbidne trdnine za grobo obdelavo proizvajalca Mapal. Pri preizkusih je bilo uporabljeno frezalo največjega možnega premera 25 mm na vretenu z močjo 175 kW. Dosežena je bila stopnja odnašanja materiala 20 dm³/min. Vir: bavius
Za proizvajalce obdelovalnih strojev je zelo pomembno, da med preizkušanjem strojev uporablja najbolj učinkovita orodja za odrezavanje, ki so na voljo tudi pri predstavitvah za kupce, pri čemer v podjetju bavius redno preizkušajo orodja različnih proizvajalcev. Zaradi kratkih dobavnih rokov ni na voljo veliko opcij in da bi v podjetju bavius prihranili čas, je zelo pomembno dobro sodelovanje s proizvajalci orodja, razlaga Stefan Diem, ki dodaja, da že več let zelo dobro sodelujejo s podjetjem Mapal in so bili vedno zelo zadovoljni z njihovimi orodji za grobo in fino obdelavo. V podjetju bavius zelo cenijo tesno sodelovanje s podjetjem Mapal, ki jim je vedno odlično svetovalo, tako da se počutijo, da so v dobrih rokah. Ker so v podjetju bavius že v preteklosti uporabljali frezala serije OptiMill-SPM, ki so se zelo dobro izkazala, so sedaj znova poslali podjetju Mapal povpraševanje za ta orodja. Povpraševanje je prišlo v ravno pravem času, saj je podjetje Mapal ravno zaključilo razvoj

» Novo frezalo z rezalnimi ploščicami za obdelavo aluminija z visoko stopnjo odnašanja materiala NeoMill-Alu-QBig proizvajalca Mapal predstavlja ekonomično rešitev na področju orodij večjega premera. Pri preizkusih je frezalo premera 50 mm izstopalo z visoko stopnjo stabilnosti in brezhibnim delovanje, dosežena je bila stopnja odnašanja materiala 18,4 dm³/min. Vir: bavius
novih frezal za grobo obdelavo iz karbidne trdnine OptiMill-Alu-Wave ter ponudil tudi novo frezalo z rezalnimi ploščicami velikega premera za aluminij namenjeno visokim stopnjam odnašanja materiala NeoMill-Alu-QBig.
Čeprav so preizkusi frezanja zasnovani zelo enostavno, temeljito preizkusijo zmogljivost orodja. V podjetju bavius med preizkusom frezanja izdelajo več utorov v veliki plošči iz aluminija, pri čemer ima Stefan Diem zelo pragmatičen pristop. Če frezalo lahko izdela utor, se ga lahko uporabi tudi za frezanje žepov in druge vrste obdelave, kar pomeni, da se tako določeni parametri obdelave lahko neposredno prenesejo na obdelovance uporabnikov.
Orodje omogoča celo več
Za preizkuse z orodji OptiMill-Alu-Wave so v podjetju bavius izbrali največji premer tega orodja s tremi rezalnimi robovi, ki znaša 25 mm. Pri hitrosti vretena 25.465 obratov na minuto in hitrosti odrezavanja 2.000 m/min se je postopoma večala moč vretena. Med preizkusom se je pri šestem utoru doseglo rekordno stopnjo odnašanja materiala 20 dm3/min, pri čemer se je uporabljalo vreteno z močjo 175 kW in navorom 66 Nm ter surovec debeline 30 mm. Stroj se je med preizkusi ustavljal pri največji moči, kar pomeni, da je bil omejevalni dejavnik vreteno in ne orodje, komentira rezultate Stefan Diem. S frezalom OptiMill-Alu-Wave premera 25 mm so v podjetju bavius dosegli novo dimenzijo obdelave aluminija, pri čemer je bilo frezalo boljše, kot katerokoli, ki so ga uporabili v preteklosti.
Podjetje bavius uporablja sistem Safe-Lock za varovanje pred izpetjem orodja, saj je pri visokih hitrostih zelo pomembno simetrično varovanje pred izpetjem, da je sistem natančno balansiran, razlaga Tim Rohmer, produktni vodja za frezala iz karbidnih trdnin pri podjetju Mapal. Vpetja Weldon, ki se običajno uporablja za varovanje takšnih orodij pred izpetjem, so v tem primeru napačna rešitev. Za zagotavljanje brezhibnega delovanja obdelovalnega stroja se ni možno izogniti natančnemu balansiranju, tudi v primeru simetričnih orodij.
Marec • 147 (3/2024) • Letnik 19 148 orodjArstvo in strojeGrAdnjA

» Pred novim obdelovalnim centrom AeroCell 160 z vpeto aluminijasto ploščo za preizkus stroja. Od leve proti desni: Thomas Jungbeck, tehnični svetovalec pri podjetju Mapal, Stefan Diem, aplikativni inženir pri podjetju bavius, in Tim Rohmer, produktni vodja za frezala iz karbidne trdnine pri podjetju Mapal. Vir: bavius
Preizkušanje novega obdelovalnega stroja v podjetju bavius so dala tudi dobre rezultate glede kakovosti obdelane površine. Geometrija frezarja OptiMill-Alu-Wave zagotavlja optimalno tvorjenje odrezkov, medtem ko polirani utori zagotavljajo brezhibno odstranjevanje odrezkov, kar podpira tudi sistem za dovod hladilno-mazalne tekočine skozi orodje v kombinaciji z zunanjimi šobami za dovod hladilno-mazalne tekočine v stroju. Pri dodatnih preizkusih so bili na plošči iz aluminija frezani žepi, pri čemer je stopnja odnašanja materiala 16 litrov na minuto še vedno zagotavljala doseganje zelo dobre kakovosti obdelane površine. Za Thomasa Jungbecka in Alexandra Follenweiderja iz podjetja Mapal, ki sta spremljala preizkuse, to predstavlja dokaz o zelo dobri dinamiki obdelovalnega centra proizvajalca bavius, saj se drugi obdelovalni stroji pogosto ustavijo v vogalih in povzročijo visoke vibracije. To pa se ni zgodilo pri obdelovalnem stroju AeroCell, ki gre skozi vogale skoraj brez omejitev.
Rezultati preizkusov z novim orodjem z rezalnimi ploščicami premera 50 mm NeoMill-Alu-QBig proizvajalca Mapal v podjetju bavius so bili tudi izjemno pozitivni. Frezalo za aluminij z visoko stopnjo odnašanja materiala je med preizkusom dosegalo stopnjo odnašanja materiala 18,4 dm3/min. Frezalo se je na obdelovalnem stroju odlikovalo s svojo visoko stopnjo stabilnosti, brezhibnim delovanjem in majhnimi silami odrezavanja. V podjetju Mapal so na steblo orodja namestili štiri navojne izvrtine za fino balansiranje, kar omogoča uporabo na vretenih s hitrostjo do 35.000 obratov na minuto. Natančno brušene rezalne ploščice frezala dosegajo hrapavost obdelane površine Ra

0,8 µm in Rz 4 µm pri grobi in fini obdelavi, medtem ko je frezalo opremljeno s polirano površino za vodenje odrezkov, kar zmanjša trenje in segrevanje. Poleg tega pa je bila zmanjšana masa orodja, kar zagotavlja manjše centrifugalne sile. Pri večjih premerih orodij so frezala z rezalnimi ploščicami najbolj ekonomična rešitev, razlaga Heiko Rup, produktni vodja za orodja z rezalnimi ploščicami pri podjetju Mapal, ko primerja frezala NeoMill-Alu-QBig s frezali iz karbidnih trdnin, pri čemer je skupni premer obeh tipov frezal 25 mm. Nekateri uporabniki se vedno odločijo za stroškovno bolj učinkovita frezala z rezalnimi ploščicami, medtem ko drugi želijo izpustiti en korak obdelave in uporabljajo frezala iz karbidne trdnine, razlaga Stefan Diem ter dodaja, da podjetje Mapal zagotavlja svojim uporabnikom fleksibilnost z različnimi dimenzijami orodij.

» Frezanje žepov v ploščo iz aluminija s frezalom OptiMill-Alu-Wave proizvajalca Mapal je prikazalo dinamičnost obdelovalnega stroja AeroCell 160 proizvajalca bavius. Vir: bavius
Uporabniki lahko sedaj izkoriščajo popolnoma novo raven obdelave strukturnih delov s kombinacijo horizontalnega obdelovalnega centra AeroCell 160 proizvajalca bavius in orodij za obdelavo aluminija z visoko stopnjo odnašanja materiala proizvajalca Mapal. www.mb-naklo.si mapal.com www.bavius-technologie.com
Brez globalnega zagona
Naročila na področju
strojegradnje v Nemčiji ne kažejo na preobrat
Nemška industrija strojegradnje je v zadnjem četrtletju lanskega leta doživela padec naročil, tako na domačem trgu kot tudi na mednarodnih trgih. Kljub nominalnemu povečanju povpraševanja v letu 2023 je skozi leto področje nemške strojegradnje doživljalo padec naročil, kar se lahko pripiše stagnaciji globalnega gospodarstva in slabim razmeram na ključnih trgih.
Nemška industrija strojegradnje je v zadnjem četrtletju leta 2023 prejela 17 odstotkov manj naročil v primerjavi s predhodnim letom. Naročila iz Nemčije so se zmanjšala za 20 odstotkov, medtem ko so se naročila iz tujine zmanjšala za 15 odstotkov. V celotnem letu 2023 se je povpraševanje nominalno povečalo za enajst odstotkov, pri čemer je bilo domače povpraševanje nižje za 14 odstotkov, medtem ko je bilo povpraševanje iz tujine za devet odstotkov nižje. Realno gledano je bil padec povpraševanja v lanskem letu 16-odstoten.
Nemška industrija strojegradnje trenutno ni deležna globalnega zagona, pri čemer mednarodni globalni indeks nabave kaže slabo sliko na ključnih trgih, komentira rezultate dogajanja na trgih dr. Markus Heering, izvršni direktor Nemškega združenja proizvajalcev obdelovalnih strojev VDW iz Frankfurta na Maini. Edini izjemi sta indijski in mehiški trg, ki lahko zagotovita nekaj zagona na področju strojegradnje. Povpraševanje v Nemčiji še naprej pada, kar je posledica geopolitične in gospodarske negotovosti ter viso-

» Dr. Markus Heering, izvršni direktor Nemškega združenja proizvajalcev obdelovalnih strojev VDW iz Frankfurta na Maini. Vir: Sarah Kastner / VDW
kih obrestnih mer in cen energentov. Majhna in srednja podjetja so še posebej zadržana na področju investicij. V drugi polovici lanskega leta je bil nemški trg in trg evro območja zelo šibak. Enako velja za kitajski trg, medtem ko se je severnoameriški trg dobro držal, dodaja Markus Heering.
Marec • 147 (3/2024) • Letnik 19 150 orodjArstvo in strojeGrAdnjA
» Naročila v nemški industriji strojegradnje. Na področju naročil ni pričakovati obrata. Opomba: osnova za indeks so dobave 2021 = 100, podatki do decembra 2023, viri: VDMA,
Glede na statistiko združenja VDW je bila leta 2023 beležena dodatna nominalna rast prometa zaradi velikega števila naročil iz preteklosti. Kljub temu pa je bila rast treh odstotkov v zadnjem četrtletju bistveno nižja od vrednosti iz tretjega četrtletja 2023. Decembra lani pa so bili kazalniki negativni zaradi zmanjšala naročil. Zaradi pomanjkanja naročil so v združenju VDW napovedali rahel padec proizvodnje za leto 2024, ki znaša tri odstotke. Pričakovanja so usmerjena v rastoče sektorje, kot so proizvodnja električnih vozil, področje vetrnih elektrarn, medicinske tehnolo-
VIST_OglasEMAG_15x21_08-2022_SLO.qxp_Layout 1 07/08/2022 20:50 Page 1



gije ter letalske in vojaške industrije. Na teh področjih se investicije čedalje bolj izvajajo v obliki projektov, na katere manj vplivajo splošni trendi ohlajanja gospodarstva, kot na primer na serijsko proizvodnjo.
Evropsko gospodarstvo, ki predstavlja največji trg za strojegradnjo, se po pričakovanjih ne bo pobral do prihodnjega leta. Nekaj upanja prihaja iz vzhodne Evrope zaradi investicij avtomobilske industrije ter v povezavi z industrijo obnovljivih virov energije, zaključuje Markus Heering.
www.etmm-online.com






orodjArstvo in strojeGrAdnjA
VDW Naročila (indeks, nominalno) 0 20 40 60 80 100 120 140 160 12-mesečno drsno povprečje Izvirne vrednosti 2020 2022 2006 2008 2010 2012 2013 2014 2015 2023 2018 2004 2005 2007 2009 2011 2021 2016 2017 2019 Skupaj Domača Tuja 4Q 2023 -17 -20 -15 Leto 2023 -11 -14 -9 Prejeta naročila, sprememba v % glede na prejšnje leto
www.vist-cnc.com VIST d.o.o. Stegne 7 SI-1210 Ljubljana GSM: +386 41 386 700 TEL: +386 1 583 82 20 info@vist-cnc.com
nova linija za antikorozijsko zaščito jeklenih komponent postavljena v obstoječ zgradbo z mostovnim dvigalom
Izboljšana podpora uporabnikom, optimiziran proizvodni proces in učinkovita
raba virov
Za hitrejše in bolj učinkovito doseganje zahtev kupcev je podjetje Carl Spaeter iz Hamburga razširilo svojo proizvodnjo z novo linijo za antikorozijsko zaščito jeklenih komponent KON 34/6-HD proizvajalca Rösler, ki združuje peskanje in barvanje v enem sistemu. Linija je zasnovana za rokovanje jeklenih komponent širine do 3.200 mm, višine do 400 mm in največje dolžine do 21,1 metra ter je opremljena z dvema sistemoma za barvanje. Nova linija za protikorozijsko zaščito je postavljena v obstoječo proizvodnjo halo opremljeno z mostovnim dvigalom, tako da poleg večje pretočnosti materiala omogoča tudi izboljšanje celotnega toka proizvodnje, kar zagotavlja krajše vodilne čase.
Podjetje Carl Spaeter, ki je bilo leta 1905 ustanovljeno kot železnina v Hamburgu, je postalo eno izmed vodilnih dobaviteljev jekla za trgovce na drobno, ponudnike storitev obdelave in industrijske proizvajalce v severni Nemčiji in drugod. Uspeh podjetja temelji na široki ponudbi jeklenih izdelkov z zalogo več kot 25 tisoč ton, kratkih dobavnih rokih, visoko fleksibilnostjo delovanja in številnih storitvah predelave in obdelave jeklenih izdelkov. Ker je obstoječa linija za peskanje in barvanje dosegla svojo življenjsko dobo in ker so v podjetju Carl Spaeter želeli izboljšati podporo svojim kupcem, so se odločili za nakup nove linije za protikorozijsko zaščito jeklene pločevine KON 34/6-HD proizvajalca Rösler, razlaga Mike Barz, direktor podjetja Carl Spaeter iz Hamburga. Med tremi ponudniki je bila izbrana oprema proizvajalca iz južnonemškega mesta Untermerzbach, saj je podjetje Rösler prilagodilo svoj koncept opreme zahtevam uporabnika. Poleg tega pa so bili v podjetju Carl Spaeter navdušeni nad kakovostno in robustno zasnovo opreme proizvajalca Rösler, ki ima številne reference na tem področju. V zelo kratkem času so v podjetju Rösler na podlagi zahtev in želja podjetja Carl Spaeter razvili izvedljiv koncept opreme, ki je bil popolnoma prilagojen obstoječi zgradbi in tehničnim zahtevam, razlaga Reyk Hagelberg, vodja obrata pri podjetju Carl Spaeter.
popolnoma avtomatizirano in energijsko varčno peskanje
Kritična zahteva podjetja Carl Spaeter pri nabavi nove linije je bila možnost rokovanja jeklenih komponent širine do 3.200 mm, višine do 400 mm in dolžine do 21,2 metra. Poleg tega pa so v podjetju Rösler morali zagotoviti peskanje jeklenih plošč debeline


» Linija za protikorozijsko zaščito jeklenih komponent, ki vsebuje stroj za peskanje in avtomatiziran sistem za barvanje omogoča obdelavo komponent mase do 12 ton. Zasnova linije je prilagojena obstoječi zgradbi z mostovnim dvigalom. Vir: Rösler Oberflächentechnik
4 mm z enakimi visokokakovostnimi rezultati glede čistoče kot pri jekleni pločevini debeline 100 mm. Poleg tega je zahtevano popolno peskanje in optimalno prekritje z barvo vseh površin in robov jeklenih profilov. Ker imajo jeklene komponente maksimalno maso dvanajst ton, je morala biti zasnova valjčnega transportnega siste-
Marec • 147 (3/2024) • Letnik 19 152 orodjArstvo in strojeGrAdnjA




Marec • 147 (3/2024) • Letnik 19 153 orodjArstvo in strojeGrAdnjA TUNGALOY REZILNA ORODJA • 031 450 017 • info@tungaloy.si

ma in prenosnih transportnih sistemov dodatno ojačena.
Posebni senzorji na liniji merijo višino jeklenih komponent ter tudi širino pri jeklenih ploščah, ki so postavljene na začetek valjčnega transportnega sistema linije za protikorozijsko zaščito. Na podlagi tako pridobljenih podatkov krmilnik sistema samodejno določi, koliko turbin za peskanje je treba uporabiti za posamezno komponento. Drugi parametri obdelave, kot so hitrost podajanja, vrsta barve in debelina nanosa barve, so del programov za obdelavo, ki so shranjeni v krmilniku in se jih lahko odpre na nadzornem zaslonu operaterja. V prvem koraku gredo jeklene komponente skozi enoto za predgrevanje, ki odstrani vlago pred peskanjem.
Izpušni zrak iz enote za predgrevanje je napeljan v sušilno enoto po barvanju, kar pomaga skrajšati čas sušenja barve.
Iz enote za predgretje se obdelovanec prestavi v stroj za peskanje. Ohišje stroja je izdelano iz manganovega jekla, medtem ko je komora za peskanje obložena s prekrivajočimi ploščami iz istega materiala. Dosledno in varno doseganje predpisane čistoče SA 2,5 ob hitrosti podajanja obdelovancev do 4 metre na minuto zagotavlja osem visokozmogljivih turbin za peskanje Gamma 400G, vsaka z močjo 22 kW. V primerjavi s konvencionalnimi turbinami za peskanje, turbine Gamma z ukrivljenimi lopaticami zasnovanimi v obliki črke »Y« dosegajo do 20-odstotno večjo zmogljivost peskanja ob zmanjšani porabi energije. Ostanke medija za peskanje in prahu na obdelovancih se odstrani s kombiniranim sistemom krtačenja in izpihovanja na izhodnem delu komore za peskanje.
Majhna poraba barve in minimalno prekrivanje
Za izpolnjevanje posameznih zahtev kupcev pri barvanju s temeljno barvno na vodni osnovi ima vgrajena avtomatizirana oprema za pršenje barve dva neodvisna sistema za nanašanje barve na obdelovance. Pred procesom barvanja posebni senzorji natančno merijo dimenzije obdelovanca do zadnje podrobnosti. Na podlagi teh meritev se programira delovanje portala z razpršilnimi pištolami za nanos barve, kar zagotavlja, da se na posamezne jeklene obdelovance nanese temeljni nanos barve. S tem se doseže minimalno prekrivanje in prepreči nepotrebne količine odpadne barve. Filter za barvo z odsesavanjem na obeh straneh transportnega sistema zbira vso odvečno barvo in je izjemno učinkovit, saj je ostanek prahu v filtriranem zraku le 0,2 mg/m3, kar je bistveno pod uradno standardno specifikacijo, ki dovoljuje največ 1 do 2 mg/m3 zraka.
Ostanki prahu v zraku po filtraciji v sistemu za odsesavanje na stroju za peskanje vsebuje 1 mg/m3 zraka, kar je pod zakonsko mejo 3 mg/m3. Z novo linijo za protikorozijsko zaščito proizvajalca Rösler lahko v podjetju Carl Spaeter površinsko obdelujejo jeklene plošče, profile, cevi in palice, pri čemer odlične rezultate dosegajo
» Osem visokozmogljivih turbin za peskanje Gamma 400G z lopaticami v obliki črke »Y« zagotavlja dosledno doseganje visokokakovostnih rezultatov peskanja. Vir: Rösler Oberflächentechnik
na okolju prijazen način, poudarja Reyk Hagelberg. Ogrevanje sis tema za sušenje barve z izpušnim zrakom iz enote za predgrevanje pa še dodatno prispevajo k varčni rabi virov.
Optimiziran proizvodni procesi in materialni tok

Sistem za transport obdelovancev nove linije za protikorozijsko zaščito jeklenih komponent je vgrajen v obstoječo zgradbo z mostovnim dvigalom podjetja Carl Spaeter. Valjčni transportni sistem, ki omogoča premikanje obdelovancev v obe smeri pokriva vsa štiri dele zgradbe površine več kot 42 tisoč kvadratnih metrov. Takšna postavitev zagotavlja visoko fleksibilno rokovanje materiala, saj

» Na vstopu v avtomatiziran sistem za barvanje posebni senzorji merijo dimenzije obdelovancev do najmanjših podrobnosti. Na podlagi teh meritev se optimalno prilagodi proces barvanja. Vir: Rösler Oberflächentechnik
na primer omogoča transport jeklenih komponent od koderkoli v zgradbi do linije za protikorozijsko zaščito, do drugih delov zgradbe ali do mesta za naklad na tovornjake. Prečni transportni sistem, ki je postavljen levo in desno od valjčnega transportnega sistema, omogoča veliko kapaciteto vmesnega skladiščenja jeklenih komponent. Nova linija za protikorozijsko zaščito ter dodatne možnosti predelave jeklenih komponent omogoča podjetju Carl Spaeter hitrejše izpolnjevanje in bolj učinkovito zahtev kupcev, kar pomaga tudi pri skrajšanju vodilnih časov. Poleg tega pa nova linija v kombinaciji z valjčnim transportnim sistemom in prečnim transportnim sistemom izboljša notranjo logistiko, tako da delavci opravijo krajše razdalje, medtem ko je celotni delovni tok racionaliziran, zaključuje Mike Barz.
www.rosler.com
www.spaeter.de

Marec • 147 (3/2024) • Letnik 19 154 orodjArstvo in strojeGrAdnjA
Od ideje do končnega izdelk a
4/5- OSNI OBDELOVALNI CENTER ALUFLEX
Obdelovalni center Alufex je zasnovan za večjih Al obdelovancev Stroj z enim, dvema ali štirimi vreteni in štirimi osmi ponuja visoko prilagodljivost in produktivnost, saj omogoča optimalne čase obdelave in najvišjo k akovost obdelave z možnostjo obdelave več različnih obdelovancev.

4/5- OSNI OBDELOVALNI CENTER UNIFLEX
Ver tik alni obdelovalni centri UniFlex so po hitrosti, dinamik i, kompaktni konstrukciji, stabilnosti in zanesljivosti med najboljšimi obdelovalnimi stroji v svojem razredu. S ija UniFl k i ima d olj moči visoko

Marec • 147 (3/2024) • Letnik 19 155 orodjArstvo in strojeGrAdnjA
https://www.unior-specialmachines com T: +386 3 757 8457 E: strojegradnja@unior com . - Strojegradnja Rudnišk a 18 3214 Zreče
Uspešno poslovno leto 2023 za
podjetje Studer
Kljub spreminjajočemu globalnemu investicijskemu okolju je proizvajalec natančnih strojev za cilindrično brušenje povečal svojo prodajo in pridobil tržne deleže v številnih regijah.
Letošnja tiskovna konferenca v podjetju Fritz Studer AG je potekala pod geslom »Zvok Studerja«. Nedavno zaključeno poslovno leto 2023, ki je predstavljalo 111. obletnico delovanja podjetja, je bilo izjemno uspešno, je pred približno 65 novinarji iz več kot dvajsetih držav na dogodku, ki je potekal v švicarskem mestu Steffisburg poudaril Jens Bleher, direktor podjetja Studer. Kljub globalno zahtevnemu investicijskemu okolju je proizvajalcu natančnih strojev za cilindrično brušenje znova uspelo povečati obseg svoje prodaje. Prodaja se je zelo pozitivno razvijala na ključnih trgih, kot sta ZDA in Kitajska. Azija je podobno kot leto prej predstavljala največji trg, ki sta mu sledila Srednja Evropa in Severna Amerika.
Dosledne investicije v razvoj izdelkov in infrastrukturo obratov so v podjetju Studer obrodile sadove. V podjetju so uresničili svoje napovedi in si vzeli čas za izboljšanje svojega tržnega položaja ter dolgoročno okrepili svoj položaj za prihodnost, dodaja Jens Bleher. Podjetje Studer je tako pridobilo tržne deleže v vseh svetovnih regijah, pri čemer je veliko zadovoljstva prinesla rekordna prodaja na segmentu podpore uporabnikom. Za direktorja podjetja predstavljajo prejeta naročila konce lanskega leta zelo pozitiven obet za letošnje poslovno leto.
Čeprav so bile razmere glede prejetih naročil nekoliko slabše na posameznih trgih, kot je nemški in kitajski ter v nekaterih drugih azijskih državah, so bili rezultati na tem področju zelo pozitivni v drugih delih sveta. V številnih državah je podjetje doseglo dobre rezultate in v nekaterih so prejeli rekordne vrednosti naročil, razlaga Sandro Bottazzo, direktor prodaje pri podjetju Studer.
Zaupanje majhnih in srednjih podjetij
Glede na področja delovanja kupcev je bilo na področju letalske industrije znova beleženo največje povečanje novih naročil. Letalska industrija je sedaj prehitela upadajočo avtomobilsko in dobaviteljsko industrijo, medtem ko je področje orodij ostalo pod pričakovanji. Največje posamezno področje je podobno kot prejšnje leto natančni inženiring, kjer prevladujejo ponudniki storitev obdelave. Sandro Bottazzo je zelo zadovoljen, da v majhnih in srednjih podjetjih zelo zaupajo strojem za brušenje proizvajalca Studer, tako da je ta tržni segment strateško pomemben za podjetje. Prav tako sta tudi področji strojništva in orodjarstva ohranili

svoj pomemben položaj. Podjetje je zelo zadovoljno tudi s povečanim povpraševanjem po strojih za natančno cilindrično brušenje na področju polprevodniške industrije.
rekordna prodaja na področju podpore uporabnikom
Za podjetje Studer, ki je mednarodno priznan proizvajalec strojev za natančno cilindrično brušenje, je bilo leta 2023 zelo pomembno predvsem ohranjanje svoje široke ponudbe. Prejeta naročila za univerzalne stroje za cilindrično brušenje so bila leta 2023 zelo stabilna. Najbolj so se prodajali stroji S33, sledili so stroji favoritCNC, S31, S41 in favorit. Na področju strojev za notranje cilindrično brušenje je bilo leto 2023 tretje najboljše leto glede prejetih naročil za stroje S131 v zgodovini podjetja, poudarja Sandro Bottazzo. Prav tako so bila zelo zadovoljiva tudi naročila za nov stroj za notranje cilindrično brušenje S100, pri čemer je bil presežen postavljen cilj.
Zelo pozitivno se je razvijalo tudi področje podpore uporabnikom, kjer so v podjetju Studer že drugo leto zapored beležili
Marec • 147 (3/2024) • Letnik 19 156 orodjArstvo in strojeGrAdnjA
» Vodstvo podjetja Studer: Jens Bleher, direktor, Stephan Stoll, direktor operacij, Daniel Huber, tehnični direktor in Sandro Bottazzo, direktor prodaje. Vir: Studer
rekordno prodajo. To velja za vsa področja poslovanja, od vzdrževanja in servisa, pa vse do prodaje rezervnih delov in remontov strojev. Še posebej zadovoljiv je bil razvoj na območju Vzhodne Evrope, kjer podjetje Studer izvaja servisne storitve s svojimi visokokvalificiranimi serviserji na Češkem, Slovaškem, Poljskem in Madžarskem. V globalnem merilu je podjetje Studer sodelovalo na približno 30 sejmih in dnevih odprtih vrat. Poleg sejma CIMT v Pekingu in EMO v Hannovru je bil še posebej uspešen dan odprtih skupine United Grinding v Severni Ameriki. Podjetje Studer je na sejmu EMO 2023 predstavilo tri nove rešitve avtomatizacije, sisteme za strego insertLoad ter roboLoad in uniLoad.
pomemben razvoj na področju vreten in avtomatizacije
Leta 2023 je bilo podjetje Studer še naprej osredotočeno na razvoj naprednih tehnologij brušenja, ki uporabnikom prinašajo številne prednosti. Stroj za serijsko zunanje cilindrično brušenje S36 je še posebej primeren za obdelavo komponent na področju elektromobilnosti. Uporabniki sedaj brez kakršnihkoli omejitev lahko uporabljajo vse različice vreten in rešitev avtomatizacije na strojih S36, razlaga Daniel Huber, tehnični direktor podjetja Studer. Novo zmogljivo vreteno za brušenje moči 25 kW (33 hp) omogoča uporabo še posebej širokega nabora brusnih kolutov do premera 160 mm. Novo možnost predstavlja tudi visokohitrostno brušenje z brusnimi koluti iz CBN ali diamanta. Popolnoma kompatibilna sistema za strego easyLoad in uniLoad pa uporabnikom omogočata visoko raven avtomatizacije proizvodnje na stroju S36.

Poslovno
Daniel Huber je zelo zadovoljen tudi z uspehom novega stroja za notranje cilindrično brušenje S100, ki se je uveljavil na začetniškem področju notranjega brušenja, podobno kot stroj favoritCNC na področju zunanjega brušenja. Razvoj v zadnjem letu je omogočal, da ima sedaj stroj S100 novo zmogljivo vreteno za ostrenje premera 58 mm, ki ga bodo v podjetju Studer v prihodnosti uporabili tudi na drugih novih modelih strojev.
Uporabniki lahko z veseljem pričakujejo nove zmogljivosti pri nasledniku priljubljene serije strojev favoritCNC, kot na primer spremembo kota brusnega koluta, priljubljeno funkcijo nastavljanja obdelave QuickSet in konvencionalni način delovanja pri ročnem brušenju, ki učinkovito omogoča ročno brušenje obdelovancev brez programiranja.

Tehnologija vpenjanja orodij za vaša orodja
V ponudbi podjetja SCHUNK boste našli visokozmogljiva držala za orodja za katerokoli aplikacijo in katerikoli rezalni rob.
schunk.com
Hand in hand for tomorrow
Marec • 147 (3/2024) • Letnik 19 157
»
leto 2023 je bilo za podjetje Studer izjemno uspešno in obeti za prihodnost so zelo pozitivni. Vir: Studer

» Na letošnji tiskovni konferenci podjetja Studer v švicarskem mestu Steffisburg je bilo prisotnih približno 65 novinarjev iz več kot dvajsetih držav. Vir: Studer
Nove zmogljivosti c.O.r.e.
Leta 2023 je bil razvoj še posebej osredotočen tudi na revolucionarno arhitekturo strojne in programske opreme C.O.R.E. podjetja United Grinding. Upravljalni zaslon na dotik C.O.R.E. že sedaj omogoča neprimerljivo raven intuitivne uporabe in kmalu bo na voljo prilagojen vmesnik, kjer bodo operaterji lahko definirali in shranili svoj delovni prostor, razlaga Daniel Huber. Razvoj je bil osredotočen tudi na zbiranje in analizo podatkov ter nove senzorje in instrumente.
Na letošnji tiskovni konferenci je tehnični direktor podjetja Studer podal vpogled za prihodnost in poudaril, da je vprašanje trajnosti še naprej zelo pomembno za podjetje. Sistem za hlajenje SmartJet, ki ga je razvilo podjetje Studer, je v veliki meri zmanjšal potrebo po hladilno-mazalni tekočini in energiji med procesom brušenja, kar postavlja nova merila v industriji, Daniel Huber vidi tudi veli potencial na področju polprevodniške industrije. Povpraševanje po visokozmogljivih polprevodnikih se veča zaradi potreb na področju elektromobilnosti in fotovoltaike. Univerzalni stroj za cilindrično brušenje S41 proizvajalca Studer z vgrajeno merilno glavo z X-žarki postavlja nova merila na področju proizvodnje polprevodnikov in je tržno izjemno uspešen.
Dolgoročno bodo uspešni le proizvajalci strojev, ki bodo ponujali pametne in učinkovite stroje z najnovejšo tehnologijo, povzema obsežne razvojne aktivnosti v lanskem letu tehnični direktor podjetja Studer.
podjetje Studer zagotavlja konkurenčne dobavne roke
Razmerje med različnimi modeli izdelanimi v letu 2023 se je nagnilo v smer bolj kompleksnih sistemov, razlaga Stephan Stoll, direktor operacij v podjetju Studer med pregledom delovanja podjetja v lanskem letu. Aktivno obvladovanje nabave in normalizacija globalnih dobavnih verig je omogočalo pravočasno izvedbo naročil. Direktor operacij pozitivno ocenjuje implementacijo skupne strategije proizvodnje znotraj skupine United Grinding, ki podjetju
Studer zagotavlja dobro izkoriščenost kapacitet.
Ključni projekti na področju delovanja zajemajo investicije v avtomatizirana proizvodna orodja in vrhunska preizkuševališča. Podjetje Studer je eden izmed redkih proizvajalcev strojev za brušenje, ki proizvaja svoja visokokakovostna vretena. Strokovno znanje za te strateško pomembne komponente obdelovalnih strojev je bilo posebej razširjeno v zadnjem letu. Poleg tega so v podjetju investirali v celovite strukturne in logistične ukrepe na lokaciji v Steffisburgu in v lastnem kompetenčnem centru za brušenje v Bielu, kar predstavlja temelj za nadaljnjo rast.
podjetje Studer se je povezalo omrežje daljinskega ogrevanja
Trajnost ima pomembno vlogo v podjetju Studer. Od februarja 2023 je obrat v Steffisburgu povezan z lokalnim omrežjem za daljinsko ogrevanje, tako da ogrevajo vse zgradbe na okolju prijazen način, razlaga Stephan Stoll. Poleg tega pa je v veliki meri zaključena tudi zamenjava svetil z LED-svetili v vseh zgradbah podjetja. S tem se je bistveno zmanjšala skupna poraba energije in izpusti CO₂.
Direktor operacij je podal tudi napoved za naslednje fiskalno leto. Po obsežnih investicijah v zadnjih letih je sedaj na vrsti posodobitev logističnih procesov in skladiščne infrastrukture, razlaga Stephan Stoll. V ospredju tega projekta je centralno logistično središče z neposredno povezanim kontejnerskim skladiščem. Višja učinkovitost popolnoma avtomatiziranega skladiščnega sistema koristi celotni proizvodnji strojev in rokovanju rezervnih delov.
Na zaključku je Jens Bleher poudaril, kako zelo pomembno so dobro usposobljeni zaposleni za tehnološko podjetje. Poleg tega je izjemno zadovoljen tudi z nedavnim uspehom na prestižnem strokovnem tekmovanju SwissSkills. Lani sta vajenca v podjetju Studer Luis Salzmann, razvojni inženir in Noah Rossel, inženir avtomatizacije prejela zlato in srebrno medaljo za tekmovanju. Podjetje Studer se že tretje leto zapored udeležuje tekmovanja WorldSkills, na kar so zelo ponosni, saj potrjuje njihove zaveze k poklicnemu izobraževanju, zaključuje Jens Bleher. www.studer.com
Marec • 147 (3/2024) • Letnik 19 158 orodjArstvo in strojeGrAdnjA
PKD
frezala OptiMillDiamond: optimizacija
zmogljivosti za natančno in učinkovito frezanje
Na tržišču dobro preizkušeni PKD frezala Optimill-Di amond so sedaj tehnološko posodobljeni. Mapal vedno znova preseneča z dodatnimi izboljšavami. Številne opti mizacije zagotavljajo še bolj ekonomično in zanesljivo frezanje barvnih kovin.
S spremenjeno geometrijo so nova orodja bolj toga in stabilna kot predhodni modeli. Zaradi tega orodja dosegajo daljšo življenjsko dobo orodja in večjo natančnost. Nova zasnova rezalnega dela rezultira v večji moči in učin kovitejšem odvodu materiala. Optimizacija geometrije odvajanja odrezkov zagotavlja boljše odvajanje odrezkov, kar pomeni, da odrezki ne bodo poškodovali površine, tudi v primerih aluminijastih zlitin, ki tvorijo dolge odrezke. Izhod hladilne tekočine prenovljenega frezala OptiMill

-Diamond se nahaja na rezalnem robu, kar orodju podaljša
Tel. +385 1 33 73 514
Obrat: Obrtnička 13, Sv. Nedelja
PLASTIFICIRANJE
PESKANJE
LAKIRANJE
CINKANJE




Prevlečene CBN kvalitete za
visokoučinkovito struženje
kaljenega jekla
Sumitomo je že vrsto let vodilni proizvajalec CBN orodja za struženje kaljenega jekla. S CBN ploščicami SUMIBORON dosegajo visokoučinkovito obdelavo, stabilen proces in odlično površinsko obdelavo. S številnimi CBN kvalitetami pokrivajo široko področje obdelave kaljenega jekla in sivih litin. Za visokohitrostno struženje kaljenega jekla so predstavili kvaliteto BNC2105, za visokoprecizno obdelavo BNC2115 in za splošno obdelavo BNC2125.
CBN (kubični borov nitrid) ima trdoto in toplotno prevodnost primerljivo diamantu ter nizko reaktivnost z železom oziroma jeklom. Sumitomo Electric Hardmetal je leta 1977 prvi na svetu razvil CBN orodje za obdelavo kaljenega jekla. CBN ploščice je izdelal s sintranjem substrata iz CBN delcev in posebnega keramičnega veziva. CBN orodja je Sumitomo poimenoval SUMIBORON. Leta 2000 je izdelal prevlečeni SUMIBORON, ki ima višjo odpornost proti obrabi. Uporabil je PVD keramično prevleka, ki je povečala učinkovitost obdelave.
prednosti cBN orodja pri struženju kaljenega jekla
S postopkom CBN struženja kaljenih delov nad 45 HRc lahko odpravimo naknadni postopek brušenja, ročnega poliranja in druge zamudne postopke, ki so pogosto odvisni od spretnosti operaterja in so zahtevni za kontrolo kakovosti. S struženjem prav tako lažje vzdržujemo pomembna geometrijska razmerja na obdelovancu. Z odpravo brušenja tako v veliki meri prihranimo pri času obdelave, strošku strojne opreme za brušenje in delovne sile.
V avtomobilski industriji je opaziti trend avtomatizacije, kjer proizvodno linijo upravlja vse manj operaterjev. Zato so zahteve uporabnikov poleg visoke produktivnosti tudi dolga obstojnost orodja in stabilna obdelava. Poleg tega pri struženju avtomobilskih delov zahtevajo tudi visoko natančnost pri obdelavi. Da bi zadostili takšnim zahtevam, je Sumitomo razvil nove prevlečene kvalitete SUMIBORON, ki dosegajo znatno daljšo in stabilnejšo življenjsko dobo orodij. Prednosti in zmogljivosti novih CBN kvalitet so opisane v nadaljevanju.

» Sumitomo s številnimi CBN kvalitetami pokriva široko področje struženja kaljenih jekel od visokohitrostne obdelave s kvaliteto BNC2105, visoko precizne obdelave z BNC2115, splošnega struženja z BNC2125 do grobe obdelave s kvaliteto BNC300.
Sumitomo je razvil CBN substrate, ki pokrivajo široko področje uporabe. Njihov CBN substrat ima povečan delež CBN delcev in TiCN vezivo visoke čistoče. Delci nečistoč v vezivu so pri mehanskih in termičnih obremenitvah vzrok za porušitve. Med delci nečistoč se namreč začnejo pojavljati razpoke, ki vodijo do loma osnovnega materiala. Za neprekinjen rez so na voljo zelo trdi in obrabno odporni substrati, ki ohranijo ostrino rezalnega robu tudi po dolgih kontaktnih časih in dosežejo zelo gladko obdelano površino. Za prekinjen rez so na voljo zelo žilavi CBN substrati, ki omogočajo dolgo življenjsko dobo orodja tudi pri močno prekinjenih rezih.
Pri visokopreciznem struženju kaljenega jekla moramo običajno doseči parameter hrapavosti površine pod Rz 3,2. Manjšo hrapavost oziroma geometrijsko odstopanje pri precizni obdelavi dosežemo z zmanjšanim pomikom f mm/vrt. Pri visokoprecizni
Marec • 147 (3/2024) • Letnik 19 160 orodjArstvo in strojeGrAdnjA
obdelavi je pomembno preprečevanje zarezne in bočne obrabe na rezilnem robu. Ta se pojavi na rezilnem robu pri povečani mehanski obremenitvi. Geometrijske nepravilnosti na rezilnem robu se prenašajo na površino obdelovanca, kjer se zaradi obrabe orodja pojavijo dodatni vrhovi neravnin oziroma povečana hrapavost površine (slika 3). Pri splošnem struženju se hrapavost površine Rz povečuje zaradi kraterske obrabe in luščenja prevleke, ki nastaneta zaradi visokega pomika, globine reza in prekinjenega reza (slika 2).
Poleg substrata imajo pri ploščicah zelo pomembno vlogo prevleke. Razvili so več slojne prevleke za super trde materiale, kot je CBN, ki dvigajo parametre obdelave in življenjsko dobo orodja na nove ravni. Tako so za struženje kaljenega jekla razvili SUMIBORON kvalitete BNC2105, BNC2115 in BNC2125, ki so prilagojene različnim vrstam substrata in tipom obdelave.
BNc2105 kvaliteta z visokoobrabno odpornostjo za visokohitrostno obdelavo
Kvaliteta BNC2105 ima debelo multislojno TiAlN prevleko, ki dosega zelo dolgo življenjsko dobo pri visokohitrostni obdelavi. Na CBN substrat je najprej nanešena adhezivna plast, ki izboljša oprijem TiAlN prevleke s substratom. Na površini je obdana z drsnim slojem v zlatem barvnem odtenku. Celotna debelina prevlek znaša 3 µm.
Ta kvaliteta ima izjemno odpornosti proti obrabi, zato je še posebej primerna za obdelavo kaljenih jekel in jekel za ležaje z neprekinjenim ali delno-prekinjenim rezom. Jekla za ležaje lahko stružimo z rezalnimi hitrostmi od 50 do 300 m/min. Pri kaljenih jeklih lahko dosežemo rezalne hitrosti od 200 do 350 m/min. V
Uradni distributer za ProCAST in QuikCAST. Program za numerične izračune livarskih procesov
- prodaja
- izobraževanja
- tehnična podpora
Tempera
Splošno struženje


Krater lom Luščenje prevleke
Visoko-precizno

Zarezna obraba
» Slika 2: Poškodbe na rezilnem robu povzročajo povečanje hrapavosti Rz obdelane površine.
Rezilni rob Predhodni rob

primerjavi z drugimi CBN kvalitetami je BNC2105 veliko odpornejša na bočni tip obrabe. f
Hrapavost površine
Zarezna obraba Zarezna obraba Obdelana površina
» Slika 3: Pri visokopreciznem struženju preprečujemo zarezno obrabo rezilnega robu, ki povzroča dodatno hrapavost obdelane površine.
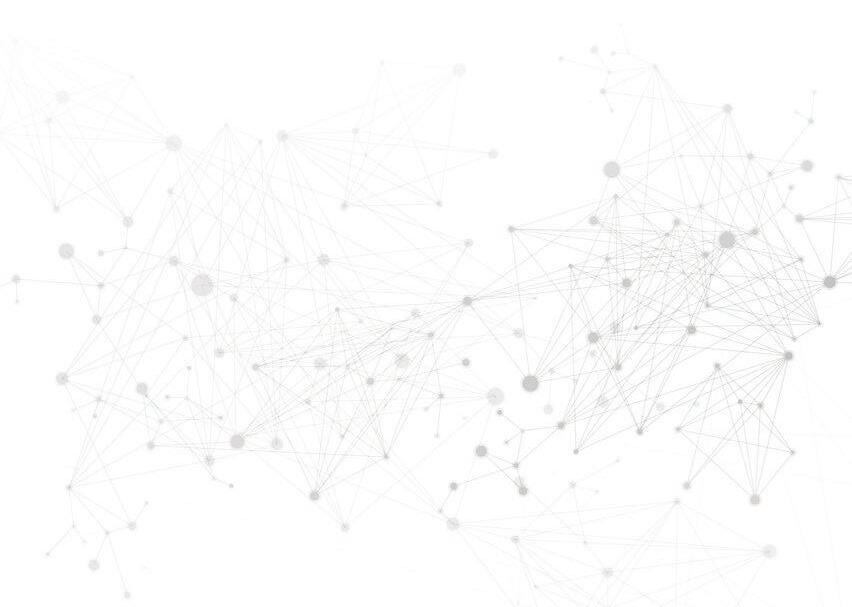

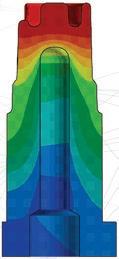

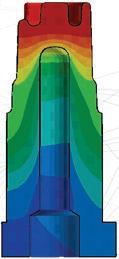
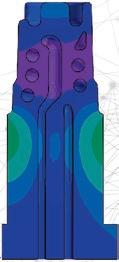


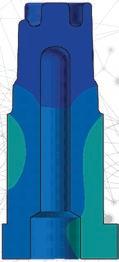
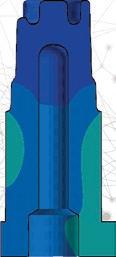


orodjArstvo in strojeGrAdnjA
Rz
SEM
slik a
0 2 4 6 8 10 12 14 0102030 → Vc (m/min)
f(mm/vr t) Rz (μm)
x
TC Livarstvo d.o.o., Teslova 30, 1000 Ljubljana, tc-liv.eu, info@tc-liv.eu TC Livarstvo - vaš partner v livarstvu WELDSTONE ADVANCED SOLUTIONS Op acija livarskih procesov in tehnologij na podlagi numeričnih izračunov 240 229 218 208 197 186 176 165 154 144 133 122 101 90 80 T [°C] H13 3D print ANVILOY 1350
turno polje jedra pri tlačnem litju: različni materiali, is obni in začetni pogoji.
Kriterij: dimenzijska natančnost
Obdelovanci (kos) Konkurent
BNC2105
» Primer obdelave. Obdelovanec: 20Cr4 Kaljeni zobati obroč Trdota obdelovanca: 60 HRc. Ploščica CNGA120412 NC4 BNC2105, vc = 200m/min, f = 0,10mm/vrt, ap = 0,10 mm, hlajenje z emulzijo. Rezultat: 60 % več obdelanih kosov
BNc2115 za visokoprecizno struženje kaljenega jekla
Pri kvaliteti BNC2115 so na osnovni substrat nanesli adhezivni sloj, ki dobro prenaša visoke strižne sile in dobro povezuje mnogoslojno prevleko s površino ploščice.
Prevleka je sestavljena iz dveh glavnih komponent. Najprej je na lepilni sloj nanešena večplastna zelo trda TiAlSiN prevleka, ki zagotavlja zmanjšano zarezno obrabo in s tem dobro gladkost obdelane površine. Ta plast se večkrat izmenjuje s plastjo TiCN, ki ima visoko temperaturno obstojnost in zagotavlja odpornost na
obrabo v obliki kraterja. Na vrhu te večplastne strukture je nanesen drsni sloj v zlatem barvnem odtenku, ki zagotavlja hitro odvajanje odrezkov in preprečuje prenos toplote iz odrezkov na orodje. Skupna debelina vseh slojev znaša 3 µm.
CBN kvaliteta BNC2115 se priporoča zlasti za visokoprecizno obdelavo kaljenih jekel pri srednjih in visokih rezalnih hitrostih. Pokriva širok razpon rezalnih hitrosti od 110 do 300 m/min z optimalno rezalno hitrostjo 180 m/min pri srednjem pomiku 0,1 mm/ vrt. V primerjavi z drugimi CBN kvalitetami zagotavlja BNC2115 zlasti vrhunsko kakovost oziroma gladkost obdelane površine pri višjih hitrostih struženja.
BNc2125 kvaliteta za splošno struženje kaljenega jekla
Pri kvaliteti BNC2125, ki je prva izbira za splošno obdelavo, je struktura prevleke popolnoma drugačna. Na adhezivni oziroma lepilni sloj je nanesena mnogoslojna TiAlBN prevleka, ki ima izjemno obrabno odpornost. Ta večslojna prevleka ima tudi bistveno boljšo odpornost proti luščenju prevleke. Na površini je ploščica obdana s srebrnim premazom. Ta zagotovi, da ostružek optimalno drsi po ploščici in da se generirana toplota hitro odvaja z odrezki.
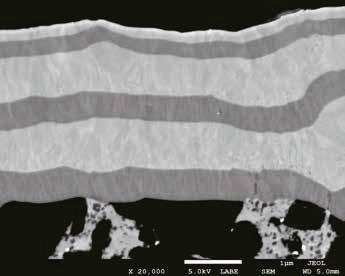
Zgornji sloj (zlata barva)
TiAlSiN multi-slojna prevleka
TiCN plast
TiAlSiN multi-slojna prevleka
Debelina prevleke: 3µm
Preprečuje kratersko obrabo
Izboljšana
zarezna obraba za gladko površino
BNC300
TiCN plast Adhezivni sloj
TiAlSiN multi-slojna prevleka
Izboljšana adhezivnost
Žilavi CBN substrat
» Kvaliteta BNC2115 ima s kombinacijo TiAlSiN in TiCN slojev odlično odpornost na zarezno in kratersko obrabo in je namenjena za visoko precizno struženje kaljenega jekla.

Zgornji sloj (zlata barva)
TiAlBN Super multi-slojna prevleka Adhezivni sloj
Debelina prevleke: 3µm
Izboljšana obrabna odpornost
» Področje uporabe CBN kvalitet za struženje kaljenega jekla glede na rezilno hitrost in stopnjo prekinitve reza.
BNc300 za prekinjeno obdelavo kaljenega jekla
Kvaliteta BNC300 je idealna za končno prekinjeno struženje kaljenega jekla. BNC300 uporablja žilav substrat, ki dobro absorbira udarce pri prekinjenem rezu. V standardni, LS in HS obliki rezalnega roba zagotavlja BNC dolgo življenjsko dobo ploščice pri kombinaciji neprekinjene in prekinjene površine. TiAlN prevleka ščiti ploščico pred obrabo in zagotavlja odlično končno obdelavo površine.
BN7115 za struženje delov iz sintranih zlitin
Izboljšana adhezivnost
Obrabno odporni CBN substrat
» BNC2105 kvaliteta z odlično obrabno odpornostjo je namenjena za visokohitrostno struženje kaljenega jekla.
Poleg CBN kvalitet za obdelavo kaljenega jekla ima Sumitomo tudi kvaliteto BN7115 za končno obdelavo delov iz sintranih zlitin. Pri BN7115 uporabljamo substrat z visokim deležem CBN delcev in novo vezivo z izboljšano trdnostjo, ki je sestavljeno iz Co-Al-Cr-WCi. Ta kombinacija dobro prenaša krušenje rezalnega robu zaradi toplotnih šokov in posledično odnašanje CBN delcev iz površine ploščice. S tem so dosegli odlično odpornost proti obrabi in zlomu.
BNc8115 in BNS8125 za struženje sive in nodularne litine
Za obdelavo sive in nodularne litine sta namenjeni prevlečena CBN kvaliteta BNC8115 in neprevlečena BNS8125.
Marec • 147 (3/2024) • Letnik 19 162 orodjArstvo in strojeGrAdnjA
BNC2020 BNC2125 350 300 200 100 vc (m/m in ) BNC2105 BNC2115
BNC2010
NOVO
0 400
200
BNC8115 ima PVD prevleko z odlično odpornostjo proti obrabi, ki preprečuje bočno obrabo pri struženju sive in nodularne litine ter kaljenega jekla. Idealna je za grobo obdelavo z večjimi pomiki in večjimi globinami reza od 0,5 mm do 3 mm in za končno obdelavo. Površina ima premaz v zlatem barvnem odtenku za boljšo vidljivost obrabe rezalnega roba.
Neprevlečena kvaliteta BNS8125 ima optimizirano porazdelitev velikosti CBN delcev in ima izboljšano odpornost proti krušenju pri obdelavi sive in nodularne litine. Primerna je tudi za grobo obdelavo s prekinjenim rezom.
Tako kot pri drugih Sumitomo CBN in PKD ploščicah so tudi pri kvalitetah BNC2105, BNC2115 in BNC2125 na voljo različne oblike rezilnih robov in lomilcev odrezkov. To omogoča, da izberemo optimalno ploščico glede na obdelovalni material in tip obdelave.
Z nenehnim razvojem in izboljšavami ponuja Sumitomo obsežen standardni program CBN ploščic s širokim izborom substratov, kvalitet, oblik rezilnih robov in lomilcev odrezkov. Kombinacija vseh teh variant omogoča najučinkovitejšo obdelavo, stabilen pro-
ces in ekonomičnost. CBN ploščice za struženje lahko preizkusite in naročite pri zastopniku in prodajalcu BTS Company.


Video predstavitev
https://youtu.be/Q96K1nXqLLM
Katalog BNC2105, BNC2115, BNC2125
https://www.bts-company.com/wp-content/ uploads/2016/12/E-165_BNC2105_ BNC2115-BNC2125_12P_150ppi.pdf
www.bts-company.com
www.sumitool.com
trakasti kabli s priključki IDC blagovne znamke Connfly
Metrični raster vodnikov (1 mm) in vtičev (2 mm)
Trgovsko podjetje TME ponuja trakaste kable s priključki IDC blagovne znamke Connfly. Ti izdelki, ki predstavljajo serijo DS1052-01, dopolnjujejo
široko ponudbo kablov z IDC-priključki v colskem rastru (1,27 mm). Novi izdelki v ponudbi imajo raster vodnikov v traku 1 mm, medtem ko so izhodi priključkov IDC razporejeni metrično s presledki 2 mm.
Vsi kabli iz serije DS1052-01 so na voljo v treh najpopularnejših dolžinah: 0,15 m, 0,3 m ali 0,6 m. Vsak model je na voljo v dveh različicah, pri čemer je v eni trak s priključkom pritrjen s pritiskom, v drugi pa ne. Slednja je manj odporna na sunkovite potege, vendar ima nižji profil, zato je primernejša za namestitev v naprave z omejenim prostorom. Vsi kabli so sive barve z zadnjo žilo, označeno rdeče. Kabli iz serije DS1052-01 imajo od 6 do 50 žil. Običajno se trakasti kabli uporabljajo za povezave ali prenos nizkotokovnih signalov med tiskanimi vezji v modularno zasnovanih industrijskih strojih, elektronskih napravah (vključno z RTV
Tip priključnega kabla tračni kabli s priključki IDc raster traku 1 mm
raster kontaktov 2 mm
Število žil* 6…50
Dolžina kabla* 0,15 m, 0,3 m ali 0,6 m
Barva izolacije siva različice* brez pritiska ali s pritiskom traku
» Značilnosti (* odvisno od modela)



» Tračni kabli DS1052-01 dolžin 150 mm, 300 mm in 600 mm. Vir: TME
in belo tehniko) in podobno. Uporaba kablov z rastrom 1 mm omogoča izdelavo kompaktnejših vezij in posledično miniaturizacijo naprav. Priključki IDC in z njimi združljivi pinski priključki se pogosto uporabljajo kot servisni priključki, ki omogočajo diagnosticiranje ali posodabljanje vezij programske opreme preko digitalnih vmesnikov, mikrokontrolerjev in mikroprocesorjev. Ljubitelji elektronike jih odlično poznajo iz razvojnih plošč, saj so standardni priključki programatorjev ISP. www.tme.eu
Marec • 147 (3/2024) • Letnik 19 163 orodjArstvo in strojeGrAdnjA
Dvovretenske in revolverske stružnice z dvema Y-osema
PUMA TT1300SYY / TT2100SYY
DN Solutions je eden izmed vodilnih svetovnih proizvajalcev CNC-obdelovalnih strojev za obdelavo kovin in ima vodilni položaj med proizvajalci strojev v J. Koreji. Tak položaj na trgu je možno pridobiti in ohraniti le z nenehnimi inovacijami na področju tehnološkega razvoja. Njihovi stroji so pri strankah priljubljeni zaradi natančnosti, togosti in zanesljivosti in so prisotni v vseh industrijskih panogah. Ena od njihovih prodajnih uspešnic je serija PUMA TT. To so večopravilne dvovretenske in dvorevolverske stružnice z dvema Y-osema, ki omogočajo visoko produktivnost in izdelavo zahtevnejših izdelkov.
DN Solutions je z razširitvijo linije večopravilnih stružnic tipa
PUMA TT prikazal svojo zavezanost k inovacijam in izpolnitvi zahtev sodobne proizvodnje. Značilnost teh strojev je njihova dvovretenska zasnova z dvema revolverjema, kar omogoča sočasno obdelavo obdelovanca z dveh strani. To povečuje produktivnost in skrajšuje čas izdelave.
Prisotnost enakovrednih vreten in revolverjev povečuje fleksibilnost strojev, saj omogoča izvajanje kompleksnih operacij obdelave brez potrebe po ponovnem vpenjanju obdelovanca. To je še posebej pomembno pri izdelavi zahtevnejših delov, kjer je natančnost ključnega pomena.
Modeli v seriji PUMA TT so zasnovani tako, da lahko obdelujejo izdelke iz palice različnih premerov, od najmanjšega premera Ø


» Inovacije, ki jih prinašajo stroji iz serije Puma TT, so impresivne in jasno kažejo na njihovo zavezanost k razvoju naprednih proizvodnih tehnologij. Simultana obdelava z obema revolverjema na levem, desnem ali obeh vretenih je ena od številnih rešitev za večjo učinkovitost in fleksibilnost v proizvodnem procesu.

42 mm pri TT1300 do premera Ø 81 mm pri modelu TT2100. To pomeni, da lahko njihove stružnice služijo širokemu spektru proizvodnih potreb, od manjših komponent do večjih delov.
Pomembna značilnost teh strojev je tudi prisotnost Y-osi na obeh vretenih, kar omogoča izvajanje struženja, vrtanja in rezkanja v več osnih usmeritvah. Ta vsestranskost omogoča obdelavo zahtevnih geometrij obdelovanca v enem samem nastavitvenem postopku. Hkrati zmanjšuje potrebo po sekundarnih operacijah in izboljšuje splošno učinkovitost proizvodnje.
DN Solutions se s to serijo stružnic osredotoča na uporabnike, ki potrebujejo visoko natančnost in učinkovitost pri izdelavi srednjih in večjih serij izdelkov. Visoka produktivnost, skupaj z možnostjo obdelave kompleksnih delov, pomeni, da so ti stroji idealni za uporabo v različnih industrijah, vključno z avtomobilsko, letalsko in energetsko industrijo, kjer so zahteve po natančnosti in zanesljivosti še posebej visoke.
Velika Y-os na obeh revolverjih, z delovnim območjem 80 mm ali 100 mm na naprednejših modelih, kot sta TT1300SYY in TT2100SYYB, omogoča obsežen spekter obdelovalnih operacij. To je ključnega pomena za proizvodnjo kompleksnih delov, ki zahtevajo
Marec • 147 (3/2024) • Letnik 19 164 orodjArstvo in strojeGrAdnjA
natančno obdelavo, kot so utori, ovalne luknje in različne oblike. Revolverja na teh strojih sta še posebej izstopajoča zaradi svoje inovativne zasnove. Z 12 orodnimi postajami, ki omogočajo 24-mestno indeksacijo, ponujajo visoko stopnjo prilagodljivosti pri izbiri orodij za različne operacije obdelave. To je pomembno ne samo za povečanje produktivnosti, ampak tudi za skrajšanje časa, potrebnega za menjavo orodja in nastavitev stroja.
Izboljšan mazalni sistem pogona gnanih orodij in posebni sistem za hlajenje s kombinacijo zraka in olja sta ključna za zagotavljanje dolgotrajne zanesljivosti in optimalnega delovanja strojev. Ti sistemi so še posebej pomembni pri visokih hitrostih obdelave in pri uporabi gnanih orodij, saj preprečujejo pregrevanje in zagotavljajo ustrezno mazanje ključnih komponent.
Moč pogona gnanih orodij s 3,7/1,1 kW, 23,5 Nm in 6.000 vrt/ min na modelu TT1300YY in 6,4/4,3 kW, 40Nm, 5.000 vrt/min na modelu TT2100SYY zagotavlja, da imajo stroji dovolj moči za izvedbo široke palete obdelovalnih operacij. Ta zmogljivost je še posebej pomembna pri obdelavi trdih materialov ali izvajanju zahtevnih operacij rezkanja.
Pogon obeh glavnih vreten na teh modelih kaže na močno zavezanost k visoki zmogljivosti, pri čemer model TT1300 uporablja motor z močjo 11 kW in hitrostjo do 6.000 vrt/min, medtem ko TT2100SYY poganja močnejši motor z 22 kW in hitrostjo do 5.000 vrt/min. Ta zmogljivost jim omogoča, da se spopadejo z različnimi obdelovalnimi izzivi, od enostavnih do zelo zahtevnih.
Zanimiva je tudi odločitev za uporabo jermenskega prenosa za prenos moči med motorjem in vretenom. Ta sistem je znan po svoji enostavnosti in zanesljivosti ter nezahtevnosti za vzdrževanje. Jermenski prenos lahko učinkovito blaži vibracije in omogoča bolj

» Največja izbira energijskih verig na enem mestu
» Fleksibilni in torzijsko odporni kabli
» Zaščita kablov na robotih
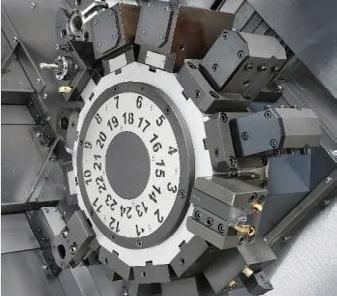
gladko delovanje, kar je še posebej pomembno pri visokih hitrostih in natančnosti, ki sta ključni pri sodobni proizvodnji. Nizki stroški servisiranja in ugodna cena izdelave so dodatne prednosti, ki jih prinaša ta sistem, kar je še posebej pomembno v industrijskih okoljih, kjer so stroškovna učinkovitost in zanesljivost ključnega pomena.
» Do 3 leta garancije za e-verige in kar do 4 leta garancije za kable
» Program “chainge” - recikliraj svojo staro verigo, ne glede na proizvajalca

Marec • 147 (3/2024) • Letnik 19 165 orodjArstvo in strojeGrAdnjA
HENNLICH d.o.o., Ul. Mirka Vadnova 13, 4000 Kranj / Pokličite nas: 041 386 035
» Revolverja z 12 orodnimi postajami in 24-mestno indeksacijo imata v primerjavi s predhodnim modelom 20–30 % krajši čas indeksiranja.
www.hennlich.si
Pri primerjavi modela TT1300 s predhodnikom TT1800 je opaziti več pomembnih izboljšav. Manjši tloris modela TT1300 ne samo, da omogoča boljšo izrabo prostora v delovnem okolju, temveč tudi prispeva k večji dostopnosti in enostavnosti uporabe stroja. Večji naklon postelje pri modelu TT1300 je še ena pametna rešitev, ki odpravlja težave z odstranjevanjem ostružkov, kar je pogosto izziv pri obdelovalnih strojih. S temi izboljšavami je DN Solutions ne le povečal funkcionalnost in učinkovitost stroja, temveč tudi izboljšal delovne pogoje za operaterje.

tudi skrajšuje čas, potreben za ročno odstranjevanje in sortiranje končnih izdelkov, kar dodatno povečuje celotno učinkovitost proizvodnje.
Te inovacije skupaj poudarjajo zavezanost k razvoju visoko avtomatiziranih in učinkovitih rešitev za sodobne proizvodne izzive, pri čemer njihovi stroji postavljajo nove standarde v industriji obdelovalnih strojev.
Dodatna prednost modela TT1300 je ločeno vodenje osi Z in B za vsako vreteno posebej, kar zagotavlja večjo natančnost in fleksibilnost pri obdelavi. Ta zasnova omogoča stroju, da natančno obdela delovne kose z zapletenimi geometrijami in je ključna za izpolnjevanje zahtev v različnih industrijskih aplikacijah.
Vse te značilnosti skupaj kažejo, da so stroji, kot sta TT1300SYY in TT2100SYY, zasnovani za natančnost, zanesljivost in učinkovitost, kar jih postavlja korak pred konkurenco v sodobni proizvodni industriji.
Novo razviti pobiralec kosov na strojih DN Solutions predstavlja pomemben napredek v avtomatizaciji in učinkovitosti proizvodnje. Ta inovacija omogoča, da stroj sprejema kose tudi med delovanjem prvega vretena, kar pomeni, da se lahko proizvodnja nadaljuje brez prekinitev, kar povečuje skupno produktivnost in skrajšuje čas cikla za izdelavo posameznega kosa.
Zmožnost pobiralca, da pobere kose ali ostanke palice neposredno iz prvega vretena brez potrebe po posebni pobiralni roki, je še ena ključna prednost. To poenostavlja celoten postopek obdelave in zmanjšuje potrebo po dodatni opremi ali ročnih posegih, kar dodatno povečuje avtomatizacijo in zmanjšuje možnost človeških napak.
Regulacija dolžine kosa in pozicije pobiranja s pomočjo pozicije B-osi dodaja prilagodljivost v proizvodni proces, saj omogoča natančno prilagajanje glede na specifične potrebe vsakega kosa. Fiksna pozicija pobiralne roke dodatno zagotavlja zanesljivost in doslednost pri pobiranju kosov, ne glede na njihovo obliko ali velikost.
Možnost montaže izhodnega traku za izdelke s posodo na desni strani stroja je še ena praktična funkcija, ki omogoča učinkovito odstranjevanje končnih izdelkov iz delovnega območja stroja. To ne samo da izboljša organizacijo delovnega prostora, ampak

Prehod na okolju prijazni mazalni sistem z mastjo predstavlja pomembno izboljšavo v smislu vzdrževanja in operativne učinkovitosti obdelovalnih strojev. Tradicionalni sistemi mazanja na olje pogosto zahtevajo redno tedensko dolivanje olja, kar lahko poveča stroške dela in vzdrževanja, hkrati pa pomeni potencialno tveganje za onesnaževanje delovnega okolja s kapljicami olja ali razlitji.
Z uporabo sistema mazanja z mastjo, kjer je potrebna le polletna menjava kartuše z mastjo, se servisni intervali v veliki meri podaljšajo. Ta pristop ne le zmanjšuje potrebo po stalnem nadzoru in vzdrževanju, temveč tudi znižuje skupne stroške delovanja strojev. Zmanjšanje pogostosti vzdrževalnih posegov pomeni, da stroje
Marec • 147 (3/2024) • Letnik 19 166 orodjArstvo in strojeGrAdnjA
» Od podajalca palic do pobiralca kosov so vsi sistemi optimizirani za največjo produktivnost.
» Povečan naklon postelje na 45° omogoča boljše odstranjevanje ostružkov. S povečanjem razdalje med vodili so izboljšali togost pri obdelavi.
» Sistem mazanja s kartušo zmanjšuje potrebo po servisnih posegih in prispeva k čistejšemu delovnemu okolju.
lahko dlje časa uporabljamo brez prekinitev, kar neposredno vpliva na povečanje produktivnosti.
Poleg ekonomskih prednosti ta sistem prispeva tudi k boljšemu delovnemu okolju. Mazanje z mastjo je običajno manj nagnjeno k uhajanju in kapljanju v primerjavi z oljnimi sistemi, kar pomeni manjše tveganje za onesnaženje in zdrse, zaradi česar je delovno okolje varnejše in čistejše. Ta pristop je še posebej pomemben v proizvodnih obratih, kjer so čistoča in varnost na delovnem mestu ključnega pomena. Zmanjšana potreba po mazanju in manjše tveganje za uhajanje pomeni, da je celotni vpliv na okolje manjši.
Tako se z uporabo okolju prijaznega mazalnega sistema z mastjo ne samo zmanjšujejo stroški vzdrževanja in dela, ampak tudi prispeva k trajnostni proizvodnji in izboljšanju delovnih pogojev, kar je v skladu s sodobnimi industrijskimi standardi in okoljskimi smernicami.
Vsi novi stroji so dobavljivi s krmilnikom FANUC Series 0i-F Plus. Ta generacija krmilnikov prinaša v osnovni opremi 15'' zaslon in računalnik z notranjim spominom 2 MB, kar pripomore k lažje-
mu upravljanju in programiranju na strojih.
Za svetovanje pri nakupu strojev in tehnične informacije ste vabljeni, da obiščete BTS Company salon CNC-strojev ali nas kontaktirate preko enega od informacijskih kanalov.


Videopredstavitev obdelave
https://youtu.be/qdRAVJTYG5Y
Spletna predstavitev serije PUMA TT
https://www.dn-solutions.com/product/ seriesDetail.do?srsSeq=57&drvSeq=6
www.bts-company.com
kompenzacijski kabli za termoelemente proizvajalca helukabel
Ponudba
izdelkov,
ki ustrezajo
zahtevam raznovrstnih aplikacij
Novost v ponudbi podjetja TME so kompenzacijski kabli za termoelemente poznanega in priznanega proizvajalca Helukabel, predvsem raznovrstni
izdelki za izdelavo električnih povezav v skladu z industrijskimi standardi kakovosti in trajnosti, od napajanj vse do sodobnih digitalnih povezav.
Podjetje Helukabel nudi na področju proizvodov za termoelemente širok nabor izdelkov, prilagojenih vsem popularnim senzorjem. Uporaba ustreznih kablov zagotavlja optimalne in natančne rezultate brez napak, do katerih bi lahko prišlo zaradi posrednih povezav med sondo in pretvornikom. Tovrstne težave se lahko omejijo ali odpravijo z uporabo termoelektričnih kablov, ki so izdelani iz enakih materialov kot priključek, ki se uporablja za merjenje, ali kompenzacijskih kablov izdelanih iz podobnih materialov, iz katerih je izdelana sonda. Izdelki proizvajalca Helukabel spadajo v skupino, ki jo poleg natančno določene upornosti priključka odlikuje tudi konkurenčna cena.
Kabli za termoelemente se uporabljajo v regulacijski tehniki, za natančno merjenje temperature, saj omogočajo nadzor skrajnih temperaturnih razmer v kotlih, izmenjevalnikih toplote, hladilnih sistemih in drugih napravah. Zaradi specifike tovrstnih aplika-
Material izolacije* pVc, silikon ali steklena vlakna
Število žil* 1…24
Oblika prereza kabla* okrogla ali ovalna prerez žile* 0,22…1,5 mm²
Temperaturno delovno območje* -40…200 °c
» Značilnosti (* odvisno od modela)

» Kompenzacijski kabli 48213 in 48102 proizvajalca Helukabel. Vir: TME
cij so nekateri izdelki zaščiteni z zelo odpornimi pletenicami iz jeklenih žic ali steklenih vlaken. Kabli imajo od 1 do 24 žil in tako omogočajo večtočkovne meritve, kakršne se zahtevajo pri nadzoru industrijskih procesov. Ponudba izdelkov znamke Helukabel obsega kompenzacijske kable za sonde vrste J, K, L, N, R, S in hibridne kable.
www.tme.eu
Marec • 147 (3/2024) • Letnik 19 167 orodjArstvo in strojeGrAdnjA
DEPRAG Plus: prihodnost
tehnologije vijačenja
DEPRAG je vrhunski proizvajalec s področja tehnologije vijačenja, ki vedno stremi k izboljšavam, novostim in narekuje trende v svetu vijačenja.
Sistem vijačenja DEPRAG Plus je sestavljen iz novega sekvenčnega krmilnika AST12 in ustreznega orodja za vijačenje MINIMAT-EC, ki pa je lahko ročni ali vgradni. Je izjemno vsestranski pri spreminjanju zahtev montaže in prihrani čas za potrebno usposabljanje.
Screwdriving System
DEPRAG Plus
Sequence controller AST12
Handheld screwdriver Spindle screwdriver
» AST12 krmilnik ima možnost krmiliti tako ročne kot vgradne vijačnike. (Vir: DEPRAG)
S sistemom DEPRAG Plus sedaj lahko s tehniko EC dosegamo tudi večje momente vijačenja
• ročni ravni vijačniki – do 50 Nm
• ročni kotni vijačniki – do 70 Nm
• vgradni vijačniki – do 50 Nm
• vgradni kotni vijačniki – do 70 Nm
povezljivost
AST12 ima več različnih vmesnikov za komunikacijo s krmilniki (I/O, Profibus, IE – Profinet/EtherCAT/EtherNet/IP) in s strežniki (OPC UA. MQTT, REST, FTP).
Uporabnost
AST12 kot WLAN odjemalec omogoča brezžično povezavo med osebnim računalnikom in krmilnikom vijačenja je popoln za slabo dostopne sekvenčne krmilnike.
Kot del programske opreme je v DEPRAG Plus vključen tudi DEPRAG Cockpit Basic.

Marec • 147 (3/2024) • Letnik 19 168 orodjArstvo in strojeGrAdnjA
» Sistem vijačenja DEPRAG Plus je sestavljen iz novega sekvenčnega krmilnika AST12 in ustreznega orodja za vijačenje MINIMAT-EC, ki pa je lahko ročni ali vgradni. (Vir: DEPRAG)
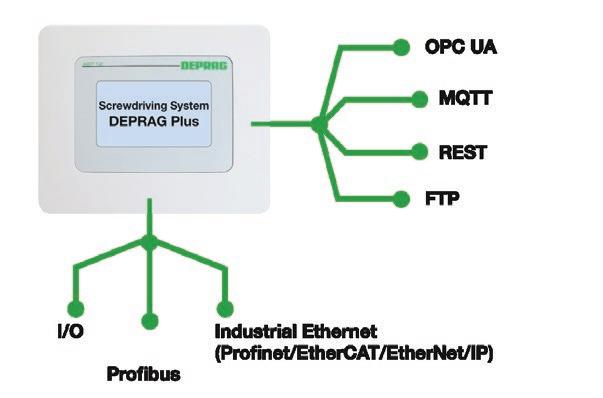
• za parametriranje
» upravljanje nastavitev
» izdelava in organizacija vijačnih programov
» aktiviranje dodatnih funkcij DEPRAG Apps
» izdelava varnostnih kopij in logičnih funkcij
• za vizualizacijo
» obdelava zajema podatkov za enega uporabnika
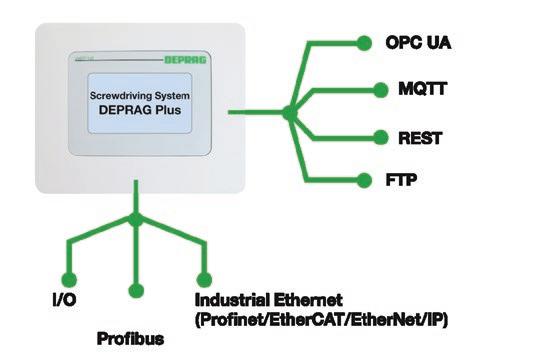
• → za dokumentacijo
» avtomatska obdelava, zajem podatkov končnih vrednosti in krivulj vijačenja
patibilen z vsemi aplikacijami DEPRAG (Cockpit, Graph Viewer, Data Exchange, Operator Guidance itd.).
[ Pripravil: Miha Piščanec, MB-NAKLO, d. o. o. ]
Sistem za tangencialno frezanje M610
Podjetje Horn neprestano razvija svoj sistem za tangencialno frezanje M610. Poleg frezala za obodno frezanje je sedaj ponudba orodij razširjena in vsebuje tudi frezalo za 90-stopinjsko frezanje ter nove karbidne materiale.
Patentiran orodni sistem zagotavlja mehko odrezavanje s pozitivnim cepilnim kotom v radialni in aksialni smeri. Natančno brušene rezalne ploščice zagotavljajo šest uporabnih rezalnih robov za doseganje visoke natančnosti in kakovosti obdelane površine. Dodatno bočno posnetje zagotavlja stabilen kot klina in zelo gladko frezanje. Posebna površinska obdelava varuje držalo orodja pred abrazivnimi odrezki. Šest rezalnih robov na vsaki rezalni ploščici zagotavlja nizko ceno posameznega rezalnega roba. Podjetje Horn ponuja rezalne ploščice iz osnovnih materialov AS46, IG35 in NE2B v levoročni in desnoročni izvedbi ter z vogalom ali radijem velikosti 0,4 mm ali 0,8 mm za obdelavo različnih materialov, pri čemer je največja globina odrezavanja 9,9 mm. Držala orodja so na razpolago z naslednjimi premeri odrezavanja: 50 mm (z = 5), 63 mm (z = 6), 80 mm (z = 8), 100 mm (z = 10) in 125 mm (z = 12).

www.mb-naklo.si

Marec • 147 (3/2024) • Letnik 19 169 orodjArstvo in strojeGrAdnjA
www.phorn.de
» Šest rezalnih robov na rezalnih ploščicah podjetja Horn pri sistemu za tangencialno frezanje M610 ponuja ugodno ceno na posamezen rezalni rob. | Vir: Horn/Sauermann
Podjetji Stadler in krones zapirata zanko krožnega gospodarstva na področju plastike
Center podjetja Republic Services za recikliranje polimerov v
Severni Ameriki
Podjetje Stadler Anlagenbau GmbH je v sodelovanju s podjetjem Krones zasnovalo in postavilo Center za polimere podjetja Republic Services v Las Vegasu, ki predeluje plastenke in druge plastične posode v surovino za proizvodnjo nove plastične embalaže. To je prvi obrat takšnega tipa v Severni Ameriki in zapira zanko krožnega gospodarstva za doseganje čedalje večjega povpraševanja po visokokakovostni reciklirani plastiki za uporabo v živilski industriji.
Republic Services, vodilno okoljsko storitveno podjetje v ZDA, je odprlo prvi vertikalno integriran obrat za recikliranje plastike v Severni Ameriki za proizvodnjo recikliranih smol za uporabo pri trajnostnem pakiranju. Pri novem Centru za polimere v Las Vegasu je podjetje Krones glavni dobavitelj in tesno sodeluje s podjetjem Stadler, ki je odgovorno za mehansko sortiranje na linijah PET in PO. Nov obrat bo letno proizvedel več kot 45 tisoč ton smole reciklirane iz plastičnih odpadkov, ki se bo vrnila v krožno gospodarstvo.

Nov Center za polimere predeluje vnaprej sortirano plastiko, ki jo podjetje Republic Services zbira na zahodnem delu ZDA za pridobivanje materiala PET, ki se ga predela v recikliran PET (rPET) v obliki delcev za izdelavo novih plastenk ter Poliolefina (PO), ki se ga predela za proizvodnjo novih plastenk, vrčev in posod. Center za polimere je prvi takšen obrat v Severni Ameriki, razlaga Pete Keller, podpredsednik za področje recikliranja in trajnosti pri podjetju Republic Services. To je hkrati tudi prvič, da eno podjetje v ZDA obvladuje celoten tok recikliranja plastike od zbiranja

odpadkov do proizvodnje visokokakovostnih recikliranih smol, ki se jih uporablja za trajnostno embalažo.
Za podjetje Republic Services je bil to zelo pomemben projekt, ki je zahteval natančno načrtovanje in proučevanje za izbiro najboljših projektnih partnerjev. V podjetju so že leta 2019 začeli razmišljati o Centu za polimere, razlaga Pete Keller in dodaja, da so se odločili za podjetji Stadler in Krones, saj so želeli proizvajati izdelke najvišje kakovosti in najvišje dodane vrednosti na trgu. Izdelke in zaposlene v podjetju Stadler so dobro poznali, zato so bili prepričani, da bo obrat dobro zasnovan, medtem ko so večkrat slišali, da pralne linije podjetja Krones omogočajo proizvodnjo najbolj kakovostnih delcev iz rPET na trgu. Ti sistemi omogočajo podjetju Republic Services proizvodnjo tako materialov primernih
Marec • 147 (3/2024) • Letnik 19 170 orodjArstvo in strojeGrAdnjA
» Center za polimere podjetja Republic Services v Las Vegasu. Vir: Republic Services
» Vertikalno integriran obrat za recikliranje plastike. Vir: Republic Services
za živilsko industrijo kot tudi materialov ločenih po barvah na način, ki v preteklosti ni bil možen, kar omogoča večje kroženje materiala.
Obrat z dvema linijama zapira zanko pri visokokakovostnem recikliranju plastike za živilsko industrijo
Center za polimere v Las Vegasu sortira in predeluje materiale, ki so dostavljeni v balah na dveh linijah, eni za odpadke PET in drugi za mešano odpadno plastiko, pri čemer ima vsaka linija kapaciteto 5 ton na uro. To je hkrati tudi največji obrat za recikliranje plastike z dvema linijama v ZDA, razlaga Mat Everhart, direktor podjetja Stadler America LLC, hčerinskega podjetja družbe Stadler Anlagenbau GmbH. Od obrata se pričakuje, da bo omogočil vračanje več kot 45 tisoč ton plastike v krožno gospodarstvo s proizvodnjo visokokakovostnih recikliranih materialov za izdelavo embalaže v skladu z zahtevami živilske industrije.
Na liniji za predelavo odpadne plastike PET gre material skozi mehansko sortiranje, tako so odstranjeni vsi kovinski delci, medtem ko balistični separator STT2000 proizvajalca Stadler loči material na volumetrične 3D-dele, ploščate 2D-dele in drobne delce. Tako pridobljene frakcije gredo skozi sortiranje v napravah, ki delujejo na podlagi senzorjev z bližnjo infrardečo svetlobo (NIR). Pokrovčki, obročki in ploščati 2D-deli gredo na stiskanje, medtem ko volumetrični 3D-deli gredo v stroj za odstranjevanje etiket proizvajalca Stadler. Material PET, zamaški in obročki gredo neposredno na linijo za pranje proizvajalca Krones, ki zdrobi in očisti material, medtem ko barvni PET se stisne v bale.

Na liniji za obdelavo mešanih plastičnih odpadkov mehanski separator ločuje in preseje material v lahke in težke frakcije. Težka frakcija mešane plastike se ločuje na polietilenske (PE) izdelke, in sicer štirih barv: naravna, bela, rdeča/oranžna/rumena in druge ter na dve vrsti polipropilena (PP): naravne/bele in drugih barv.
Iz preostanka materiala se izloči PET material, ki gre na linijo za PET. Materiali iz linije za mešano plastiko gredo po tekočem traku v shranjevalni zalogovnik, kjer delno avtomatiziran sistem omogoča odlaganje materiala glede na vrsto, ki se ga nato dovaja v stroj za baliranje.
Pridobite 30% boljše razmerje med ceno in zmogljivostjo Vas zanima kako?
Pooblaščeni distributer:
Nov CoroCut® 2 s prevleko GC1225 ponuja 30% boljše razmerje med ceno in zmogljivostjo pri utorjanju in odrezovanju na področju struženja z ISO P* materiali. Izjemna kakovost v kombinaciji z našim obsežnim znanjem s področja obdelave zagotavlja, da je CoroCut® 2 najboljša izbira na trgu. Pripravljeni na izračun Vaših prihrankov?
*Povprečno izboljšanje razmerja med ceno in zmogljivostjo glede na konkurenčne dobavitelje orodij po vsem svetu.
Več informacij na: sandvik.coromant.com/corocut2
AŠER, d.o.o
Brodišče 7, 1236 Trzin
Tel: +386 1 563 11 26
Fax: +386 1 563 11 28
» Balistični separator STT2000 proizvajalca Stadler. Vir: Stadler
info@aser.si www aser si
Uspešno sodelovanje za doseganje pravega krožnega gospodarstva na področju plastike
Center za polimere v Las Vegasu je del načrtov podjetja Republic Services glede postavitve mreže po vseh ZDA, ki bo uporabni kom pomagala pri doseganju pravega krožnega gospodarstva na področju plastike. Podjetje Republic Services je predano predelavi vsakega tovornjaka zbranih odpadov za napredno kroženje ključ nih materialov, razlaga Pete Keller. Center za polimere bo podjetju pomagal vzpostaviti kroženje plastike od plastenke do plastenke in od embalaže do embalaže, kar bo uporabnikom pomagalo doseči trajnostne cilje. Integriran model regionalnih središč bo zagota vljal pokritje po vseh ZDA in podjetje Republic Services prejema pozitivne odzive industrije in potencialnih uporabnikov, kar je pospešilo časovnico drugega in tretjega centra za polimere.
Načrti podjetja zajemajo izgradnjo še treh dodatnih Centrov za polimere, kar bi zaprlo vrzel med ponudbo in hitro naraščajočim povpraševanjem po reciklirani plastiki, ki ga poganja zakonodaja in želje uporabnikov po trajnostni embalaži. Poročilo Partnerstva za recikliranje ocenjuje, da se bo razkorak med dobavo materiala rPET in povpraševanjem leta 2025 približal 500 tisoč tonam.
Po pozitivni izkušnji sodelovanja s podjetjem Stadler na projektu Centra za polimere v Las Vegasu so se v podjetju Republic Services odločili, da razširijo to sodelovanje. Močno partnersko sodelovanje s podjetjema Stadler in Krones, snovanje obrata in kakovost opre
Novo vakuumsko prijemalo FEL: najbolj plosko med penastimi prijemali
Schmalz je razvil novo prijemalo za rokovanje z zasloni. Toda FEL zmore veliko več: je tako ploščat, da dokazuje svojo moč tudi pri drugih nalogah avtomatiziranega rokovanja na majhnih prostorih ali z zahtevnimi konturami.
Kovanec za 1 cent meri v premeru 16,25 milimetra. Osnovni del novega prijemala podjetja Schmalz je le malo višji. Temu je dodana deset milimetrov debela tesnilna pena. Strokovnjaki za vakuum pri Schmalzu so med razvojem upoštevali tudi energetsko učinkovi
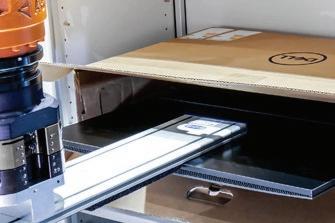

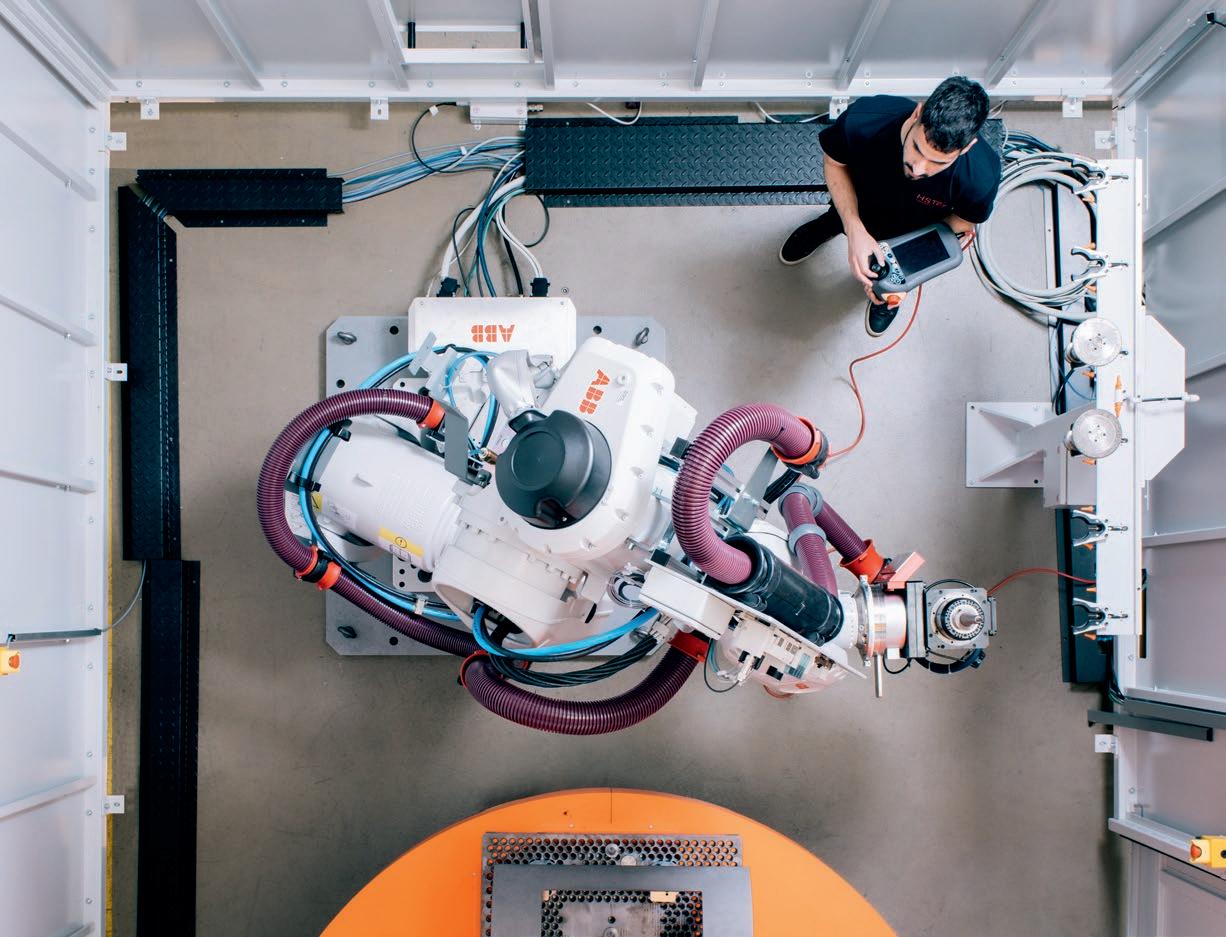
Marec • 147 (3/2024) • Letnik 19 172 orodjArstvo in strojeGrAdnjA
» Tesnilna pena je posebej nežna do površine obdelovanca, ima dolgo življenjsko dobo in jo je enostavno zamenjati zaradi hitro menljive folije.
Industrijska avtomatizacija, razvita po najvišjih standardih Industrije 4.0
Ali želite izboljšati učinkovitost, varnost in trajnostnost svojega proizvodnega procesa? Pri tem vam lahko pomagajo HSTec-ove rešitve za avtomatizacijo z industrijskimi roboti!
Naše rešitve vključujejo sisteme za 2D in 3D vid, robotske postaje za strego strojem ter avtomatizirane sisteme za merjenje in kontrolo obdelovancev.
Poleg desetletij izkušenj vam ponujamo rešitve "na ključ", ki pokrivajo vse od ocene vašega trenutnega proizvodnega procesa do projektiranja in razvoja nove, izboljšane rešitve ter njene integracije z vašimi obstoječimi proizvodnimi linijami.
Veselimo se novih priložnosti za dvig vašega proizvodnega procesa na višjo raven učinkovitosti, varnosti in trajnostnosti!
CHIRON Croatia d.o o Zagrebačka ulica 100 23000 Zadar Hrvaška tel. +385 23 205 405 info croatia@chiron-group com www.hstec.hr
Snap Signal za takojšen nadzor
strojev
Bannerjeva strojna in programska oprema Snap Signal omogoča pridobivanje dragocenih podatkov o strojih, ne da bi motila obstoječe nadzorne sisteme. S to enostavno rešitvijo v hipu povečate produktivnost, prihranite denar, zmanjšate izpad in optimizirate svoje proizvodne procese.
Odklenite polni potencial obrata
Optimizacija procesiranja podatkov je neizogiben razvojni korak v proizvodnih obratih, ne glede na uporabljeno poimenovanje –IIoT, digitalizacija, pametna tovarna ali industrija 4.0. Zahteve po rasti produktivnosti so vezane na pridobivanje boljšega vpogleda v stanje strojev in procesov. A zaradi različnih dejavnikov, npr. zastarele opreme in različnih podatkovnih formatov, ki onemogočajo ali omejujejo pridobivanje podatkov, lahko uvajanje IIoT nepričakovano postane velik izziv. Na srečo obstaja rešitev.
‘Snap-Signal’, kombinacija strojnega in programskega orodja podjetja Banner Engineering, omogoča povečanje produktivnosti in izkoristek polnega potenciala proizvodnega obrata.
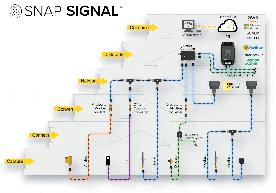






Izkoristite prilagodljivost rešitve
Snap-Signal je vsestranska IIoT rešitev, ki je sposobna pridobivati in pretvarjati podatkovne signale iz praktično vsakega vira v proizvodnem obratu. Celovit nabor modularne strojne in programske opreme podatke o strojih brezhibno pretvori v enotni industrijski standardni protokol, da so hitro in enostavno dostopni za učinkovito uporabo.


Izjemna prilagodljivost rešitve, ki ni vezana na določeno blagovno znamko opreme, omogoča nadzor ključne opreme le v enem delu ali v celotnem obratu. Poleg tega jo lahko uporabite na kateri koli točki vašega toka podatkov in je idealna tako za modernizacijo zastarele opreme kot za integracijo v nove stroje.
Uporabnost za obstoječe in nove postroje
Napravo, ne glede na njen izvorni tip signala, je treba najprej povezati z M12 konektorjem. Za naprave brez M12 konektorja so na voljo hitromontažne rešitve, ki se prilagajajo različnim tipom ožičenja. Signali se prenašajo prek kabelskih sklopov, pretvornikov in omrežnih naprav Snap-Signal, do lokalnega HMI, SCADA ali oblaka, kjer se podatki analizirajo v realnem času. Naprave na robu (angl. edge devices) lahko podatke enostavno prenašajo v oblačno platformo stranke ali v oblačno storitev Banner Cloud Data Services. Načrtovanje in uporaba rešitve Snap-Signal sta preprosta in stroškovno učinkovita, ne glede na to, ali jo prilagodite že obstoječim strojem ali uporabite na novi infrastrukturi.
primer prilagoditve obstoječemu postroju
Pri pakirnem stroju, ki še ne omogoča spremljanja podatkov, bi morali najprej identificirati podatke, ki jih želite spremljati. Rešitev
Marec • 147 (3/2024) • Letnik 19 174 orodjArstvo in strojeGrAdnjA
ne zahteva zamenjave obstoječe strojne opreme, le morebitno dopolnitev z novo, npr. z dodatnimi senzorji ali indikatorskimi lučkami. Za lažjo identifikacijo in izbor potrebnih Snap-Signal komponent je na voljo Bannerjev sistemski diagram.
Pri tem je treba v sosledju:
• Dodati kable s hitrimi konektorji na vsak obstoječi vir, ki ga želite spremljati, skupaj s pretvorniki, če so ti potrebni.
• Načrtovati optimalno ožičenje s T-konektorji, da se signali iz naprave prenesejo do Bannerjevega pametnega krmilnika za obdelavo.
• Sprejeti odločitev ali podatke prenašati lokalno prek žičnega Ethernet protokola ali uporabiti robni vmesnik za brezžičen prenos podatkov v izbrano oblačno platformo.
Ko je sistem zasnovan, sledi preprosta namestitev:
• Namestite vse nove naprave, ki jih želite uporabljati.
• Vse relevantne vire podatkov in njihove cilje na krmilnikih stroja povežete s kabli s hitrimi konektorji.
• Vse signale pretvorite v enotni komunikacijski protokol, nato pa se povežete s pametnim krmilnikom, da sklenete omrežje.
• Uporabite žičen ali brezžičen prenos podatkov za pridobivanje vpogleda v delovanje strojev v realnem času in s tem izboljšate njihovo delovanje.
Spoznajte nabor komponent Snap Signal
Krmilnik; DXMR90 je industrijski krmilnik, ki omogoča IIoT.
Iz več virov istočasno prenaša podatke v enotnem protokolu, da

so uporabni za analizo v realnem času. DXMR90 je sposoben tudi robne obdelave s pomočjo logike in manipulacije podatkov.
IO-Link Masterji; omogočajo zbiranje večje količine podatkov v realnem času iz več strojev ali naprav. Na voljo so dvovratni (R45), štirivratni (R90) ali osemvratni (R110) modeli. Služijo kot vmesniki za povezovanje IO-Link naprav z razpoložljivimi kontrolnimi sistemi. Prek protokolov Modbus RTU, Ethernet IP ali Modbus TCP (odvisno od modela) prenašajo podatke iz strojev in naprav, procesne parametre in diagnostične podatke. Na ta način omogočajo pošiljanje IO-Link podatkov v PLC-je, HMI-je, SCADA in oblačne platforme.
IO-Link zvezdišča; Bannerjeva IO-Link zvezdišča (angl. IO-Link hubs) pretvarjajo in združujejo diskretne signale v IO-Link podatkovni tok, ki je kompatibilen z drugimi napravami, vključno z Bannerjevim IO-Link Masterjem. Zvezdišča lahko uporabite tudi v tradicionalnih IO-Link sistemih za prenos signalov iz velikega števila diskretnih vhodov/izhodov v kontrolne sisteme višjega nivoja.
Pretvorniki; z Bannerjevimi pretvorniki S15C in R45C pridobite dragocene podatke o že obstoječih ali novih strojih in napravah. Omogočajo povezavo dveh prej nezdružljivih vrst naprav in brezhiben prenos podatkov med več IIoT ekosistemi. Sprejemajo različne vrste signalov, vključno z digitalnimi, analognimi in drugimi, ter jih pretvarjajo v enotne industrijske protokole, kot sta IO-Link ali Modbus. To olajša vključevanje zastarelih senzorjev v standardne protokole in omogoča procesni nadzor.
Serijski podatkovni radio; serijski podatkovni radio R70SR je kompaktna, nizkonapetostna brezžična komunikacijska naprava, ki se uporablja za razširitev obsega serijskih komunikacijskih omrežij.



Marec • 147 (3/2024) • Letnik 19 175 orodjArstvo in strojeGrAdnjA
Kidričeva ulica 25, 3000 Celje, T: 03 490 09 20, 041 646 386, info@tecos.si, www.tecos.si ZANESLJIV PARTNER PRI RAZVOJU IZDELKOV, ORODIJ IN TEHNOLOGIJ IN ZMANJŠAJTE TVEGANJA PRI RAZVOJU IZDELKOV ZNIŽAJTE STROŠKE PROIZVODNJE www.tecos.si T: 03 490 09 20, 041 646 386, Analiza vibracij ohišja pralnega stroja ZANESLJIV PARTNER PRI RAZVOJU IZDELKOV, ORODIJ IN TEHNOLOGIJ IN ZMANJŠAJTE TVEGANJA PRI RAZVOJU IZDELKOV ZNIŽAJTE STROŠKE PROIZVODNJE
Osnova je opremljena z M12 konektorji za hitro namestitev. Programska oprema za konfiguracijo Snap Signal; omogoča enostavno konfiguracijo in demonstracijo združljivih Modbus naprav podjetja Banner. Uporabniki imajo nadzor nad konfiguracijo naprav in strojev ter z lahkoto dostopajo do vizualiziranih podatkov ter demonstracij funkcij naprav in strojev.
poenostavite nadzor nad stroji z le enim prehodom
Omrežni prehod DXM1200-X2 z združitvijo najboljših lastnosti žičnih in brezžičnih naprav omogoča spremljanje razmer v vseh delih proizvodnega obrata – blizu in daleč, na lahko in težko dostopnih območjih. To preprosto rešitev lahko namestite v le nekaj minutah!






Z DXM1200 lahko povežete do 207 Bannerjevih ali naprav drugih proizvajalcev, da pridobite ključne podatke o zmogljivosti in stanju strojev. S preprostim ali kompleksnim programiranjem lahko te podatke najprej obdelate lokalno in jih nato prek Ethernet in mobilnih omrežij pošljete kamorkoli, kjer jih želite enostavno uporabiti s pomočjo oblačne nadzorne platforme.
www.tipteh.com/si
Sejem Mach 2024
Paul Horn predstavlja vrhunske orodne rešitve na sejmu Mach 2024
Paul Horn, vodilni proizvajalec natančnih orodij za odrezavanje, bo za trg Združenega kraljestva in Irske na sejmu Mach 2024 predstavil pet novih rešitev. Te inovacije, ki so zasnovane za izboljšanje postopkov superfiniša, frezanja, vrezovanja navojev (thread whirling), povrtavanja in struženja, predstavljajo predanost podjetja Horn za napredek proizvodnih tehnologij.
S sedeža proizvajalca orodij iz karbidnih trdnin, rezalnih ploščic iz karbidnih trdnin in držal za orodja Paul Horn v nemškem mestu Tübingen je bilo skozi leta na trg dobavljenih že več kot 200 tisoč posebnih orodnih rešitev, medtem ko trenutna ponudba podjetja zajema 25 tisoč standardnih izdelkov, vključno s petimi, ki bodo trgu Združenega kraljestva in Irske predstavljene na letošnjem sejmu Mach 2024. Hčerinsko podjetje Horn Cutting Tools bo na razstavnem prostoru 6-210 obiskovalcev podrobno predstavilo teh pet novosti poleg obsežnega nabora drugih orodij.
Superfiniš izvrtin
Poleg sistemov Supermini za povrtavanje, izdelavo utorov in posnemanje ostrih robov podjetja Horn, bo na sejmu predstavljena različica orodja z natančno brušeno čelno stranjo za izdelavo ultra finih izvrtin. Brušen rezalni rob orodja je brez zarez pri 200-kratni povečavi, tako da se orodje lahko uporabi za obdelavo komponent z notranjim premerom le 0,3 mm. Ostra geometrija rezalnih ploščic zagotavlja zanesljivost procesa tudi pri zelo majh-
Marec • 147 (3/2024) • Letnik 19 176 orodjArstvo in strojeGrAdnjA
nim podajanji. Posebej razvita prevleka pa je primerna za obdelavo nerjavnega jekla.
Rezalne ploščice za sistem Supermini Type 105 zahteva le eno držalo orodja za veliko več kot tisoč različic rezalnih ploščic, kar velja za levoročno in desnoročno različico. Rezalne ploščice iz karbidne trdnine so na voljo s prevleko ali brez ter iz različnih materialov za raznolike aplikacije, vključno z obdelavo v trdno do 66 HRC. Patentiran prečni presek v obliki kaplje ima učinek dušenja vibracij in zagotavlja odlično ponovljivost pri menjavi rezalnih ploščic. Notranji dovod hladilno-mazalne tekočine do rezalnih ploščic podaljša življenjsko dobo orodja, poveča zmogljivost odrezavanje in izboljša odvajanje odrezkov. Podjetje Horn ponuja orodja s čelnimi vpenjalnimi elementi, ki omogočajo enostavno menjavo rezalnih ploščic, brez potrebe po odstranitvi držala orodja iz obdelovalnega stroja.
Visokozmogljivo frezanje nerjavnega jekla
Podjetje Horn je razvilo nov nabor frezal iz karbidnih trdnin za obdelavo nerjavnega jekla, ki se veliko uporablja v živilski, kemični in farmacevtski industriji ter na področju urarstva in drugih natančnih industrijah. Frezala so zaradi svoje geometrije in učinkovitega odstranjevanja odrezkov primerni za obdelavo tudi številnih drugih materialov. Kombinacija osnovnega materiala orodja, makro in mikro geometrije in prevleke IG3 zagotavlja visoko zmogljivost odrezavanja in dolgo življenjsko dobo orodja. Predvsem prevleka ponuja odpornost na visoke temperature pri obdelavi jekel legiranih s kromom, nikljem in molibdenom.
Orodja so na voljo v dveh tipih in so na zalogi. Različica DSHPR je primerna tako za končno obdelavo kot tudi za grobo obdelavo, medtem ko je geometrija prilagojena za obdelavo žepov in polno. Tip DSR s svojimi zelo ostro geometrijo rezalnega robu in kratko zasnovo je primerno za obdelavo zelo majhnih obdelovancev pri nestabilnih pogojih vpetja, kar se pogosto pojavi na področju medicinske tehnologije in industrije urarstva. Vsa orodja linije DSHPR so na voljo s štirimi rezalnimi robovi in s premeri 2 do 20 mm, medtem ko imajo frezala DSR tri rezalne robove in so na voljo v premerih 1 do 10 mm.
Nov visokozmogljiv material orodij za vrezovanje navojev (thread whirling)
Nova visokozmogljiva karbidna trdnina SG3P podjetja Horn omogoča izboljšane možnosti glede zmogljivosti obdelave in življenjske dobe orodij pri vrezovanju navojev na medicinskih vijakih, saj omogoča krajše čase ciklov izdelave navojev zaradi visokih parametrov odrezavanja, vključno pri materialih, ki so tradicionalno zahtevni za obdelavo. Poleg tega pa kombinacija ultrafinozrnate strukture karbidne trdnine in visokotemperaturno odporne prevleke poveča zanesljivost procesa in izboljša kakovost obdelanih komponent. Lastne kapacitete izdelave prevlek omogočajo kratke dobavne čase, medtem ko je karbidna trdnina na voljo za vse standardne orodne sisteme za vrezovanje navojev podjetja Horn.
Drog za povrtavanje s prilagodljivim dušenjem vibracij
Dolga vpetja lahko pri orodjih za struženje povzročijo oscilacije pri povrtavanju notranjih geometrij. Poleg povzročanja sledi drdranja na površini obdelanih komponent, vibracije lahko vodijo do bistveno skrajšane življenjske dobe orodij. Pri neugodnih razmerij med dolžino in premerom orodja, pod določenimi pogoji lahko pride celo do vibracij dušenih drogov za povrtavanje. Za odpravljanje teh težav so v podjetju Horn razvili drog za povrtavanje z nastavljivim dušenjem vibracij, tako da se jo lahko nastavi glede na
amplitudo ustvarjenih oscilacij, ki jih povzroča proces obdelave. Natančne nastavitve tako omogočajo struženje brez vibracij, kar zagotavlja boljšo kakovost obdelane površine in bistveno podaljšano življenjsko dobo orodij.
Dušilni element, drog iz karbidne trdnine podprta z O-ringi, se nastavlja z zunanje strani s privijanjem vijaka za fino nastavljanje prednapetih obročkov. To omogoča natančno nastavitev droga za povrtavanje, da se čim bolj zmanjšajo pričakovane vibracije, ki se pojavijo med ciklom obdelave. Podjetje Horn ponuja standardne različice drogov za povrtavanje z razmerji med dolžino in premerom 5 : 1 in 8 : 1, ki so na zalogi, medtem ko so za posebna orodja na voljo tudi večja razmerja. Za izdelavo utorov podjetje Horn ponuja sistem S224 z dvojnim robom, medtem ko vpenjalna kaseta BK 224 proizvajalca Horn zagotavlja stabilen vmesnik med drogom za povrtavanje in rezalno ploščico. Za dodatno povečanje zanesljivosti procesa, imajo orodja notranji dovod hladilno mazalne tekočine.

» Nov orodni sistem iz karbidne trdnine podjetja Horn za frezanje nerjavnega jekla s svojo kombinacijo osnovnega materiala, makro in mikro geometrije ter prevleke IG3 zagotavlja visoko zmogljivost obdelave in dolgo življenjsko dobo orodja. Vir: Horn
Zelo trdi materiali za struženje zavornih diskov
Podjetje Horn predstavlja tudi nov nabor orodij za ekonomično obdelavo zavornih diskov. Ta zajemajo rezalne ploščice ISO iz kubičnega borovega nitrida (CBN), ki se večinoma uporabljajo za obdelavo litega železa in rezalne ploščice s konico iz CBN. Material nima kovinskega veziva, tako da zagotavlja največjo trdoto v vročem med vsemi materiali orodij za odrezavanje. Podjetje Horn ponuja rezalne ploščice za striženje ISO S iz CBN z osmimi rezalnimi robovi za grobo in fino obdelavo. Običajni parametri obdelave za ta orodja zajemajo hitrosti odrezavanja, ki so bistveno višje od 1.000 m/min, globine odrezavanja več milimetrov in podajanja do 0,7 mm/obrat. V ponudbi so tudi stabilna držala za orodja. Glede na obdelavo in stopnjo odnašanja material se lahko z eno rezalno ploščico lahko obdela več kot tisoč zavornih diskov iz litega železa. Poleg tega je podjetje Horn predstavilo tudi dve različni orodni rešitvi za obdelavo utorov za odvajanje toplote na zavornih diskih. Profilna rezalna ploščica S117 s konico iz CBN je idealno primerna glede hitrosti odrezavanja in življenjske dobe orodja pri velikoserijski proizvodnji. Med obdelavo zavornih diskov je vsak utor izdelan v eni operaciji v manj kot dveh sekundah. Za večjo fleksibilnost pa rezalne ploščice s polnim radijem in konico iz CBN S229 ponujajo možnost kopirnega struženja utorov v približno štirih sekundah. Pri obeh tipih rezalnih ploščic je možno ostrenje. Torna povezava med držalom in rezalno ploščico preprečuje tlačne napetosti na rezalno ploščico, medtem ko oblika ležišča rezalne ploščice preprečuje napake pri vpenjanju ter povečuje natančnost obdelave.
Marec • 147 (3/2024) • Letnik 19 177 orodjArstvo in strojeGrAdnjA
www.etmm-online.com www.horn-group.com
Elektromotorji za prihodnost
Belgijski proizvajalec elektromotorjev Elnor Motors NV je s svojo stoletno tradicijo razvoja in proizvodnje elektromotorjev poznan po vsem svetu. Vendar podjetje ne počiva na lovorikah, temveč je usmerjeno v prihodnost, saj je pred kratkim obnovilo svoj sedež v belgijskem mestu Wespelaar ter povečalo produktivnost z najsodobnejšo avtomatizirano obdelovalno celico z dvostransko merilno glavo.
Začetki podjetja Elnor, ki se nahaja med Mechelenom in Leuvenom v regiji Wespelaar, segajo v leto 1907. Z leti se je podjetje čedalje bolj osredotočalo iz razvoja in velikoserijske proizvodnje majhnih elektromotorjev na ponudbo veliko bolj raznolike maloserijske ponudbe elektromotorjev po meri uporabnikov.
» Belgijski podjetje Elnor ima stoletno tradicijo na področju razvoja in proizvodnje elektromotorjev. Vir: Mazak
Evolucija podjetja iz masovne proizvodnje standardnih elektromotorjev na snovanje in proizvodnjo bolj namenskih motorjev na podlagi zahtev kupcev je vzpodbudila željo po celoviti lastni proizvodnji, vključno z obdelavo, razlaga Tom Paesmans, direktor podjetja Elnor, ki dodaja, da so zaradi tega njihovi elektromotorji edinstveni, kar opažajo uporabniki po vsem svetu. V podjetju vsako leto izdelajo med 70 in 80 tisoč elektromotorjev, pri čemer jih je 95 odstotkov namenjenih izvozu, kar postavlja regijo Wespelaar na svetovni zemljevid.
Ključ do uspeha podjetja Elnor je bil razvoj zmogljivosti namenske proizvodnje elektromotorjev, predvsem tistih, namenjenih uporabi v eksplozivnih okoljih (ATEX). Zaradi takšne visoke ravni specializacije se podjetju ni treba več osredotočati na velikoserijsko proizvodnjo, pri čemer v celoti razvija elektromotorje v skladu z zahtevami uporabnikov, ki jih nato sestavijo izkušeni zaposleni v podjetju Elnor.
V podjetju Elnor sodelujejo s kupci pri razvoju elektromotorjev, ki ustrezajo zahtevam vse do najmanjših podrobnosti in s točnimi

» Center za struženje v podjetju Elnor ima vgrajeno dvosmerno tipalo za skeniranje obdelovancev na glavnem vretenu in protivretenu, kar omogoča zagotavljanje doseganja ozkih toleranc obdelave. Vir: Mazak
dimenzijami, ki ustrezajo končnim aplikacijam, razlaga Tom Paesmans. Čeprav trenutno poteka veliko aktivnosti glede obsežnih prilagoditev v avtomobilski industriji, ta trend ne velja za področje elektromotorjev. Kljub temu pa v podjetju Elnor nenehno preverjajo, ali elektromotor lahko deluje v določenem prostoru in ali se ga lahko izdela za določeno ceno. Ne nazadnje pa dodana vrednost po meri izdelanega elektro motorja več kot upraviči dodatne stroške. prvi korak v smeri avtomatizacije
Glede na zahtevne aplikacije, kjer se uporabljajo izdelki podjetja Elnor, je ključnega pomena zagotavljanje visoko natančne in stroškovno učinkovite proizvodnje. Zaradi tega mora biti integracija avtomatiziranih sistemov natančno načrtovana za zagotavljanje kakovosti v celotnem proizvodnem procesu.
V podjetju Elnor ne gre le za avtomatizacijo proizvodnih sistemov, razlaga Tom Paesmans, ki poudarja, da morajo sisteme avtomatizacije integrirati na pameten način. Glede na veliko raznolikost v proizvodnji in zahtevane ozke tolerance, predvsem pri izdelavi elektromotorjev za aplikacije ATEX, morajo biti nove tehnologije previdno implementirane. To se je izkazalo predvsem pri novi stružnici, ki je morala biti kompatibilna za avtomatizacijo in omogočiti namestitev dvostranskega dotičnega merilnega sistema.
Marec • 147 (3/2024) • Letnik 19 178 orodjArstvo in strojeGrAdnjA
»Avtomatizirane sisteme moramo pametno integrirati. Glede na veliko raznolikost v proizvodnji in zahtevane ozke tolerance, morajo biti nove tehnologije previdno integrirane v proizvodni proces.« Tom Paesmans, direktor podjetja Elnor
Zelo ustrezna rešitev
Za zagotovitev potrebne tehnologije obdelave so se v podjetju Elnor obrnili na dolgoletnega dobavitelja obdelovalnih strojev, podjetje Yamazaki Mazak. Ob upoštevanju vseh zahtev podjetja Elnor glede obdelave so v podjetju Mazak priporočili center za struženje
QUICK TURN 200MSY s sistemom za avtomatizacijo Tower podjetja RoboJob. Obdelovalni center QUICK TURN 200MSY, ki je bil razvit za visokozmogljivo in zahtevno obdelavo, s svojim visoko učinkovitim drugim vretenom omogoča tako struženje kot tudi frezanje, kar je bila ključna zahteva podjetja Elnor.
Že takoj po namestitvi je postala vsestranskost obdelovalnega centra QUICK TURN 200MSY zelo očitna, razlaga Jurgen Meynaerts, operater obdelave v podjetju Elnor. Obdelovalni center se v podjetju Elnor večinoma uporablja za obdelavo ulitkov iz litega železa in aluminija, ki morajo biti struženi in imajo luknje z navoji na obeh straneh, kar omogoča dvanajst orodij na revolverju in z dveh strani gnana orodja.
Jurgen Meynaerts dodaja, da je največja prednost obdelovalnega centra QUICK TURN 200MSY možnost uporabe dvostranskega merilnega sistema s tipalom. Pri obdelavi v zelo ozkih tolerancah, ki so pogosto znotraj 12 μm, merilni sistem omogoča skeniranje posameznih obdelovancev na glavnem vretenu in protivretenu, na podlagi česar se prilagaja obdelava.
Zaupanje v edinstveno rešitev
Obdelovalni center QUICK TURN 200MSY je hitro postal kritičen del opreme v proizvodnji podjetja Elnor, saj zagotavlja popolno kombinacijo avtomatizacije, natančnosti in fleksibilnosti. Dejstvo, da podjetje Mazak lahko ponudi celovit paket na ključ, ki združuje avtomatizacijo in meritve s struženjem in frezanje, vzbuja veliko zaupanja v podjetju Elnor, tako da se je odločitev za investicijo zelo izplačala. Stroj QUICK TURN 200MSY in sistem avtomatizacije podjetja RoboJob omogočata doseganje ozkih toleranc, ki jih zahtevajo kupci podjetja Elnor, tako da sedaj pokriva približno 80 odstotkov obdelave ulitkov. Poleg tega pa je bistveno povečal letne kapacitete ob zelo majhnem številu ustavitev.
»Dejstvo, da Mazak lahko ponudi celovit paket na ključ, ki združuje avtomatizacijo in meritve s struženjem in frezanje, nam


» Za podjetje Elnor je bilo ključnega pomena, da je proizvajalec strojev Mazak lahko ponudil rešitev avtomatizacije Tower podjetja RoboJob na centru za struženje QUICK TURN 200MSY. Vir: Mazak
daje zaupanje, da smo se dobro odločili.« Tom Paesmans, direktor podjetja Elnor
pametna avtomatizacija in organizacija
Med epidemijo covid-19 je fleksibilnost obdelovalnega centra QUICK TURN 200MSY omogočala podjetju Elnor izvajanje kompleksne obdelave, kot je izdelava elektromotorjev za ventilatorje hladilnih kontejnerjev za distribucijo cepiva. Tom Paesmans je zelo zadovoljen z investicijo v ta obdelovalni center in s pozitivnim vplivom, ki ga ima na proizvodnjo v podjetju Elnor.

V podjetju Elnor so potrebovali nekaj časa za vzpostavitev merilnega sistema na obdelovalnem stroju QUICK TURN 200MSY, vendar so rezultati navdušujoči, poudarja Tom Paesmans. Sedaj imajo v podjetju še posebej zanesljivo in stabilno rešitev avtomatizacije za strego stroja, ki je podjetju preko lastnih inovacij omogočila razširitev kapacitet tudi na področju zahtevnih aplikacij. Pametno združevanje serij obdelave lahko na primer maksimalno skrajša čas menjav. Avtomatizacija in organizacija gresta z roko v roki v podjetju Elnor, kar omogoča obdelavo majhnih serij različnih komponent, kar je bolj stroškovno učinkovito tako za podjetje Elnor kot tudi njihove kupce.
Marec • 147 (3/2024) • Letnik 19 179 orodjArstvo in strojeGrAdnjA
» Obdelovalni center QUICK TURN 200MSY proizvajalca Mazak se v podjetju Elnor večinoma uporablja za obdelavo ulitkov iz litega železa in aluminija. Vir: Mazak
» QUICK TURN 200MSY z rešitvijo za strego podjetja RoboJob pokriva približno 80 odstotkov obdelave ulitkov v podjetju Elnor. Vir: Mazak
www.cnc-pro.si www.mazak-customers.com www.elnor.be
Hidravlično ekspanzijsko držalo
orodja Tendo Slim 4ax
Hidravlično ekspanzijsko držalo orodja Tendo Slim 4ax proizvajalca Schunk sedaj omogoča združitev celotne zunanje geometrije krčnega naseda v skladu s standardom DIN 69882-8 in preverjene tehnologije hidravlične ekspanzije podjetja Schunk.
Vitko in natančno držalo za orodja je idealno primerno za serijsko proizvodnjo. Serije testiranj so dokazale, da držalo za orodja z lastnostmi dušenja vibracij tehnologije hidravlične ekspanzije bistveno izboljša postopek frezanja. Zasnova držala za orodja, ki deluje na podlagi hidravlične ekspanzije zmanjša maksimalne sile odrezavanja v Y-smeri, zaradi česar prihaja do manjših odklonov orodja. Zmanjšanje obremenitev rezalnih robov pa omogoča doseganje daljše življenjske dobe orodja. Poleg tega pa uporabniki lahko izkoriščajo prednosti natančnih dimenzij vpenjala in maksimalne natančnosti obdelave.
Podobno kot pri drugih hidravlično ekspanzijskih držalih za orodje serije Tendo proizvajalca Schunk, tudi držalo Tendo Slim 4ax zagotavlja dolgotrajno natančnost opleta, popolno dušenje vibracij in hitro menjavo orodja s pomočjo viličastega ključa. Držalo za orodja omogoča doseganje ozkih oblikovnih in dimenzijskih toleranc obdelave brez potrebe po dragih perifernih napravah za vpenjanje orodij. Ker natančno vpenjanje orodij lahko nadomesti konvencionalno vpenjanje orodij s krčnim nasedom, se lahko prednosti vpenjanja orodij s tehnologijo hidravlične ekspanzije hitro preveri na obdelovalnem stroju, brez potrebe po novem programiranju obdelave. Podobno kot pri vseh hidravlično ekspanzijskih držalih za orodja proizvajalca Schunk, se tudi držalo Tendo Slim 4ax lahko uporablja brez dragih perifernih naprav za vpetje, ko je to potrebno pri vpenjanju s krčnim nasedom. Držalo, ki omogoča uporabo minimalne količine hladilno-mazalnega sredstva (MQL) je odporno na umazanijo in zahteva izjemno malo vzdrževanja.
Nagrada za prijaznost podnebju
CDP je podjetje FANUC ocenil kot »A-Seznam«
Globalna okoljska neprofitna dobrodelna organizacija CDP je podjetje FANUC, vodilno v svetu na področju tovarniške avtomatizacije, nagradilo s priznanjem za vodilno vlogo na področju korporativne preglednosti in uspešnosti na področju podnebnih sprememb, s čimer si je podjetje prvič zagotovilo mesto na svojem letnem seznamu »A Seznam«.
Na podlagi podatkov, sporočenih prek vprašalnika CDP o podnebnih spremembah 2023, je le 346 podjetij od več kot 21.000 podjetij po vsem svetu razvrščenih na seznam A.
FANUC je postavil srednjeročne in dolgoročne cilje za zmanjšanje emisij toplogrednih plinov in spodbuja več prizadevanj za njihovo doseganje. Cilje podjetja za proračunsko leto 2030 potrjuje pobuda SBT (Science Based Targets), ki temelji na Globalnem dogovoru Združenih narodov, Svetovnega inštituta za vire in Svetovnega sklada za naravo.

» Hidravlično ekspanzijsko držalo orodja Tendo Slim 4ax proizvajalca Schunk. Vir: Schunk
Za razliko od držal za orodja s krčnim nasedom zagotavlja trajno natančnost opleta, ki je manjša od 0,003 mm pri dolžinah orodja 2.5xD in razred balansa G 2.5 pri 25 tisoč obratih na minuto. Zaradi vseh teh lastnosti se hidravlično ekspanzijsko držalo za orodja Tendo Slim 4ax brezhibno vključuje v preverjen program izdelkov za hidravlično ekspanzijsko vpenjanje orodij podjetja Schunk. Trenutno so na voljo držala z vmesniki HSK-A63 dimenzij ø 10 mm/L1 = 120 mm, ø 12 mm/L1 = 90mm, ø 12 mm/L1 = 120 mm, ø 14 mm/L1 = 90 mm, ø 14 mm/L1 = 120 mm in ø 20 mm/L1 = 90 mm. V planu pa so različice za orodja premera 6 do 32 mm in za dolžine L1 velikosti 90, 102 in 160 mm.
www.mb-naklo.si schunk.com
www.todaysmedicaldevelopments.com
FANUC prispeva k uresničitvi ogljično nevtralne družbe s spodbujanjem zmanjšanja emisij, ne samo iz lastnih dejavnosti podjetja, temveč tudi dejavnosti njegovih strank z razvojem in zagotavljanjem izdelkov z izboljšano učinkovitostjo varčevanja z energijo. Podjetje je vodilni svetovni dobavitelj CNC-sistemov in industrijskih robotov ter obdelovalnih strojev. www.fanuc.si
Marec • 147 (3/2024) • Letnik 19 180 orodjArstvo in strojeGrAdnjA

Kombinacija pametnega sistema
za dušenje vibracij in orodij za povrtavanje izvrtin
velikih premerov
Podjetje Big Kaiser, vodilni globalni proizvajalec premijskih visokonatančnih orodnih sistemov in rešitev za področje kovinskopredelovalne industrije, predstavlja svoje novo orodje za povrtavanje izvrtin velikih premerov, ki je pritrjeno na držalo orodja za pametno dušenje vibracij med obdelavo.
Inovativni izdelek zaznamuje prihod nove družine orodij za povrtavanje s priznanimi vpetji CK, ki so zasnovana tako za grobe kot tudi za fine postopke povrtavanja. Orodja za povrtavanje izvrtin velikih premerov vsebujejo patentirano tehnologijo pametnega dušenja vibracij podjetja Big Kaiser, ki je zasnovana za zmanjšanje vibracij, medtem ko so orodja za povrtavanje na voljo za izvrtine do premera 320 mm.
S tem so v podjetju Big Kaiser brezhibno združili svoje številne napredne tehnologije, kot so izjemna modularnost vpetij CK, zmogljivost pametnega dušenja vibracij, preprečevanja nastanka drdranja pri odrezavanju in orodja za grobo in fino povrtavanje lukenj do premera 320 mm, razlaga Giampaolo Roccatello, direktor prodaje in trženja za Evropo pri podjetju Big Kaiser. S predstavitvijo nove družine orodij za povrtavanje velikih premerov



» Novo orodje za povrtavanje izvrtin velikih premerov združuje tehnologijo pametnega dušenja vibracij in modularnost vpetij CK proizvajalca Big Kaiser. Vir: Big Kaiser
v podjetju še naprej potiskajo meje svoje inovativnosti pri rešitvah za področje povrtavanja globokih lukenj velikega premera. Integriran sistem pametnega dušenja vibracij v teh orodjih izboljša stabilnost vpetja, kar vodi k izboljšani natančnosti med povrtavanjem. Takšna integracija tehnologij podjetja Big Kaiser ustvari trdnejše sisteme za razliko od uporabe ločenih ali modularnih komponent. Poleg tega pa novo predstavljena orodja omogočajo uporabo dovoda hladilno mazalne tekočine skozi središčno luknjo, kar poenostavi uporabo.
Orodja za povrtavanje izvrtin velikih premerov so namenjena uporabi širokemu naboru področij, od energetike, vojaške in letalske industrije pa vse do proizvodnje velikih motorjev z notranjim zgorevanjem. Nova povrtala s pametnim dušenjem vibracij in vmesnikom CK so že na voljo.
www.bigkaiser.com
Marec • 147 (3/2024) • Letnik 19 182 orodjArstvo in strojeGrAdnjA
» Podjetje Big Kaiser predstavlja novo orodje za povrtavanje izvrtin velikih premerov, pritrjeno na držalo orodja za pametno dušenje vibracij med obdelavo. Vir: Big Kaiser
Mapal – tehnološki partner in ponudnik celovitih storitev pri izdelavi orodij za die&mould
Življenjska doba kalupov, ki jih je treba izdelati, in natančnost oblikovanih delov, sta ključnega pomena za globalno konkurenčnost. Izdelki die&mould so vedno bolj natančni in hkrati tehnološko zahtevni. Zato so pričakovanja izdelovalcev kalupov die&mould do svojih dobaviteljev rezilnih orodij vse višja. To področje zahteva vedno bolj natančna, hitra, tehnološko dovršena in učinkovita rezilna orodja.
Mapal je vrhunski proizvajalec orodij z najvišjo natančnostjo, zato predstavlja enega izmed večjih dobaviteljev orodij v najzahtevnejših sektorjih, kot so avtomobilska industrija, strojništvo in letalska industrija. Stranke se lahko zanesejo na dolgoletne izkušnje tehnološkega vodje na področju strojne obdelave. MAPAL je svoje vrhunsko tehnološko znanje, izkušnje ter natančnost prenesel tudi na področje rezilnih orodij za izdelavo kalupov die&mould. Ponuja orodja in vpenjalne glave ter učinkovite, ekonomične in v prihodnost usmerjene procesne rešitve za industrijo izdelave orodij in kalupov.
[ Pripravil: Gašper Eržen, MB-NAKLO, d. o. o. ]







Marec • 147 (3/2024) • Letnik 19 183 orodjArstvo in strojeGrAdnjA
www.mb-naklo.si
» Obsežna standardna ponudba MAPAL za sektor die & mould. Nudijo rešitve za vsako aplikacijo!
Sesalne gume MX proizvajalca PIAB sedaj tudi v velikosti 25 mm in dodatnimi funkcijami
Tako rešitve za skrajšanje časa izpadov strojev za menjavo orodij med različnimi aplikacijami kot tudi energetska učinkovitost so zdaj v avtomatiziranih procesih še pomembnejše. Sesalne gume MX proizvajalca PIAB se lahko uporabljajo v različnih aplikacijah brez sprememb sistema in s svojimi odličnimi prijemalnimi zmogljivostmi optimizirajo porabo energije.
Majhna velikost, prilagodljiva uporaba
S premerom le 25 mm so nove sesalne gume MX25 najmanjše v uspešni družini MX. Tako kot pri drugih velikostih sesalne gume enostavno pobirajo predmete iz najrazličnejših materialov in z različnimi geometrijami. Zaradi svoje manjše velikosti so idealne za natančno prijemanje majhnih predmetov, na primer v e-trgovini in logističnih aplikacijah ter pri sortiranju in recikliranju odpadkov.
Pri rokovanju z večjimi predmeti je mogoče na orodje namestiti več sesalnih gum MX25 in tako povečati dvižno površino ter razporediti obremenitev za varnejši in zanesljivejši oprijem, zlasti pri aplikacijah, kjer je bistvena hitrost.
Novi dodatki za večjo učinkovitost
Sesalne gume MX so bile že od samega začetka mišljene kot večnamenske sesalne gume. Preprosto primejo skoraj vse, ne glede na material in geometrijo. Ta prilagodljivost je zdaj vrhunska zaradi


možnosti dodajanja dodatnega meha (do tri mehe) iz asortimana piGRIP®. Dodatni meh poveča višino sesalne gume in omogoča pobiranje predmetov različnih višin in dimenzij. Ta prilagodljivost je natanko tisto, kar je potrebno za izpolnjevanje vedno bolj individualnih zahtev v logistični industriji.
Velikosti priseskov MX35-65 je zdaj mogoče konfigurirati tudi s spodaj nameščenimi filtrirnimi diski. Povečana površina filtra lahko dodatno podpira/pomaga zmanjšati čas vzdrževanja, zlasti v prašnem okolju.
Edinstvene lastnosti sesalnih gum MX:
• Bolj trajnostno in energetsko učinkovito delovanje zaradi nizkega vakuumskega.
• Izjemne zmožnosti tesnjenja omogočajo rokovanje z različnimi vrstami predmetov z različnimi geometrijami in površinskimi.
• Nizka stopnja gubanja embalaže zaradi nizke stopnje vakuuma.
• Varen in stabilen oprijem za uporabo pri visokih hitrostih tudi pri nizkih stopnjah vakuuma.
• Podaljšana življenjska doba zaradi elastičnega in obrabno odpornega materiala DURAFLEX®.
Več informacij o vakuumskih prijemalih PIAB dobite pri podjetju INOTEH.
www.inoteh.si
Marec • 147 (3/2024) • Letnik 19 184 orodjArstvo in strojeGrAdnjA
InOteh
» Sesalne gume MX

Glavni in odgovorni urednik: Darko Švetak
Urednik področja Nekovin: Matjaž Rot
Urednik področja Orodjarstvo in strojegradnja: dr. David Homar
Urednik področja Spajanje, materiali in tehnologije: dr. Damjan Klobčar, dr. Borut Kosec, dr. Aleš Nagode
Urednik področja Vzdrževanje in tehnična diagnostika: dr. Franc Majdič
Urednik področja Proizvodnja in logistika: dr. Mihael Debevec, Boštjan Juriševič, dr. Timi Karner
Urednik področja Naprednih tehnologij: Denis Šenkinc
Tehnični urednik: Miran Varga
Strokovni svet revije: Boris Bell, dr. Boštjan Berginc, dr. Franci Čuš, dr. Slavko Dolinšek, Vinko Drev, dr. Aleš Hančič, Boris Jeseničnik, dr. Mitjan Kalin, dr. Janez Kopač, Jernej Kovač, Marko Mirnik, dr. Blaž Nardin, Marko Oreškovič, dr. Peter Panjan, dr. Tomaž Pepelnjak, dr. Tomaž Perme, dr. Aleš Petek, Janez Poje, dr. Franci Pušavec, Janez Škrlec
Novinar: Esad Jakupovič, Petra Bauman, Jana Petkovšek Štakul
Prevajanje in lektoriranje: Ivica Belšak, s. p., Marko Oreškovič, s. p., Dušanka Grubor Železnik, Mojca Savski
Idejna zasnova revije: PROFIDTP d.o.o.
Računalniški prelom revije: Fit media d.o.o.
Oblikovanje naslovnice in oglasov: PROFIDTP d.o.o.
Tisk: SCHWARZ PRINT d.o.o., Ljubljana
Izdajatelj: PROFIDTP d.o.o., Gradišče VI 4, 1291 Škofljica, Slovenija
SEZNAM OGLAŠEVALCEV
45
59 ABC-Brizganja d.o.o.
19
55
1, 113 CNC-PRO, d.o.o.
d.o.o.
39 ECOCLEAN GmbH
1, 114 ELEKTROSPOJI d.o.o., Ljubljana
95 ELESA+GANTER Austria GmbH
1, 117 EMUS d.o.o.
1, 61 ENGEL Austria GmbH
93 ESTRA d.o.o. Ljubljana
1 FANUC ADRIA d.o.o.
81 FIST, d.o.o.
30 HAHN AUTOMATION d.o.o.
1, 145 HALDER d.o.o.
73, 147 HASCO Austria GmbH
165 HENNLICH d.o.o.
101 Hexagon Metrology S.P.A., podružnica v Sloveniji
1, 119 Hoffmann d.o.o.
41 IB-CADDY d.o.o.
137 INOTEH d.o.o.
159 IVEKOVIĆ - TZM OBRT
89 IZIT d.o.o.
1, 71 KMS, d.o.o.
69 LAKARA d.o.o.
83 LESNIK, d.o.o., Kranj
79 LESPATEX, d.o.o., Ljubljana
10, 11 Lin&Nil, d.o.o.
149 MARSI GROUP d.o.o.
97 MB - NAKLO d.o.o.
105 MIEL d.o.o.
131 Murrelektronik GmbH
75 Nomis-SI d.o.o.
1, 183 Olma d.o.o.
1, 87 OMEGA AIR d.o.o. Ljubljana
1, 65 PLASTMA d.o.o.
87, 187 PROFIDTP d.o.o. Indrustrijski forum IRT
2024
4 PROFIDTP d.o.o. - revija IRT3000
6 PROFIDTP d.o.o. - strokovna literatura
143 RD PICTA TEHNOLOGIJE, d.o.o.
57 ROBOS d.o.o.
Naklada: 2.100 izvodov
790 naročnikov tiskane revije IRT3000
200 tiskanih izvodov revije za promocijo na sejmih in dogodkih 1.110 naročnikov na e-revijo IRT3000
Distribucija revije v: Slovenija in države naročnikov in oglaševalcev. Brezplačne izvode revije pošiljamo v knjižnice in zainteresirane strokovne šole.
Uredništvo revije: Simona Jeraj, vodja
Naslov uredništva: Revija IRT3000, Motnica 7a, 1236 Trzin
Kontaktni podatki uredništva, naročnine, oglaševanje: Revija IRT3000, Motnica 7a, 1236 Trzin
Telefon: +386 (0)1 5800 884
GSM: +386 (0)51 322 442
E-naslov: info@irt3000.si
Marketing: Gregor Švetak, marketing@irt3000.si, +386 (0)51 322 177
Cena: 7,00 € za izvod
IRT3000 - inovacije razvoj tehnologije
Naročnina na revijo velja do pisnega preklica.
ISSN: 1854-3669. Revija je vpisana v razvid medijev, ki ga vodi Ministrstvo za kulturo RS, pod zaporedno številko 1059. Revijo sofinancira Javna agencija za raziskovalno dejavnost RS.
© IRT3000 - Avtorske pravice za revijo IRT3000 so last izdajatelja, podjetja PROFIDTP d.o.o. Uporabniki lahko prenašajo in razmnožujejo vsebino zgolj v informativne namene, in sicer samo ob pridobljenem pisnem soglasju izdajatelja.
121 SAB d.o.o.
1, 157 SCHUNK Intec GmbH
133 SECO TOOLS SI d.o.o.
1, 98 SIMING, Ljubljana, d.o.o.
49 SOLID WORLD d.o.o.
141 Stäubli Systems, s.r.o., Pardubice, Češka Republika - Podružnica Ljubljana
161 TC LIVARSTVO d.o.o.
1, 17, 175 TECOS
1, 123 TEH-CUT d.o.o.
135 TEHNOPROGRES d.o.o.
125 TIPTEH, d.o.o.
1, 77 TOP TEH d.o.o.
1, 29, 129 TOPOMATIKA d.o.o.
1, 67 TOYO EUROPE SLO d.o.o.
103 Transfer Multisort Elektronik Sp. z o.o.
1, 153 Tungaloy Rezni Alati d.o.o.
155 UNIOR d.d.
35 UNIPLAST d.o.o.
51 Vero Project S.p.A.
1, 151 VIST d.o.o.
111 voestalpine High Performance Metals International GmbH
1, 127 WALTER TOOLS d.o.o.
33 Zagrebački velesajam d.o.o.
139 ZOLLER Austria GmbH
Marec • 147 (3/2024) • Letnik 19 185 KOLOFON
www.kms.si 4x4 zobniški pogon Najnižji stroški vzdrževanja Do 20x prihranek prostora Dostop do iskanih artiklov 30 sekundah Povezava ERP sistemom za sledenje zalog Skladiščni sistemi Weland Solutions Avtomatizirajte in digitalizirajte svoje zaloge Dva identična obdelovalna stroja za večjo svobodo pri planiranju proizvodnje Biokompozit iz odpadnih kokosovih vlaken in reciklirane termoplastične matrice Inovativni napredek inteligentne robotike za varno delovanje in zmanjšanje izdatkov 147 MAREC
3WAY
d.o.o.
AC Serbia
ACAM PRO d.o.o. 1, 63 Arburg GmbH + Co KG 171 AŠER, d.o.o.
BEOGRADSKI SAJAM DOO 2 Boehlerit GmbH & Co.KG
3, 188 BTS COMPANY, d.o.o. 91 CAJHEN d.o.o. 1, 109 CELADA d.o.o.
173 CHIRON Croatia
181
1,
1,
Slika na naslovnici: KMS, d.o.o.
april

Slika na naslovnici: SCHUNK Intec GmbH
prOIZVODNjA IN LOgISTIKA
Izboljšana kakovosti in nižji stroški z avtomatiziranim postopkom peskanja
Zaradi slabe prilagodljivosti in nezadovoljive kakovosti prašnega barvanje pri zunanjih ponudnikih se je nizozemski proizvajalec industrijskega pohištva odločil, da sam začne izvajati barvanje. Za razliko od konkurence so se v podjetju odločili, da prav tako sami izvedejo pripravo obdelovancev za barvanje s strojem za avtomatizirano peskanje proizvajalca Rösler.

• Nov prilagojen sistem za analizo preostalih plinov (RGA) za sofisticirano preverjanje čistoče
• Industrija 4.0 nima ne pozitivnega ne negativnega vpliva na porabo energije
• 169 MWh prihrankov elektrike na leto
SpAjANje, MATerIALI IN TehNOLOgIje
anatomic Implants in addup: Zamenjava sklepov prstov na nogi, izdelanih z dodajalnimi tehnikami
AddUp Inc., s sedežem v Cébazatu v Franciji, in Anatomic Implants, novo podjetje za medicinske pripomočke s sedežem v Washingtonu, D.C, v ZDA, sodelujeta pri oddaji prijave 510(k) ameriški upravi za hrano in zdravila (FDA) za zamenjavo sklepov prstov na nogi, kar je bilo navedeno kot prvi aditivno izdelan nadomestek nožnega sklepa (metatarzofalangealnega ali MTP) iz titana na svetu.

• SETU uvaja strokovne certificirane spletne tečaje o aditivni proizvodnji
• Restor3d lansira aditivno izdelane vsadke za stopala in gležnje, prilagojene bolniku
• 3D Phoenix najavljen kot uradni poljski prodajni partner za podjetje Meltio
vZdrževAnje in teHniČnA diAGnostiKA
Merjenje čistoče hidravličnih olj in zaščita pred vdorom nečistoč
Poznamo dva načina merjenja čistoče hidravličnih olj. Prvi način je jemanje vzorca olja iz sistema in pošiljanje v specializiran laboratorij. Drugi način pa je meritev čistoče hidravličnih olj neposredno v hidravličnem sistemu. V prihodnji številki bomo govorili tudi o tem, kako preprečiti vdor nečistoč v hidravlični sistem.
• Mala šola mazanja
• Novosti na področju tehnične diagnostike
• Metode čiščenja v proizvodnji


Slika na naslovnici: ZOLLER Austria GmbH
orodjArstvo in strojeGrAdnjA
Digitalizacija je temelj avtomatizacije
Velika raznolikost izdelkov in različne velikosti serij povzročajo paniko pri ponudnikih storitev obdelave, kar pa ne velja za podjetje microart. Proizvajalec kompleksnih natančnih delov ustvarja digitalne strukture, ki jih združuje z avtomatiziranimi petosnimi obdelovalnimi centri proizvajalca Hermle. Rezultat je učinkovito frezanje in prilagodljiva kapaciteta obdelave.
• Povrtalo z devetimi življenji
• Funkcija pregibanja v le enem delovnem koraku

• DMG Mori predstavlja obdelovalne centre z naprednim rokovanjem palet
neKovine
razvoj elektronike za osvetljevanje avtomobilskih panelov
Oblikovanje avtomobilov se skozi zgodovino nenehno razvija. Električna vozila so odprla nove možnosti za oblikovalce, saj ne potrebujejo vstopnih hladilnih odprtin. To je privedlo do uporabe različnih dekorativnih elementov, kot so pokrovi, folije in svetlobne funkcije. Regulativa glede uporabe svetlobnih funkcij se še razvija, vendar so te že postale pomemben del avtomobilskega dizajna.

• Allrounder 470 Golden Electric za predelavo tekočega silikona LSR
• Za 30 % manjša poraba energije z brizgalkami Wittmann
• Proizvodnja visokokakovostnih delov iz recikliranega ABS-a
NApreDNe TehNOLOgIje
hlajenje z lasersko svetlobo
Eksperiment z antimaterijo: gravitacija, interferometrija, spektroskopija (AEgIS) ali AD-6 je eksperiment v napravi Antiproton Decelerator v CERN-u. Njegov glavni cilj je neposredno izmeriti učinek Zemljinega gravitacijskega polja na atome antivodika s precejšnjo natančnostjo. Foto: cerN

• Težave z dobavljivostjo elektromagnetov? Natisnite si jih
• Vzpostavljen evropski urad za umetno inteligenco
• Nokia na poti do ničelne emisije toplogrednih plinov
Marec • 147 (3/2024) • Letnik 19 186 NAPOVEDNIK
Pametna proizvodnja Z najboljšimi obeti. Digitalizacija je temelj avtomatizacije Razvoj elektronike za osvetljevanje avtomobilskih panelov Hlajenje lasersko svetlobo 149 MAJ
149 Ne
Aktualen koledar dogodkov lahko preverite na naši spletni strani: www.irt3000.si/dogodki/
maj
zamudite
Natančen in vsestranski vstop na področje hidravlične ekspanzijske tehnologije izjemnim razmerjem med ceno in zmogljivostjo nk. Izboljšana kakovosti in nižji stroški z avtomatiziranim postopkom peskanja Merjenje čistoče hidravličnih olj in zaščita pred vdorom nečistoč Restor3d lansira aditivno izdelane vsadke za stopala in gležnje, prilagojene bolniku 148 APRIL
148
NEPOGREŠLJIV VIR INFORMACIJ ZA STROKO
Predstavitev strokovnih prispevkov
Strokovna razstava I Aktualna okrogla miza
Podelitev priznanja TARAS

FORUM ZNANJA IN IZKUŠENJ
Dogodek je namenjen vsem, ki delujejo v industrijskem okolju ali za industrijo. Na forumu predstavljamo dosežke in novosti, inovativne rešitve, primere prenosa znanja in izkušenj ter njihove uporabe v industrijskem okolju, pri čemer je pozornost usmerjena tako na nove zamisli, zasnove in metode, kot tudi na tehnologije in orodja. Forum je tudi prostor, kjer osvetlimo resnično stanje v industriji, njene zahteve in potrebe. Posebna pozornost je namenjena uspešnim aplikativnim projektom raziskovalnih organizacij, inštitutov in univerz, izvedenih v industrijskem okolju, ter prenosu uporabnega znanja iz znanstveno-raziskovalnega okolja v industrijo.

Priznanje TARAS za najuspešnejše sodelovanje znanstvenoraziskovalnega okolja in gospodarstva na področju inoviranja, razvoja in tehnologij.
www.forum-irt.si
Portorož, 10. in 11. junij 2024
Dodatne informacije: Industrijski forum IRT, Motnica 7 A, 1236 Trzin I tel.: +386 51 322 442 e-naslov: info@forum-irt.si I www.forum-irt.si I Organizator dogodka: PROFIDTP, d. o. o., Gradišče VI 4, 1291 Škofljica Organizacijski vodja dogodka: Darko Švetak, darko.svetak@forum-irt.si
2024
Glavni pokrovitelji
Razvojna partnerja
Nacionalni pokrovitelji
Vsebinski partner
Pokrovitelji